Методи автоматичного контролю та оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд
Разработана и исследована дифференциальная беспоисковая система автоматического контроля и оптимизации типового технологического комплекса магнитной сепарации с параллельно работающими магнитными сепараторами. Смещение статических характеристик обеспечивается подачей разного объемного расхода добавочной воды в ванны сепараторов. В результате получена дифференциальная следящая система… Читати ще >
Методи автоматичного контролю та оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд (реферат, курсова, диплом, контрольна)
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ ГІРНИЧИЙ УНІВЕРСИТЕТ УДК 621.926: 534.16
МЕТОДИ АВТОМАТИЧНОГО КОНТРОЛЮ ТА ОПТИМІЗАЦІЇ ТЕХНОЛОГІЧНИХ КОМПЛЕКСІВ МОКРОЇ МАГНІТНОЇ СЕПАРАЦІЇ ЗАЛІЗНИХ РУД
Спеціальність:
05.13.07 — автоматизація технологічних процесів
Автореферат
дисертації на здобуття наукового ступеня кандидата технічних наук
ПОЛІНСЬКИЙ
Олександр Маркович
Дніпропетровськ — 2007
Дисертацією є рукопис
Робота виконана на кафедрі економічної кібернетики та інформаційних технологій Національного гірничого університету (м. Дніпропетровськ) Міністерства освіти і науки України.
Науковий керівник: доктор технічних наук, професор Кочура Євген Віталійович, Національний гірничий університет (м. Дніпропетровськ) Міністерства освіти і науки України, завідувач кафедри економічної кібернетики та інформаційних технологій.
Офіційні опоненти: доктор технічних наук, професор Слєсарєв Володимир Вікторович, Національний гірничий університет (м. Дніпропетровськ) Міністерства освіти і науки України, декан факультету інформаційних технологій, завідувач кафедри системного аналізу та управління; доктор технічних наук, професор Назаренко Володимир Михайлович, Криворізький технічний університет Міністерства освіти і науки України, завідувач кафедри iнформатики, автоматики i систем управлiння.
Провідна установа: Донецький національний технічний університет Міністерства освіти і науки України, кафедра автоматизованих систем управління.
Захист відбудеться «17» травня 2007 р. о 12 годині на засіданні спеціалізованої вченої ради Д 08.080.07 з захисту дисертацій при Національному гірничому університеті Міністерства освіти і науки України за адресою:
49 005, м. Дніпропетровськ, просп. К. Маркса, 19, тел. (0562) 47−24−11.
З дисертацією можна ознайомитися в бібліотеці Національного гірничого університету Міністерства освіти і науки України за адресою: 49 005, м. Дніпропетровськ, просп. К. Маркса, 19.
Автореферат розісланий «___» _____________ 2007 р.
Вчений секретар спеціалізованої вченої ради, О. О. Азюковський к. т. н.
Загальна характеристика роботи
Вступ. Відповідно до головних напрямків розвитку науки й техніки, затверджених Законом України про основи державної політики у сфері науки і науково-технічної діяльності, автоматизація технологічних процесів і енергоресурсозбереження — одна з найважливіших складових технічного прогресу.
Сировинною базою розвитку чорної металургії України є гірничо-збагачувальні комбінати з виробництва залізорудного концентрату. Підвищення ефективності гірничо-металургійного виробництва нерозривно пов’язано з підвищенням якості залізорудного концентрату, зниженням собівартості його виробництва, розв’язанням проблем енергоресурсозбереження. Ці задачі неможливо вирішити без автоматизації основного технологічного процесу збагачення залізних руд — магнітної сепарації.
Актуальність теми. Системи автоматичного контролю та управління, що застосовуються у технологічних комплексах мокрого магнітного збагачення, обмежені використанням технічно складних пристроїв з малим терміном служби. Про ефективність усереднення руди судять з результатів аналізу технологічних проб руди у лабораторії. Однак сучасні технології вимагають автоматизації контролю результатів усереднення або за текстурними властивостями руди (крупність, твердість), або за структурними (масова частина заліза). Методи автоматичного технічного контролю магнітних сепараторів на збагачувальних фабриках практично відсутні, а про їх технічний стан судять з результатів огляду в період планово-попереджувальних ремонтів або після їх відмови. Разом з цим застосування магнітного сепаратора як пілотного апарата, що виконує технологічну та інформаційну функції, спроможне вирішити ці проблеми. Перешкодою в цьому напрямку є різноманітність технологічних схем мокрого збагачення, які застосовуються на магнітозбагачувальних фабриках, що вимагає розробки спеціальних методів автоматичного контролю й оптимізації комплексів магнітної сепарації, де окремі сепаратори з'єднані відповідно до технологічної схеми збагачення.
Розв’язання задач автоматичного контролю й оптимізації таких комплексів за електричними змінними магнітних сепараторів забезпечує вирішення таких актуальних питань автоматизації збагачувальних фабрик України, як: підвищення ефективності управління процесами магнітного збагачення руд; зниження витрат електроенергії; зниження втрати заліза у хвостах; підвищення якості концентрату; підвищення виходу концентрату. У зв’язку з цим тема дисертації є актуальною.
