Визначення допусків на розміри в технологічних операціях при елементарному розмірному аналізі технологічного процесу
Правило 5 Для того щоб забезпечити однозначне положення плоскої тривимірної деталі (типу корпусної), необхідно і достатньо задати такі технічні вимоги: а) для площини, що розташована паралельно установчій базі, — дві технічні вимоги — допуски паралельності обробленої поверхні відносно базової у двох взаємоперпендикулярних напрямках; б) для площини, що розташована перпендикулярно до установчої… Читати ще >
Визначення допусків на розміри в технологічних операціях при елементарному розмірному аналізі технологічного процесу (реферат, курсова, диплом, контрольна)
Визначення допусків на розміри в технологічних операціях при елементарному розмірному аналізі технологічного процесу
Розмірним аналізом називають сукупність розрахунково-аналітичних процедур, що виконуються при розробці та аналізі технологічного процесу. Він включає такі технологічні розрахунки:
· знаходження граничних значень величин припусків при заданих операційних і кінцевих розмірах деталі за операціями та переходами;
· визначення граничних значень якого-небудь розміру, що не заданий безпосередньо на кресленні, а одержується в результаті обробки заготовки за іншими розмірами;
· розрахунки розмірів і допусків технологічних розмірів, які виконуються замість заданих у конструкторському кресленні при зміні та не збіганні баз;
· розрахунок граничних значень операційних розмірів, що забезпечують одержання кінцевих розмірів і оптимальних значень припусків.
Розмірний аналіз дає можливість одержати розміри та їх граничні відхилення, необхідні для заповнення технологічної документації (карти ескізів, технологічних карт), креслень вихідних заготовок, розроблення карт налагодження верстата, керуючих програм, одержання технологічної з позиції механічної обробки розстановки розмірів тощо. За способом виконання розрізняють розмірний аналіз розроблюваного (проектованого) і аналіз діючого технологічних процесів.
В серійному виробництві часто замість повного розмірного аналізу (РАН) виконують, так званий елементарний розмірний аналіз, який скорочено називається ЕРАН. Цей аналіз не потребує побудови і розв’язання розмірних ланцюгів, менш трудомісткий, але й менш точний. При впровадженні технологічного процесу у виробництво часто доводиться коректувати допуски на міжопераційні розміри, тому процес впровадження технологічного процесу більш тривалий і не гарантується робота без браку на перших етапах виготовлення деталей.
Основна відмінність цих методів полягає у тому, що РАН передбачає отримання допусків на міжопераційні розміри розрахунковим шляхом, а при використанні ЕРАН допуски на ці розміри визначаються спрощеним розрахунком або призначаються табличним методом. Якщо кожний етап обробки виконується на окремій операції, то при проектуванні технологічного процесу розраховують її розмір, який називається операційним. Точність операційних розмірів регламентується допусками, які називаються операційними.
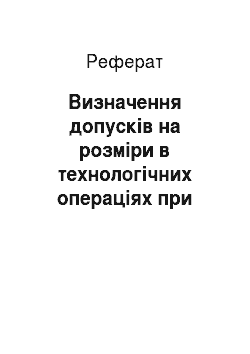
Рис. 1. Система розташування полів операційних припусків і допусків на обробку вала (а) і отвору (б)
A1, A2, A3, A4 — номінальні значення операційних розмірів відповідно заготовки, чорнового і чистового обточування та шліфування; T1, T2, T3, T4 — допуски на вказані розміри; Z2, Z3, Z4 — номінальні значення припусків відповідно на чорнове і чистове обточування та шліфування; Z0 — загальний припуск; max і min — максимальне і мінімальне значення Правильно призначений допуск повинен відповідати умові (1), тобто ТАі сумАі. (1)
Методика розрахунку точності розмірів застосовується, як правило, для визначення похибок обробки на остаточних переходах, її використання для проміжних розмірів трудомістко та й не завжди доцільно. Допуски на проміжні операційні розміри призначають за спрощеними правилами, які базуються на досвіді, набутому практикою машинобудування.
1. Величину операційного допуску необхідно приймати у відповідності з економічною точністю методу обробки, що використовується на даній операції чи переході. Для чорнової обробки звичайно рекомендується задавати допуск за 12-м чи 14-м квалітетами, для чистової обробки — за 11-м квалітетом точності.
2. В залежності від виду розміру (охоплюючий, охоплюваний тощо) задають граничні відхилення за посадками h, Н чи Is. Схему розташування полів операційних допусків показано на рис. 1.
Наприклад, допуски на розміри А1 і А3 (рис. 2, а) потрібно задавати по h, допуски на розміри А2, А4 (рис. 2, б) — по Н.
