Технологічний опис виробу: стіл письмовий
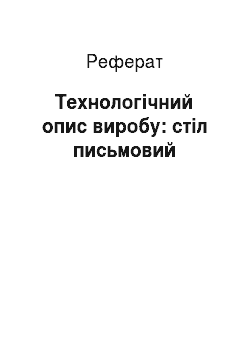
Технологічна схема формування рамкового шипа: аторцювання; б — зарізування шипа; в — підрізування заплечиків Двосторонні шипорізні верстати ШД10−8, ШД10−9, ШД10−10, ШД16−8 мають конвейєрну подачу і дозволяють формувати типи на двох кінцях деталі за один прохід. При роботі на верстаті робітник вкладає деталі на конвейєрний подаючий механізм, фіксуючи їх до упора. Деталі, переміщуючись, спочатку… Читати ще >
Технологічний опис виробу: стіл письмовий (реферат, курсова, диплом, контрольна)
Реферат на тему:
Технологічний опис виробу: стіл письмовий.
1.ТЕХНОЛОГІЧНИЙ ОПИС ВИРОБУ Опис виробу Стіл письмовий призначений для оснащення житлових приміщень. Експлуатується в наборі або окремо.
Стіл письмовий нерозбірної конструкції.
Стіл письмовий складається з стільниці, вертикальної стінки, передньої стінки та тумби.
Тумба складається з двох вертикальних прохідних стінок, однієї горизонтальної стінки.
В тумбі розташовані три шухляди.
Функціональні розміри відповідають ГОСТ 13 025,4−81.
Вибір повинне відповідати ГОСТ 16 311–36 «Меблі побутові».
Формування шипів і провушин Столярно-меблеві вироби складаються з різних конструктивних елементів. Такими конструктивними елементами є бруски, рамки, коробки, щити. Рамки й коробки складаються з брусків, які з «єднуються між собою на рамкові і коробкові шипи.
Рамні шипи й провушини формуються на односторонніх і двосторонніх шипорізних верстатах. Односторонні рамні шипорізні верстати ШО10−4, ШО10−5, ШО16−5 дозволяють формувати рамкові шипи і провушини. При роботі на односторонніх шипорізних верстатах верстатник вкладає деталь на каретку так, щоб один її кінець виходив за полотно пилки. Деталі на каретці закріплюються і остання переміщується по напрямних верстата. При цьому заготовка спочатку торцюється, а потім на кінці формується шип або провушина. Після формування шипів з одного боку деталі з кареткою повертаються в початкове положення. Верстатник вивільняє деталі з затискача, повертає на 180° і фіксує їх на каретці утвореним заплечиком до упора, робить повторний хід каретки і формує шипи на другому кінці деталі. Щоб уникнути виколів На крайній деталі при виході ріжучого інструменту, на каретці встановлюється підпорна планка з твердої деревини. Односторонній шипорізний верстат обслуговує один робітник.
Технологічна схема формування рамкового шипа: аторцювання; б — зарізування шипа; в — підрізування заплечиків Двосторонні шипорізні верстати ШД10−8, ШД10−9, ШД10−10, ШД16−8 мають конвейєрну подачу і дозволяють формувати типи на двох кінцях деталі за один прохід. При роботі на верстаті робітник вкладає деталі на конвейєрний подаючий механізм, фіксуючи їх до упора. Деталі, переміщуючись, спочатку торцюються і потім за допомогою фрез формується шип або провушина. Формувати рамні шипи і провушини можна також на фрезерних верстатах з шипорізною кареткою ФШ4, FS300 і FSN300 фірми ROJEK та інших.
При цьому деталі попередньо повинні бути торцьовані на заданий розмір. Продуктивність двостороннього верстата в — 5 разів більша.
Продуктивність шипорізних верстатів, у тому числі фрезерного з шипорізною кареткою, шт./год.:
одностороннього шипорізного і фрезерного з кареткою:
(9.1.).
двостороннього:
(9.2).
де U — швидкість подачі, м/хв;
n — кількість деталей на каретці, або вкладених до одного упора;
Кд, Км — коефіцієнт використання відповідно робочого дня і машинного часу, К. = 0,6…0,7, К = 0,9…0,93;
lк— довжина ходу каретки, м;
m — кількість сторін деталі, на яких формується шип;
lу — відстань між упорами подаючого механізму, м.