Зв’язок роботи з науковими програмами, планами, темами. Дисертаційна робота є складовою частиною досліджень, що проведені у Національному гірничому університеті за держбюджетними тематиками «Розробка програмно-технічного комплексу автоматизації гірничого виробництва» (державна реєстрація № 0101U005688), «Інтелектуальні засоби автоматизованого діагностування гірничого обладнання» (державна реєстрація № 0105U000523) і «Автоматизація процесів рудопідготовки та збагачення руд на основі використання принципу пілотного апарата» (державна реєстрація № 0106U008092), де автор брав участь як виконавець.
Мета і задачі наукового дослідження. Метою дисертації є розробка методів автоматичного контролю й оптимізації технологічних комплексів мокрого магнітного збагачення залізних руд за сигналами активної потужності приводних електродвигунів барабанів магнітних сепараторів.
Для досягнення означеної мети в роботі вирішувалися наступні задачі:
дослідження технологічних комплексів мокрого магнітного збагачення залізних руд як об'єктів автоматичного контролю. Визначення статичних та динамічних характеристик цих комплексів, а також статистичних характеристик збурень на процес магнітної сепарації;
розробка методу автоматичного контролю результатів рудопідготовки;
розробка методу автоматичного контролю технічного стану магнітного сепаратора;
наукове обґрунтування методу автоматичного контролю та управління фронтом магнітного збагачення (або кількістю паралельно працюючих сепараторів) за сигналами активної потужності електродвигунів сепараторів;
розробка і наукове обґрунтування методів автоматичного контролю оптимальних технологічних режимів роботи комплексів магнітної сепарації з перечищенням проміжного продукту збагачення, з перечищенням хвостів, а також з паралельно працюючими магнітними сепараторами.
Об'єктом дослідження є процес мокрої магнітної сепарації залізних руд.
Предметом дослідження є методи автоматичного контролю й оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд.
Методи дослідження. У процесі виконання роботи застосовувалися наступні методи досліджень: аналіз і узагальнення науково-технічної інформації передових досягнень науки та виробництва — для постановки мети і задач дослідження; спектральний аналіз — для дослідження сигналів активної потужності приводних електродвигунів барабанів магнітних сепараторів з метою обґрунтування методів автоматичного контролю технологічних комплексів магнітного збагачення; методи математичної статистики, кореляційного і регресійного аналізу — для експериментального визначення статичних характеристик магнітних сепараторів; методи теорії автоматичного управління — для розрахунку параметрів настроювання та дослідження систем автоматичної оптимізації технологічних комплексів магнітного збагачення залізних руд.
Математичні розрахунки виконувались на персональному комп’ютері з використанням програми Microsoft Excell.
Наукові положення.
1. Використання відносного зсуву двох статичних характеристик залежності активної потужності, споживаної електродвигунами двох паралельно працюючих магнітних сепараторів, від густини зливу пульпи класифікатора забезпечує реалізацію диференціальної системи екстремального регулювання процесами механічної класифікації та магнітної сепарації, що, на відміну від використання статичної характеристики одного сепаратора, забезпечує роботу системи без пошукових коливань і підвищення якості екстремального регулювання та кількості витягнутого магнітного продукту.
2. Непрямою характеристикою технологічних частот коливань масової частини заліза у збагачуваній руді є різниця двох множин технологічних частот коливань спектральних щільностей центрованих випадкових процесів зміни у часі сигналів активної потужності приводних двигунів магнітного сепаратора й спірального класифікатора, працюючих у першій стадії збагачення, що, на відміну від контролю технологічних частот спектральної щільності сигналу активної потужності тільки магнітного сепаратора, забезпечує автоматичний контроль ефективності усереднення руди за масовою частиною заліза.
3. Перевищення активної потужності, споживаної електродвигуном барабана магнітного сепаратора, технологічно припустимого рівня вказує на розгерметизацію барабана сепаратора, що, на відміну від контролю стану сепаратора під час його ремонту, забезпечує автоматичний контроль за станом сепаратора як елемента системи екстремального регулювання процесами механічної класифікації та магнітної сепарації.
Новизна отриманих результатів:
уперше визначено, що критерієм оптимізації роботи технологічного комплексу з паралельно працюючими магнітними сепараторами є різниця сигналів активної потужності приводних електродвигунів двох магнітних сепараторів з різною густиною пульпи, що, на відміну від загальновизнаного методу використання сигналу одного сепаратора, забезпечує підвищення якості автоматичної оптимізації технологічного комплексу за витягнутим магнітним продуктом;
одержали подальший розвиток дослідження формування спектральних щільностей сигналів активної потужності електродвигунів механічних спіральних класифікаторів та магнітних сепараторів. Установлено, що максимуми спектральної щільності центрованих випадкових процесів технологічних коливань масової частини заліза та крупності і твердості в збагачуваній руді відповідають максимумам спектральної щільності центрованих випадкових процесів технологічних коливань сигналу активної потужності приводного електродвигуна магнітного сепаратора, що забезпечує використання цієї нової закономірності при автоматичному непрямому контролі результатів усереднення руди за масовою частиною заліза;
установлено, що максимум спектральної щільності центрованих випадкових процесів коливань крупності і твердості збагачуваної руди та максимум спектральної щільності центрованих випадкових процесів технологічних коливань сигналу активної потужності приводного двигуна спірального класифікатора мають однакову частоту, що забезпечує використання цієї нової закономірності для автоматичного непрямого контролю результатів подрібнення й усереднення збагачуваної руди за крупністю і твердістю;
уперше встановлено, що при потраплянні пульпи у середину барабана магнітного сепаратора в результаті розгерметизації активна потужність приводного електродвигуна сепаратора різко збільшується, а при затиранні барабана сепаратора у спектральній щільності центрованого випадкового процесу коливань сигналу активної потужності з’являється максимум на частоті обертання барабана сепаратора. Це забезпечує використання цих нових закономірностей для технічного контролю стану магнітних сепараторів.
