Оптимізація токарної обробки на операціях багаторізцевої обробки та операціях, що виконуються за два проходи
Для постійних значень подачі Sr і Sf собівартість буде залежати від величин tr і tf. Оскільки значення tr і tf зв’язані співвідношенням (10), достатньо розглянути вплив однієї з цих величин. Це рівняння розв’язується чисельними методами. Якщо ж показники степеня mi для кожного інструмента рівні між собою, число обертів, що відповідає мінімуму собівартості, дорівнює: Замітимо, що m є показником… Читати ще >
Оптимізація токарної обробки на операціях багаторізцевої обробки та операціях, що виконуються за два проходи (реферат, курсова, диплом, контрольна)
Оптимізація токарної обробки на операціях багаторізцевої обробки та операціях, що виконуються за два проходи Вибір режимів різання для операції багаторізцевої обробки та операцій, що виконуються за два проходи, може базуватися на різних критеріях. Аналіз цих операцій складний, а досліджень, присвячених даному питанню, відносно мало. Нижче розглянуто деякі найбільш прості з вказаних операцій.
1.Токарні операції, що виконуються за два проходи Рівняння собівартості для операції, виконуваної за два проходи, може бути записане наступним чином [1]:
(1)
де — час на переміщення та встановлення інструмента для виконання другого проходу;
Tcr — час першого проходу (попередня обробка);
Tcf — час другого проходу (остаточна обробка);
(Tд.ч)r — дійсний час різання при першому проході;
(Tд.ч)r — дійсний час різання при другому проході;
Tr — стійкість інструменту при першому проході;
Tf — стійкість інструменту при другому проході.
При точінні з довжиною проходу l час обробки дорівнює:
. (2)
Приймаючи лr = лf = л
Стійкість інструмента задана рівнянням (7), тобто [1]:
. (3)
Підставляючи рівняння (2) і (3) в рівняння (1), отримаємо значення собівартості обробки однієї деталі [1]:
. (4)
Режими різання вибираються, виходячи з мінімальної собівартості обробки:
— з умови :
тобто
(5)
— з умови :
; (6)
— з умови :
; (7)
— з умови :
. (8)
Рівняння (5) і (6) відповідають рівнянням (9) і (10). Режими різання призначаються шляхом підбору максимально можливої подачі та відповідної рівнянню (5) швидкості різання. Аналогічним чином визначаються режими для другого проходу за рівняннями (7) і (8). Порівнюючи рівняння (5) і (7), видно, що [1]:
(9)
де — стійкість інструмента на першому проході, що відповідає мінімуму собівартості;
— стійкість інструмента на другому проході, що відповідає мінімуму собівартості.
Подачі Sr і Sf є незалежними, в той же час глибини різання tr і tf зв’язані співвідношенням:
tr + tf = t, (10)
де t — повна глибина зрізуваного шару металу.
Визначимо співвідношення глибини різання для випадку мінімуму собівартості. Підставляючи рівняння (9) і (3) у (4), одержимо вираз для собівартості деталі [1]:
.(11)
Для постійних значень подачі Sr і Sf собівартість буде залежати від величин tr і tf. Оскільки значення tr і tf зв’язані співвідношенням (10), достатньо розглянути вплив однієї з цих величин.
Приймаючи, маємо:
(12)
чи
. (13)
Точка перегину з рівняння (12) є максимумом, оскільки друга похідна від'ємна:
. (14)
Найменше значення максимуму відповідає випадку, коли Sr і Sf мають максимально можливу величину, тобто Sf = Sr = S. Отже, .
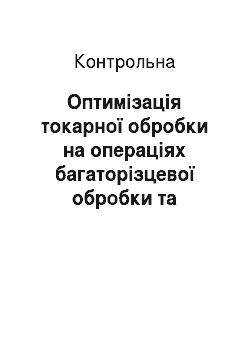
Собівартість деталі С1 (рис. 11) вивчалась Брауном при однопрохідній обробці. Вона може бути виражена наступним рівнянням [1]:
(15)
З рис. 11 видно, що собівартість двопрохідної обробки вища за собівартість однопрохідної.
Рис. 11. Зміни собівартості С обробки при точінні за два проходи
(по Брауну) У виконаному аналізі було прийнято єдине обмеження по подачах. Операція з двома проходами економічно менш вигідна, ніж однопрохідна. У випадку, коли діють додаткові обмеження, обробка в два проходи може бути більш економічною. Такі вимоги можуть виникнути, коли потрібно одержати поверхню з низькою шорсткістю. Подача, що забезпечує одержання такої шорсткості за один прохід, може виявитися надзвичайно малою, що призведе до зростання собівартості. Використовуючи обробку в два проходи (на першому проході - з великою подачею та глибиною різання, а на чистовому проході - з малою подачею та глибиною), можна значно знизити собівартість.