Ці правила є основними, загальними. У відповідності з ними розроблені таблиці для вибору операційних припусків. Звичайно таблиці операційних допусків об'єднують з таблицями операційних припусків і отримують таким чином єдину систему, що використовується при елементарному розмірному аналізі технологічних процесів (ЕРАН ТП).
Рис. 2. Схема для визначення системи проставлення операційних допусків Рис. 3. Каліброве кільце
3. Допуски на розміри, що виконуються на операціях остаточної обробки, вибирають у відповідності з економічною точністю методу обробки і в тому випадку, якщо за кресленням потребується менша точність витримуваного розміру. Необхідність у такій рекомендації з’являється у тих випадках, коли метою остаточної обробки є не досягнення заданої за кресленням точності розміру, а виконання інших вимог креслення (наприклад, малої шорсткості поверхні тощо) На рис. 3 зображено ескіз калібрового кільця. Розмір висоти кільця має допуск за 12-м квалітетом точності. Для отримання такої точності достатньо було б чорнової обробки торців. Але для забезпечення шорсткості поверхні торців Ra 1,25 і необхідної паралельності в межах 0,01 мм на довжині 100 мм кожен торець повинен мати три ступені обробки: чорновий і чистовий токарної обробки та шліфування. Операційні допуски на розміри вказаних операцій необхідно прийняти: після чорнової обробки — за 12-м квалітетом (0,21 мм), після чистової - за 11-м квалітетом (0,16 мм). Допуск на розмір, що виконується на остаточній обробці - шліфуванні, потрібно також приймати у відповідності з економічною точністю цього методу за 10-м квалітетом (0,100 мм), хоча за кресленням потрібна менша точність — 12 квалітет.
4. Якщо розмір, що координує положення оброблюваної на даній операції поверхні, відліковують від іншої, ще не обробленої поверхні заготовки, то допуск на цей розмір потрібно приймати на один клас нижче класу економічної точності обробки.
На рис. 4 показане чорнове обточування торця К з витримуванням розміру 40−0,62 мм. Економічна точність чорнового обточування — 12-й квалітет та у відповідності з першою і другою рекомендаціями потрібно було, б прийняти на цей розмір допуск за 12-м квалітетом, що дорівнює 0,25 мм. Проте, оскільки операційний розмір вимірюють від чорнової, необробленої поверхні штамповки, допуск на нього прийнято за 13-м квалітетом (0,390 мм).
Рис. 4. Чорнова обробка торця К від необробленої бази
5. Якщо поверхня, що обробляється на даній операції, у наступному буде використана як база, то допуск на її розмір вибирають, виходячи з умови забезпечення заданої точності встановлення, точності вимірювання чи точності налагодження (в залежності від того, за яку базу буде використана поверхня, що розглядається).
На рис. 5 показано операцію чистового обточування поясків. Економічна точність чистового обточування — 11-й квалітет, і у відповідності з першою рекомендацією на розмір 178 мм потрібно прийняти допуск за 11-м квалітетом, тобто Т = 0,25. Поверхні поясків є установчими базами для наступних операцій. Враховуючи, що центруючі елементи пристрою на цих операціях є жорсткими (несамоцентруючими), необхідно, щоб допуск на розмір 178 мм був не менше 0,100 мм. Це буде виконано, якщо прийняти на розмір 178 мм допуск за 9-м квалітетом, тобто Т = 0,100 мм. Зрозуміло, трудомісткість та вартість виконання операції при цьому зростуть.
розмір допуск обточування припуск Рис. 5. Чистове обточування базуючих поясків
6. Якщо розмір, що витримується на даній операції, впливає на точність інших розмірів деталі, то допуск на нього визначають на основі розв’язання відповідних розмірних ланцюгів. В таких випадках часто доводиться приймати допуск за більш точним квалітетом, ніж економічна точність застосовуваного методу обробки. Порогом тут вже буде технічно досяжна точність.
7. Допуск на розмір, що координує положення осі отвору (від бази чи від осі іншого отвору) повинен бути проставлений по симетричній двобічній системі (наприклад, 0,20 мм).
Величину допуску приймають у відповідності з п’ятою рекомендацією (якщо отвори будуть використані в наступному як бази) чи у відповідності з першою рекомендацією (якщо операція є попереднім ступенем обробки отворів). Аналогічно вибирають величину і систему простановки допуску на відстані між осями шийок кривошипів і колінчастих валів.
Призначення допусків форми і розташування поверхонь в операціях технологічних процесів. У відповідності зі стандартом система відліку і нормування відхилень форми і взаємного розташування поверхонь базується на використанні принципу прилягаючих поверхонь і профілів. Допустимі відхилення форми і розташування поверхонь в кресленнях і операційних картах технологічних процесів можуть бути помічені або умовними знаками за стандартом, або у вигляді технологічних вимог.