Практичне значення одержаних результатів:
застосування розробленої диференціальної системи автоматичної оптимізації процесів механічної класифікації та магнітної сепарації забезпечує без пошукових пробних коливань підтримування максимальної продуктивності комплексу магнітної сепарації за витягнутим залізом і зменшення дисперсії коливань масової частини заліза в концентраті, а також зниження питомої витрати електроенергії на 5% й підвищення вмісту заліза в концентраті на 1,6%;
використання розроблених методів автоматичного контролю технічного стану працюючих магнітних сепараторів забезпечує оперативність виявлення, відключення й ремонту несправних магнітних сепараторів, що скорочує час простою технологічного устаткування і підвищує продуктивність збагачувальної фабрики;
застосування вбудованих у магнітні сепаратори систем автоматичного контролю, заснованих на розроблених методах, розширює функціональні можливості промислових магнітних сепараторів, підвищує їх технічний рівень і конкурентоспроможність;
автоматичне управління кількістю паралельно працюючих магнітних сепараторів, що являють собою фронт магнітної сепарації, збільшує ефективність оперативно-диспетчерського управління процесами магнітної сепарації при коливаннях продуктивності подрібнювальних агрегатів і фізико-механічних властивостей збагачуваної руди, що підвищує вихід концентрату на 2%;
очікуваний річний економічний ефект від використання результатів дисертації становить сто тисяч гривень на одну секцію збагачення.
Впровадження результатів роботи:
За результатами дисертації розроблені технічні пропозиції, методики та рекомендації з автоматичного контролю й оптимізації технологічних комплексів магнітної сепарації, що використані ВАТ «Проектний і проектно-конструкторський інститут «Металургавтоматика» при розробці АСУТП збагачувальної фабрики Інгулецького ГЗК. Це підвищило ефективність систем автоматичного контролю й оптимізації процесів магнітної сепарації та надійність інформаційного забезпечення, спростило структуру комплексу технічних засобів, скоротило терміни розробки та витрати на створення АСУТП.
Дніпромашзбагачення використав результати дисертації при проектуванні магнітних сепараторів із вбудованою системою автоматичного контролю технічного стану. Це розширило функціональні можливості промислових магнітних сепараторів, підвищило їх технічний рівень і конкурентоспроможність.
На Інгулецькому ГЗК дані технічні пропозиції, методики та рекомендації використані при автоматичному контролі технічного стану магнітних сепараторів, управлінні фронтом і оптимізації процесів магнітної сепарації, що забезпечило зниження питомої витрати електроенергії на тонну залізорудного концентрату, а також підвищення виходу, якості й стабільності концентрату.
Особистий внесок здобувача. Усі наукові положення та результати, що виносяться на захист, отримані автором самостійно. Здобувач брав участь у проведенні експериментальних досліджень, обробці отриманих результатів методами математичної статистики, упровадженні результатів роботи в промисловість.
Апробація результатів дисертації. Основні положення дисертаційної роботи доповідалися й обговорювалися на наступних науково-технічних конференціях: «Інтегровані системи управління в гірничо-металургійному комплексі» (м. Кривий Ріг, 2006); 10-й ювілейній міждержавній науково-методичній конференції «Проблеми математичного моделювання» (м. Дніпродзержинськ, 2006); 13-й міжнародній конференції з автоматичного управління «Автоматика-2006» (м. Вінниця, 2006).
Публікації. За матеріалами досліджень, виконаних у дисертації, опубліковані 6 статей у фахових журналах і збірниках наукових праць та 2 тези доповідей на науково-технічних конференціях.
Структура та обсяг дисертаційної роботи. Дисертація складається із вступу, чотирьох розділів, висновків, списку використаних джерел та додатків. Загальний обсяг роботи — 158 сторінок, із них 137 сторінок — основний текст.д.исертація містить 63 рисунки, список використаних джерел із 152 найменувань і 2 додатки.
Основний зміст роботи:
У вступі відзначено, що питаннями автоматизації технологічних процесів на збагачувальних фабриках присвячені роботи вчених: Барського Л. А., Бунько В. А., Власова К. П., Воронова В. А., Зобніна Б.Б., Качана Ю. Г., Козіна В.З., Кочури Є.В., Марюти О. М., Младецького І.К., Нестєрова Г. С., Процуто В. С., Тіхонова О.М., Тропа А. Є., Ульшина В. А., Хорольского В. П., А. Лінча, Д. Гільберта, Д. Хербста.