Браун показав, що обробка в два проходи може бути економічніша за обробку за один прохід, коли існує обмеження по потужності верстата.
2. Багаторізцева токарна обробка
Деякі металообробні верстати працюють за принципом обертання заготовки з постійною швидкістю та подачею за певним циклом декількох різців. Вибір швидкості обертання шпинделя в цьому випадку може базуватися на одному з трьох критеріїв.
1. Визначення мінімуму собівартості для операції, коли зміна всього інструменту проводиться після затуплення одного різця.
Дійсний сумарний час різання деталі дорівнює:
де — час різання кожним різцем 1, 2, 3, …, i.
Цей вираз можна записати у такому вигляді:
. (16)
Сумарний час роботи між переточуваннями (сумарна стійкість) дорівнює:
(17)
де — стійкість кожного різця.
Якщо за період стійкості інструмента обробляється р деталей, то
;; :…
токарний різець деталь
Таким чином,
чи
. (18)
Дійсний час різання кожного інструмента, що припадає на одну деталь, дорівнює:
; (19)
де l1, l2,…li — довжина різання кожним інструментом;
S1, S2…Si — відповідні подачі.
Вираз, заключений в дужках в рівняннях (16) і (18), можна записати наступним чином:
(20)
де М — постійна для даних умов величина.
Собівартість обробки дорівнює:
(21)
де Тпр — час на встановлення деталі на верстаті;
Ті — час обробки до заміни одного різця наступним;
Тм — сумарний дійсний час різання, що припадає на одну деталь;
ТСТ — сумарний дійсний час різання між змінами інструмента (стійкість інструмента);
Тзм.і — час зміни всіх інструментів;
Y — вартість заточування всіх різальних лез.
Цикл обробки може бути побудований таким чином, що два чи більше інструментів можуть працювати одночасно. В цьому випадку Ti підраховується за формулою:
Ti = Ta — Tм, (22)
де Ta — час циклу, який виключає час на встановлення деталі;
Ti — може бути як постійною величиною, так і залежною від n.
Аналіз оптимальних режимів може бути зроблений як для випадку змінного Ti, так і для постійного Ті. Розглянемо останній випадок.
З рівнянь (16), (18) і (20) випливає, що
(23)
. (24)
Приймемо, що один із різців зношується більш інтенсивно і буде досягати максимального зношування раніше, ніж інші різці. Приймаючи перший різець за лімітуючий інструмент, з рівняння (6) маємо:
. (25)
З рівнянь (19) і (23) випливає, що
.
Замінюючи значення n із врахуванням виразу (25), маємо:
. (26)
Підставляючи в це рівняння значення, з рівняння (24) одержимо:
. (27)
Підставляючи (27) в (21), одержимо [1]:
. (28)
Приймаючи подачу постійною, умову мінімуму собівартості можна записати у вигляді:
тобто
чи
. (29)
Замінюючи TСТ із врахуванням рівнянь (24) і (25), одержимо число обертів шпинделя, що відповідає мінімуму собівартості [1]:
. (30)
Замітимо, що m є показником степеня при швидкості для лімітуючого інструмента (різець 1). Наведений аналіз припускає рівність значень m для всіх інструментів.
2. Розглянемо операцію, при якій кожний із i різців замінюється після його повного затуплення.
Час різання кожним різцем позначимо, а відповідну стійкість — Собівартість обробки дорівнює [1]:
(31)
а із врахуванням рівнянь (7) і (6) [1]:
(32)
де mi — показник степеня при швидкості для будь-якого різця i.
Диференціюючи відносно n, приймаючи подачу постійною та прирівнюючи до нуля, одержимо [1]:
. (33)
Це рівняння розв’язується чисельними методами. Якщо ж показники степеня mi для кожного інструмента рівні між собою, число обертів, що відповідає мінімуму собівартості, дорівнює [1]:
. (34)
У випадку, якщо діють різні обмеження, остаточний вибір режимів повинен здійснюватись в залежності від конкретних умов.