При технологічних і розмірних розрахунках для спрощення похибки форми і розташування називають просторовими відхиленнями, які в залежності від прийнятих методів контролю можна поділити на дві групи: просторові відхилення, які входять в допуск на розмір, і просторові відхилення, які при прийнятому способі вимірювання розміру не входять в допуск на розмір, а мають самостійне значення с. Наприклад, якщо діаметр вала вимірюють скобою, то викривлення осі вала виступає як самостійне просторове відхилення. Якщо ж вали будуть контролювати по діаметру граничними контрольними втулками, що мають довжину, рівну довжині вала, то просторове відхилення (кривизна) не буде мати самостійного значення, а ввійде в допуск на розмір.
Оскільки технолог при проектуванні технологічної операції призначає не тільки способи виконання операції, але й способи контролю, то завжди є можливість визначити, буде те чи інше просторове відхилення входити в допуск на розмір, чи буде мати самостійне значення. Необхідність такого розділу буде видна при виконанні розмірних розрахунків, які будуть розглянуті далі. З іншого боку, величини цих допусків обмежуються можливостями вибраних для операцій технологічних систем.
Задача призначення технологічних вимог щодо розташування поверхонь складається з двох частин. По-перше, це — вибір величин допусків розташування, які призначаються у відповідності з таблицями статистичної точності. По-друге, призначення необхідного і достатнього числа технічних вимог, які однозначно визначають положення кожної поверхні, що з’являється при виконанні операції. Якщо цього не зробити, то стає неможливим прогноз точності процесу, і якість деталі, що виготовляється за цим процесом, не гарантується.
По питанню про необхідне число технічних вимог щодо розташування поверхонь розроблено декілька правил.
Правило 1. Допустима величина самостійних просторових відхилень, які не входять в допуск на розмір, повинна бути обов’язково вказана в операційній карті чи умовними позначеннями, чи у вигляді технічних вимог.
Правило 2. Для того щоб забезпечити однозначне положення плоскої поверхні (торця) деталі типу тіла обертання, необхідно і достатньо задати одну технічну вимогу — допуск перпендикулярності відносно осі циліндричної (подвійної установчої базової поверхні (базового торця)).
Примітки:
1. Вимога паралельності може бути не задана безпосередньо, але тоді розуміється, що допуск паралельності дорівнює допуску на розмір, що координує положення обробленого на даній операції торця.
2. При обробці декількох торців з незмінним закріпленням допуск паралельності може бути заданий не тільки відносно базового торця, але й відносно обробленого.
Правило 3. Для того щоб забезпечити однозначне положення циліндричної поверхні деталі типу тіла обертання, необхідно і достатньо задати дві технічні вимоги: допуск, що регламентує перекіс осі, і допуск співвісності відносно базових поверхонь.
Примітки:
1. У випадку, якщо допуск, що регламентує перекіс осі, не заданий, то його вважають рівним допуску співвісності.
2. Аналогічні технічні вимоги задають в тому випадку, якщо оброблювана деталь відокремлюється від бази (відрізання обточеної деталі від прутка).
Правило 4. Для того щоб забезпечити однозначне положення осі отвору в корпусній деталі, необхідно і достатньо задати дві технічні вимоги: допуски перпендикулярності відносно установчої базової поверхні у двох взаємно перпендикулярних напрямках.
Правило 5 Для того щоб забезпечити однозначне положення плоскої тривимірної деталі (типу корпусної), необхідно і достатньо задати такі технічні вимоги: а) для площини, що розташована паралельно установчій базі, — дві технічні вимоги — допуски паралельності обробленої поверхні відносно базової у двох взаємоперпендикулярних напрямках; б) для площини, що розташована перпендикулярно до установчої бази, — дві технічні вимоги — допуски перпендикулярності до установчої і напрямної баз чи допуски перпендикулярності до установчої бази і паралельності напрямній базі.
Примітки:
1. Вимога паралельності може бути не задана безпосередньо, але тоді розуміється, що допуск паралельності дорівнює допуску на розмір, що координує положення даної поверхні в операції.
2. Допускається, щоб одна з вимог регламентувала відхилення від перпендикулярності плоскої поверхні, а друга — відхилення від паралельності.
Правила 1−5 повинні точно виконуватись при повному розмірному аналізі технологічного процесу, тобто при виконанні РАНТП.
Література
1. Матвеев В. В. и др. Размерный анализ технологических процессов. — М.: Машиностроение, 1982. — 264 с.
2. Размерный анализ технологических процессов обработки / Под общ. ред. Н. Г. Фридлендера Л.: Машиностроение, 1987. — 141 с.