Обґрунтована актуальність і доцільність роботи, наведений зв’язок роботи з науковими програмами, планами, темами, сформульована мета, задачі досліджень, викладені наукова новизна, практичне значення та реалізація результатів дисертаційних досліджень, зазначений особистий внесок здобувача, наведена апробація отриманих результатів і публікацій.
У першому розділі проведений літературний огляд і аналіз технологічних схем, процесів та апаратів магнітної сепарації з позицій задач управління. Розглянуті існуючі методи, технічні засоби і системи автоматичного контролю й оптимізації процесів магнітної сепарації залізних руд. Аналіз сучасного стану управління процесами магнітної сепарації продемонстрував, що до нинішнього часу:
відсутні методи надійного автоматичного детектування оптимального технологічного режиму магнітної сепарації без пошукових пробних кроків за максимумом активної потужності, споживаної приводним двигуном магнітного сепаратора;
відсутні методи автоматичного визначення кількості паралельно працюючих магнітних сепараторів і автоматичного управління фронтом магнітної сепарації за енергетичними змінними магнітних сепараторів;
не розроблене наукове обґрунтування автоматичної роздільної оцінки частот коливань текстурних і текстурно-структурних властивостей руди;
не розроблені методи автоматичного технічного контролю барабанних магнітних сепараторів за електричними змінними, що не забезпечує ефективне застосування промислових сепараторів як природних аналізаторів результатів рудопідготовки.
У другому розділі виконані дослідження статичних характеристик різних технологічних комплексів магнітної сепарації руд. На підставі теоретичного узагальнення отримані теоретичні статичні характеристики барабанного магнітного сепаратора, що являють собою залежності продуктивності магнітного сепаратора за витягнутим в концентрат і втраченим у хвостах залізом від крупності подрібнених часток руди в зливі класифікатора з урахуванням моделей розкриття руди.
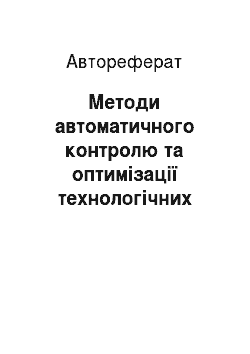
Попередніми дослідженнями встановлено, що активна потужність приводного електродвигуна барабана магнітного сепаратора визначається продуктивністю магнітного сепаратора за витягнутим в концентрат залізом при збагаченні магнетитових руд. Досліджені особливості формування сигналів активної потужності приводних електродвигунів барабанів магнітних сепараторів, що працюють в технологічних комплексах з перечищенням концентрату та хвостів, а також у технологічних комплексах магнітної сепарації з паралельно працюючими магнітними сепараторами. Експериментальні статичні характеристики магнітних сепараторів типу ПБМ — ПП-120/300 наведені на рис. 1,2.
Рівняння статичних характеристик паралельно працюючих магнітних сепараторів мають вигляд:
(1)
де , — довірчі інтервали.
Рис. 1. Експериментальні статичні характеристики двох паралельно працюючих магнітних сепараторів, де: 1, 2 — магнітні сепаратори; 3, 4 — електродвигуни; 5, 6 — вимірювальні перетворювачі активної потужності; P1, P2 — вихідні токові сигнали вимірювальних перетворювачів активної потужності; B — витрата води; - густина зливу класифікатора.
Рис. 2. Експериментальні статичні характеристики комплексу магнітної сепарації з перечищенням промпродукту, де: 1, 2 — магнітні сепаратори; 3, 4 — електродвигуни; 5, 6 — вимірювальні перетворювачі активної потужності; P1, P2 — вихідні токові сигнали вимірювальних перетворювачів активної потужності; B — витрата води; - густина зливу класифікатора.
Рівняння статичних характеристик магнітних сепараторів, що працюють у комплексі з перечищенням промпродукту мають вигляд:
(2)
де , — довірчі інтервали.
Аналіз отриманих статичних характеристик показав можливість побудови диференціальних безпошукових систем автоматичної оптимізації технологічних комплексів магнітної сепарації.
Третій розділ присвячений розробці й дослідженню методів автоматичного контролю технологічних комплексів мокрої магнітної сепарації.
Для автоматичного контролю ефективності усереднення руди розроблений метод, заснований на сумісному спектральному аналізі центрованих випадкових процесів зміни у часі сигналів активної потужності електродвигунів млина, спіральних класифікаторів і магнітних сепараторів першої стадії збагачення та масової частини заліза у руді й питомої роботи подрібнення, що характеризує її твердість та крупність або текстурні властивості руди. Експериментально одержані спектральні щільності наведені на рис. 3,4.
Рис. 3. Спектральні щільності інформаційних параметрів, де: — спектральна щільність центрованого випадкового процесу зміни у часі масової частини заліза у первинній руді; - спектральна щільність центрованого випадкового процесу зміни у часі масової частини заліза в промпродукті сепаратора, — спектральна щільність сигналів активної потужності приводного електродвигуна магнітного сепаратора; , — граничні частоти; , — резонансні частоти.
Рис. 4. Спектральні щільності інформаційних параметрів, де: — спектральна щільність центрованого випадкового процесу зміни у часі питомої роботи подрібнення руди; , — відповідно спектральна щільність сигналів активної потужності приводних електродвигунів млина і класифікатора; - резонансна частота; , — граничні частоти.