Перелік умовних позначень:
© 1) C1 — непродуктивні витрати (по собівартості);
(х) 2) Cв-хв — вартість однієї хвилини роботи обладнання;
(ТL) 3) Тпр — сумарний час простою обладнання, що припадає на одну деталь;
(C2) 4) С2 — вартість машинного часу обробки;
(Tc) 5) Тм— машинний час обробки;
(C3) 6) С3 — вартість часу на зміну інструмента;
(Td) 7) Тзм.і — час зміни інструмента;
(Tac) 8) Тд.ч — дійсний час обробки однієї деталі;
(T) 9) ТСТ — стійкість інструмента;
(C4) 10) С4— вартість інструмента, віднесена до однієї деталі;
(y) 11) Ср.л — вартість інструмента, що припадає на одне різальне лезо;
(TT) 12) Тшт — штучний час;
(Pr) 13) Pr — прибуток, одержаний в одиницю часу;
(I) 16) I — доход, що припадає на одну деталь, включаючи вартість матеріалу;
(IT) 14) IT — доход, що припадає на одну деталь, включаючи вартість матеріалу;
© 17) C — собівартість однієї деталі, включаючи вартість матеріалу;
(CT) 15) CT — собівартість однієї деталі, включаючи вартість матеріалу;
(V) 18) V — швидкість різання;
(f) 19) S — подача;
(d) 20) t — глибина різання;
(K) 21) K — постійна величина;
(1/n) 22) — показник степеня при швидкості;
(1/n1) 23) — показник степеня при подачі;
(1/n2) 24) — показник степеня при глибині;
25) ;
26) ;
(l) 27) l — довжина проходу інструмента;
(N) 28) n — число обертів шпинделя за хв.;
(л) 29) л
30) — стійкість інструмента, що відповідає мінімальній собівартості деталі;
(P) 31) N — потужність різання;
(W, б, в) 32) W, б, в — постійні для даної комбінації інструмент — оброблювальний матеріал (при визначенні потужності різання);
(F) 33) P — сила різання;
(E) 34) E — експериментальний коефіцієнт (при визначенні сили Р);
® 35) R — радіус при вершині різця;
36) Sit — максимальна подача, яка забезпечує потрібну шорсткість поверхні;
37) — стійкість інструмента, що відповідає максимальній продуктивності обробки і змінній швидкості різання;
(V) 38) V — швидкість головного руху при струганні;
39) Vr — швидкість зворотного руху при струганні;
(m) 40) V/Vr = d < 1;
(S) 41) L — довжина при струганні;
(l) 42) B — ширина при струганні;
(s) 43) Lmin — мінімальна довжина стругання;
(l) 44) Bmin — мінімальна ширина стругання;
(tек) 45) Кекв — еквівалентна товщина зрізу при фрезеруванні;
(tm) 46) Кmax — максимальна товщина зрізу при фрезеруванні;
(Tcs) 47) Tмz — час контакту фрези при зрізанні одного елемента стружки;
(n1) 48) m1 — показник степеня в стійкісному рівнянні при фрезеруванні;
(И) 49) И — кут контакту при фрезеруванні;
(t) 50) K — товщина зрізу, що відповідає глибині різання t' при фрезеруванні;
(V) 51) Sхв — хвилинна подача;
(KT) 52) Z — число зубів фрези;
(D) 53) D — діаметр фрези;
(d') 54) t' - миттєве значення глибини різання;
(ft) 55) Sz — подача на один зуб;
(fr) 56) Sr — подача на один оберт;
57) — час переміщення і встановлення інструменту для виконання другого переходу;
(Tcr) 58) Tcr — час першого проходу (попередня обробка);
(Tcf) 59) Tcf — час другого проходу (остаточна обробка);
(T(ac)r) 60) — T(д.ч)r — дійсний час різання при першому проході;
(T(ac)f) 61) T(д.ч)f — дійсний час різання при другому проході;
(Tr) 62) Tr — стійкість інструмента при першому проході;
(Tf) 63) Tf — стійкість інструмента при другому проході;
64) — стійкість інструмента на першому проході, що відповідає мінімуму собівартості;
65) — стійкість інструмента на другому проході, що відповідає мінімуму собівартості;
(fr) 66) Sr — подача на першому проході;
(ff) 67) Sf — подача на другому проході;
(br) 68) Tr — глибина різання на першому проході;
(bf) 69) tf — глибина різання на другому проході;
(b) 70) t — повна глибина різання;
(TL) 71) Tпр— час встановлення деталі на верстаті;
(Ti) 72) Ті — час обробки до заміни одного різця наступним;
(Tc) 73) Тм — сумарний дійсний час різання, що припадає на одну деталь;
(T) 74) ТСТ — сумарний дійсний час різання між замінами інструмента (стійкість інструмента);
(Td) 75) Тзм.і — час зміни всіх інструментів;
(У) 76) У — вартість заточування всіх різальних лез;
(Ta) 77) Та — час циклу (виключаючи встановлення деталі).
Використана література
1. Армарего И.Дж.А., Браун Р. Х. Обробка металов резанием. / Пер. с англ. В. А. Пастунова. — М.: Машиностроение, 1977. — 325 с.
2. Маталин А. А. Технология машиностроения. — Л. — М., 1985. — 496 с.
3. Прогрессивные режущие инструменты и режимы резания металов: Справ очник / Под общ. pед. к.т.н В. Н. Баранчикова. — М., 1990. — 400 с.
4. Технологія обработки конструкционних материалов / Под. ред. П. Г. Петрухи. — М.: Высшая школа, 1991. — 512 с.