Спектральні щільності центрованих випадкових процесів коливань масової частини заліза у первинній руді та у промпродукті визначаються і текстурними, і структурними властивостями руди. З аналізу рис. 3 випливає, що спектральна щільність сигналу активної потужності двигуна сепаратора збігається за резонансними частотами зі спектральними щільностями і. Точність збігу за частотами і менша ніж 5%, тому непрямою характеристикою коливань текстурно-структурних властивостей руди є спектральна щільність сигналу активної потужності, споживаної приводним електродвигуном магнітного сепаратора. Ця спектральна щільність у загальному випадку має множину характерних частот А:
(3)
де — характерні частоти, відповідні до максимумів спектральної щільності.
Спектральна щільність центрованого випадкового процесу коливань питомої роботи подрібнення первинної руди визначає її текстурні властивості. З аналізу рис. 4 випливає, що спектральна щільність сигналу активної потужності двигуна класифікатора збігається за резонансною частотою зі спектральною щільністю. Точність збігу за частотою менша ніж 4%.
Тому непрямою характеристикою коливань текстурних властивостей руди є спектральна щільність сигналу активної потужності, споживаної приводним електродвигуном спірального класифікатора. Ця спектральна щільність у загальному випадку має множину характерних частот В:
. (4)
Різниця двох множин дає множину характерних частот C коливань структурних властивостей збагаченої руди:
(5)
де i = 1,2. З урахуванням виразів (3) — (5) множина характерних частот коливань структурних властивостей руди:
(6)
З аналізу графіків рис. 3, 4, а також з виразів (3) — (6) випливає, що спектральна щільність коливань сигналу активної потужності, споживаної приводними двигунами млина і спірального класифікатора, визначається коливаннями питомої роботи подрібнення руди. Спектральна щільність коливань сигналу активної потужності приводного двигуна магнітного сепаратора визначається коливаннями питомої роботи подрібнення руди і коливаннями вмісту заліза у первинній руді. З теорії подрібнення відомо, що питома робота подрібнення руди є непрямою характеристикою крупності і твердості руди.
Отже, оцінка основної частоти коливань текстурних властивостей руди виконується за резонансною частотою спектральної щільності коливань сигналу активної потужності приводного двигуна класифікатора або млина.
Оцінка основних частот коливань текстурно-структурних властивостей руди виконується за резонансною частотою спектральної щільності коливань сигналу активної потужності приводного двигуна магнітного сепаратора.
Оцінка основної частоти коливань структурних властивостей руди виконується за резонансною частотою, яка присутня в спектральній щільності сигналу активної потужності приводного двигуна магнітного сепаратора і відсутня у спектральній щільності сигналу активної потужності двигуна спірального класифікатора або млина.
Запропонована методика використовується для ідентифікації частот збурюючих дій при проектуванні й наладці систем автоматичного регулювання процесів подрібнення, класифікації та магнітної сепарації, а також для контролю ефективності усереднення руди за текстурними і структурними властивостями. У цьому випадку оцінку дисперсії коливань текстурних властивостей руди виконують, використовуючи вираз:
(7)
де , — відповідно нижня та верхня границя частотного діапазону коливань.
Оцінка дисперсії коливань текстурно-структурних властивостей руди здійснюється за виразом:
(8)
Припустімо, наприклад, що усереднення руди відбувається за текстурно-структурними властивостями. Для цього використовується формула (8). Якщо при спостереженні протягом періодів і за формулою (8) були розраховані значення дисперсії відповідно і причому то це означає, що ефективність усереднення руди за період була вищою, ніж за період .
Науково обґрунтований метод технічного контролю розгерметизації барабана сепаратора, при якому активна потужність, споживана електродвигуном сепаратора, перевищує технологічно припустимий рівень. Запропонований алгоритм виявлення розгерметизації барабана сепаратора:
(9)
де — напруга сигналізації; - верхнє припустиме значення сигналу активної потужності.
Для контролю затирання барабана сепаратора через потрапляння побічних предметів або через відхилення від осі запропонований метод технічного контролю за появою в спектральній щільності центрованого випадкового процесу зміни у часі сигналу активної потужності максимуму на частоті обертання барабана сепаратора. Система контролю містить смуговий фільтр оборотної частоти. Поява сигналу активної потужності електродвигуна сепаратора на частоті свідчить про технічну несправність магнітного сепаратора, пов’язану із затиранням барабана. Типові спектральні щільності технічно справного магнітного сепаратора наведені на рис. 5, а несправного — на Рис. 6.
Рис. 5. Типова спектральна щільність активної потужності технічно справного магнітного сепаратора, де: fП — частота біжучого електромагнітного поля.
Рис. 6. Типова спектральна щільність активної потужності технічно несправного магнітного сепаратора, де: — частота обертання барабана сепаратора; fП — частота біжучого електромагнітного поля.
Розроблений метод автоматичного управління кількістю паралельно працюючих магнітних сепараторів, що утворюють фронт магнітної сепарації з урахуванням параметрів законів розподілу сигналів активної потужності.
Обґрунтовані оптимальні границі переключення кількості сепараторів, виходячи з мінімізації ризику прийняття рішення відповідно до величини споживаної ними активної потужності. Наприклад, якщо максимальна кількість працюючих сепараторів дорівнює трьом при постійно включеному одному сепараторі, оптимальна границя переключення
(10)
де — середньоквадратичне відхилення сигналу активної потужності; і - математичні очікування сигналів активної потужності відповідно при двох і трьох включених сепараторах; і - відповідно ймовірності роботи двох і трьох працюючих сепараторів; і - відповідно вартість втрат від помилкового включення та відключення сепаратора.
Кількість паралельно працюючих у стадії збагачення магнітних сепараторів автоматично змінюють пропорційно до активної потужності, споживаної електродвигунами сепараторів з мережі, обумовленої продуктивністю сепараторів за магнітним продуктом.
Розроблений метод технологічного контролю комплексу магнітної сепарації з перечищенням промпродукту. Функціональна схема системи технологічного контролю, а також її статичні характеристики, наведені на рис. 7,8.
Рис. 7. Функціональна схема системи автоматичної оптимізації, де: 1, 2 — магнітні сепаратори; 3, 4 — електродвигуни; 5, 6 — вимірювальні перетворювачі активної потужності; 7, 8 — суматори; 9 — релейний блок; 10 — регулятор густини зливу; 11 — клапан витрати води; 12 — густиномір; 13 — класифікатор; BK — витрата води у класифікатор; - продуктивність твердої фази пульпи класифікатора; ±? — сигнал зміни густини зливу класифікатора; - продуктивність за магнітним продуктом сепараторів першого прийому; P1, P2 — вихідні токові сигнали вимірювальних перетворювачів активної потужності; C — постійний зсув; - завдання регулятору густини зливу.
Рис. 8. Статичні характеристики системи, де: — густина зливу класифікатора; 0 — оптимальна густина зливу; A — квазіоптимальна густина зливу класифікатора у робочій точці А; і - статичні характеристики активної потужності, споживаної електродвигунами сепараторів першого і другого прийому; - зсунута статична характеристика; і - оптимальні значення сигналів активної потужності; C — постійний зсув; - помилка системи.
Метод працює на диференціальному принципі екстремального регулювання.
У четвертому розділі на базі теоретичних і практичних результатів, що отримані в попередніх розділах, розроблена й досліджена безпошукова диференціальна система автоматичного контролю й оптимізації найбільш поширеного технологічного комплексу магнітної сепарації з паралельно працюючими магнітними сепараторами.
На рис. 9 подана функціональна схема системи, а на рис. 10 — її статичні характеристики.
Рис. 9. Функціональна схема системи автоматичної оптимізації, де: К — класифікатор; ПД — пульподільник; 1С, 2С, 3С — магнітні сепаратори; 1П, 2П, 3П — перетворювачі активної потужності; R — регулятор; B1, B2, B3 — витрати додаткової води в сепаратори; Вк — витрата додаткової води в класифікатор; Р1, Р2, Р3 — сигнали активної потужності приводних двигунів сепараторів.
Рис. 10. Статичні характеристики системи, де: В0 — оптимальне значення об'ємної витрати води на вході одного сепаратора; - збільшення додаткової води у ванну сепаратора; Р1, Р2, Р3 — сигнали активної потужності приводних двигунів сепараторів.
Сигнали P1 і P2 включені назустріч один одному. Різниця цих сигналів надходить на вхід регулятора R, що через серводвигун управляє клапаном витрати води в класифікатор.
Зсув статичних характеристик магнітних сепараторів формує управляючий сигнал U, знак якого визначає відхилення режиму роботи комплексу магнітної сепарації від заданого режиму, що відповідає точці A на рис.10:
(11)
де K3 — коефіцієнт передачі регулятора.
Визначені статичні та динамічні характеристики технологічного комплексу магнітної сепарації як об'єкта автоматичного управління.
Нормована автокореляційна функція коливань якості руди:
(12)
де; .
Нормована автокореляційна функція коливань якості витрати води:
(13)
де .
Виконані розрахунки параметрів налаштування системи за критерієм мінімуму середньоквадратичної помилки. На рис. 11 наведений графік залежності середньоквадратичної помилки регулювання від коефіцієнта передачі регулятора K, а на рис. 12 — графік зміни помилки системи при її східчастій зміні.
Розроблені схеми алгоритмів технологічного контролю та автоматичної оптимізації технологічного комплексу магнітної сепарації. Запропонована технічна реалізація системи на основі використання промислових комп’ютерних робочих станцій.
Рис. 11. Графік залежності середньоквадратичної помилки від коефіцієнта підсилення.
Рис. 12. Графік зміни помилки системи при її ступеневій зміні.
У додатках наведені таблиці експериментальних даних, а також акти про використання результатів дисертаційної роботи.
Висновки
Дисертація є завершеною науковою роботою, у якій вирішена актуальна науково-технічна задача обґрунтування методів автоматичного контролю й оптимізації технологічних комплексів магнітного збагачення за сигналами активної потужності, споживаної електродвигунами магнітних сепараторів, що має важливе народногосподарське значення і забезпечує практичне створення ефективних і надійних систем з автоматизації процесів й апаратів магнітної сепарації в умовах різноманітних технологічних схем магнітозбагачувальних фабрик.
Аналіз технологічних схем, процесів і апаратів магнітного збагачення з позицій задач управління та нові науково обґрунтовані теоретичні й практичні результати, що були отримані у ході роботи, мають суттєве значення для подальшого розвитку концепції автоматизації комплексів магнітного збагачення руд на основі застосування магнітного сепаратора як природного аналізатора результатів рудопідготовки.
Основні наукові та практичні результати полягають у наступному:
1. Використання відносного зсуву двох статичних характеристик залежності активної потужності, споживаної електродвигунами двох паралельно працюючих магнітних сепараторів, від густини зливу пульпи класифікатора забезпечує реалізацію диференціальної системи екстремального регулювання процесами механічної класифікації й магнітної сепарації, що забезпечує роботу системи без пошукових коливань і підвищення якості екстремального регулювання та кількості витягнутого магнітного продукту.
2. Непрямою характеристикою технологічних частот коливань масової частини заліза в збагачуваній руді є різниця двох множин технологічних частот коливань спектральних щільностей центрованих випадкових процесів зміни у часі сигналів активної потужності приводних двигунів магнітного сепаратора й спірального класифікатора, працюючих у першій стадії збагачення, що забезпечує автоматичний контроль ефективності усереднення руди за масовою частиною заліза.
3. Перевищення технологічно припустимого рівня активної потужності, споживаної електродвигуном барабана магнітного сепаратора, вказує на розгерметизацію барабана сепаратора, що забезпечує автоматичний контроль за станом сепаратора як елемента системи екстремального регулювання процесами механічної класифікації та магнітної сепарації.
4. Розроблений метод автоматичного контролю без пошукових коливань відхилення процесів механічної класифікації і магнітної сепарації від оптимального режиму за величиною активної потужності електродвигуна магнітного сепаратора, який відрізняється диференціальним принципом екстремального детектування за різницею сигналів активної потужності двох магнітних сепараторів із зміщеними статичними характеристиками, що працюють в одному комплексі. Це забезпечує розробку більш ефективних безпошукових систем автоматичної оптимізації процесів механічної класифікації і магнітної сепарації.
5. Розроблений метод автоматичного контролю кількості паралельно працюючих магнітних сепараторів, які утворюють фронт магнітної сепарації, що відрізняється тим, що кількість працюючих магнітних сепараторів змінюють пропорційно середньоарифметичному значенню споживаної ними активної потужності. Це забезпечує підвищення оперативності й точності автоматичного управління фронтом магнітної сепарації при коливаннях продуктивності подрібнювальних агрегатів і властивостей збагачуваної руди.
6. Розроблений метод автоматичного контролю технічного стану барабанних магнітних сепараторів як елементів систем автоматичної оптимізації, який відрізняється тим, що сигнал про технічну несправність сепаратора встановлюється у випадку перевищення середнього арифметичного значення активної потужності електродвигуна припустимого значення або у випадку появи у спектральній щільності сигналу активної потужності максимуму на частоті обертання барабана сепаратора. Цей метод здійснює реалізацію більш ефективних автоматичних систем раннього контролю технічних несправностей промислових магнітних сепараторів у процесі їх роботи.
Публікації за темою дисертації
1. Полінський О. М. Автоматична діагностика властивостей збагачуваної руди // Науковий вісник НГУ. — Дніпропетровськ. — 2005. — № 1. — С.82−84.
2. Полінський О.М. Оптимізація подрібнювальних агрегатів з пілотним магнітним сепаратором у контурі управління // Гірнича електромеханіка та автоматика: Наук. — техн. зб. НГУ. — Дніпропетровськ. 2004. № 73. С.50−52.
3. Полінський О. М. Використання магнітного сепаратора як пілотного апарата, що виконує технологічну та інформаційну функції у технологічних комплексах магнітного збагачення руди // Вісник Криворізького технічного університету. — Кривий Ріг. — 2005. — № 9. — С.115−118.
4. Кочура Е. В., Полинский А. М. Автоматизация раздельной оценки частот и дисперсий колебаний текстурных и структурных свойств обогащаемой руды // Обогащение руд. — С. Пб. — 1997. — № 3. — С.41−43.
5. Кочура Є.В., Полінський О.М. Оптимізація технологічного комплексу механічної класифікації та магнітної сепарації залізних руд // Збагачення корисних копалин: Наук. — техн. зб. НГУ. — Дніпропетровськ. 2005. № 21 (62). С.123−125.
6. Полінський О. М. Алгоритм оптимізації процесів механічної класифікації і магнітної сепарації залізних руд // Тези доп.10-ї ювіл. міждерж. наук. — метод. конф. «Проблеми математичного моделювання». — Дніпродзержинськ. — 2006. — С. 190−191.
7. Полінський О. М. Автоматичний контроль ефективності усереднення руди // Тези доп.13-ї міжнар. конф. з автоматич. упр. «Автоматика-2006». — Вінниця. — 2006. — С.155.
8. Полінський О.М. Оцінка результатів усереднення руди // Академічний вісник криворізького територіального відділення Міжнародної академії комп’ютерних наук і систем. — Кривий Ріг. — 2006. — № 15−16. — С.82−85.
У результатах досліджень, опублікованих у співавторстві [4,5], автором виконана розробка математичних моделей, алгоритмів і програм розрахунку числових характеристик констант в апроксимуючих залежностях.
Анотація
Полінський О.М. Методи автоматичного контролю та оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд. — Рукопис.
Дисертація на здобуття наукового ступеня кандидата технічних наук за спеціальністю 05.13.07 — автоматизація технологічних процесів. — Національний гірничий університет, Дніпропетровськ, 2007.
Дисертація присвячена подальшому розвитку досліджень автоматизації основного процесу збагачення залізних руд — магнітної сепарації та розробці на цій основі методів автоматичного контролю й оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд.
У дисертації вирішена актуальна задача наукового обґрунтування методів автоматичного контролю й оптимізації технологічних комплексів магнітного збагачення за сигналами активної потужності, споживаної електродвигунами магнітних сепараторів. Розв’язання цієї проблеми має важливе народногосподарське значення й забезпечує практичне створення ефективних і надійних систем з автоматизації процесів та апаратів магнітного збагачення в умовах різноманітних технологічних схем магнітозбагачувальних фабрик.
Ключові слова: магнітні сепаратори, електродвигун, залізорудний концентрат, автоматичний контроль.
Аннотация
Полинский А.М. Методы автоматического контроля и оптимизации технологических комплексов мокрой магнитной сепарации железных руд. — Рукопись.
Диссертация на соискание ученой степени кандидата технических наук по специальности 05.13.07 — автоматизация технологических процессов. — Национальный горный университет, Днепропетровск, 2007.
Диссертация посвящена дальнейшему развитию исследований автоматизации основного процесса обогащения железных руд — магнитной сепарации и разработке на этой основе методов автоматического контроля и оптимизации технологических комплексов мокрой магнитной сепарации железных руд.
В диссертации решена актуальная задача научного обоснования методов автоматического контроля и оптимизации технологических комплексов магнитной сепарации по сигналам активной мощности, потребляемой электродвигателями магнитных сепараторов. Решение этой проблемы имеет важное народнохозяйственное значение и позволяет практически создать эффективные и надежные системы автоматизации процессов и аппаратов магнитной сепарации в условиях разных технологических схем магнитообогатительных фабрик.
В результате выполненного анализа установлено, что применение магнитного сепаратора в качестве технического средства автоматизации и естественного анализатора результатов рудоподготовки позволяет повысить эффективность горно-металлургического производства, качество железорудного концентрата, снизить затраты на производство концентрата.
Установлен вид и характер статических характеристик комплекса магнитной сепарации с перечисткой промпродукта, а также комплекса магнитной сепарации с параллельно работающими магнитными сепараторами. Анализ этих зависимостей показывает, что характеристики отдельных сепараторов, работающих в одном и том же комплексе, могут быть смещены относительно друг друга, что дает возможность построения дифференциальных систем автоматического контроля энергоресурсосберегающих технологических режимов.
Разработаны методы автоматического контроля колебаний свойств обогащаемой руды, автоматического контроля технического состояния барабанных магнитных сепараторов, автоматического контроля числа параллельно работающих магнитных сепараторов, автоматического контроля комплексов магнитной сепарации с перечисткой промпродукта и хвостов. Исследовались особенности технологического контроля комплексов магнитного обогащения с шаровыми мельницами и мельницами мокрого самоизмельчения с помощью сигнала активной мощности электродвигателей магнитного сепаратора и мельницы.
Разработана и исследована дифференциальная беспоисковая система автоматического контроля и оптимизации типового технологического комплекса магнитной сепарации с параллельно работающими магнитными сепараторами. Смещение статических характеристик обеспечивается подачей разного объемного расхода добавочной воды в ванны сепараторов. В результате получена дифференциальная следящая система, поддерживающая такой расход воды в ванну классификатора, который соответствует квазиоптимальному по производительности режиму работы комплекса магнитной сепарации. Техническая реализация системы выполняется на компьютерных рабочих станциях, используемых в промышленности. Разработанная система интегрирована в АСУТП параллельных секций обогащения обогатительной фабрики.
Полученные в работе теоретические и практические результаты использовали ОАО «Проектный и проектно-конструкторский институт «Металлургавтоматика» (г. Днепропетровск), Гипромашобогащение (г. Днепропетровск) и Ингулецкий ГОК (г. Кривой Рог).
Ключевые слова: магнитные сепараторы, электродвигатель, железорудный концентрат, автоматический контроль.
The summary
Polinskiy O. M. Automatic control and optimization methods of iron ore wet magnetic separation technological complexes. — Manuscript.
Ph. D. thesis work for degree in speciality 05.13.07 — automation of technological processes. National Mining University of Ukraine, Dnipropetrovs’k, 2007.
The thesis is devoted to further development of research in automation of main iron ore concentrate process — magnetic separation, and to based on it development of automatic control and optimization iron ore wet magnetic separation methods.
The urgency problem of scientific grounding for automatic control and optimization technologied complexes of magnetic separation methods on the based of active power signals consumed by electric engines of magnetic separators is solved in the thesis. The solve of this problem have an important value to the national economy and allows to create the effective and reliable automation processes systems and magnetic separation devices in different technological schemes of ore concentrate factories in practice.
Keywords: magnetic separators, electric engine, iron ore concentrated product, automatic control.