Швидкість ручної подачі залежить від площі поперечного перерізу зніманого шару. Вона регулюється робітником інтуїтивно: від 3 м/хв при 800 мм² до 11 м/хв при 100 мм². Середня точність виготовлених рамних шипів залежить від їх товщини. Граничні відхилення розмірів шипа змінюються від ±0,2 до ±0,5 мм. Відхилення кута між заплечиком шипа і окрайкою бруска становить ±2°.
Оскільки гніздо для шипа для серединного з «єднання в меблевому виробництві, як правило, формується на свердлильно-пазувальних верстатах за допомогою свердла, то стінки, які обмежують гніздо, мають заокруглену форму. Водночас шипи, які сформовані на рамних шипорізних верстатах, у перерізі мають форму прямокутника. Для отримання щільного шипового серединного з «єднання плоским шипом необхідно його окрайки заокруглити. Плоскі шипи з заокругленими окрайками і круглі можна отримати на шипорізних верстатах моделі ШОТ, 2ТАО фірми BALESTRINI.
На інших рамних шипорізних верстатах такого зробити не можна. Тому необхідно застосовувати інші способи, які дозволяють це зробити. Один із способів виконання цього завдання полягає в обтисканні плоского шипа за допомогою спеціальних пристроїв.
Пристрій для обтискання окрайків шипів: 1 — положення типа до обтискання; 2 — при обтисканні; 3 — обтискання двох деталей водночас Прямі коробкові або шухлядні шипи формують на односторонніх ШПА-40 і двосторонніх Ш2ПА і Ш2ПА-2 шипорізних верстатах. Принцип формування плоских шипів на односторонньому шипорізному верстаті показано на рис. 9.3,а. Ріжучим інструментом є набір фрез і прокладок, закріплених на шпинделі верстата. Співвідношення розміру прокладки й ширини фрези повинно відповідати характеру посадки для коробкового (шухлядного) шипового з «єднання. Заготовки до формування коробкових шипів повинні бути оторцьовані на потрібний розмір. Коробкові шипи на односторонньому шипорізному верстаті формуються за два проходи, на двосторонньому — за один.
Шипи профілю «ластівчин хвіст «формуються на багатошпиндельних верстатах ШЛХА. Ріжучим інструментом служать кінцеві фрези конусної форми. На таких верстатах шипи формуються водночас на двох заготовках, які з «єднуються під прямим кутом. Заготовки закріплюються на каретці так, щоб одна відносно одної були зміщені на величину кроку. Процес формування шипів «ластівчин хвіст «напівпотай показано. Точність формування коробкових шипів залежить від стану обладнання і становить ±0,2…±0,5 мм.
Схеми формування коробкових шипів: а — прямих; 1 -фрези; 2 — прокладки; 3 — заготовки; б — «ластівчин хвіст »; А, Б — заготовки; С — рухомий стіл; Ф — фрези Продуктивність верстатів для формування коробкових шипів у штуках за зміну визначається аналогічно до продуктивності рамних шипорізних верстатів. Організація робочих місць біля шипорізних верстатів показана на рис. 9.4. Для підготовки рамних шипорізних верстатів до роботи найбільше використовують еталон, який ставлять на каретку або до упора конвейерного ланцюга і переміщають до ріжучого інструмента. За допомогою маховичків підводять різальний інструмент до еталона так, щоб леза фрези злегка торкалися відповідних елементів шипа або провушини і в такому положенні закріплюють супорти. На односторонньому шипорізному верстаті вставляють упор так, щоб віддаль від нього до кола, яке описують леза фрези, відповідала довжині деталі між заплечиками. Налагодження двостороннього верстата на формування шипів на деталях з заданою довжиною між заплечиками проводять переміщенням правої колонки верстата по напрямних на початку прискореним рухом, а потім за допомогою маховичка. Після пропускають кілька деталей і контролюють точність налагодження. Налагодження шипорізних верстатів для формування коробкових шипів полягає в перевірці установки різального інструменту, напрямних столів і притискних пристроїв. Для встановлення різального інструменту на верстатах ШПА-40 і др. зі шпинделя знімають знімний підшипник і на шпиндель встановлюють фрези з прокладками між ними. Тоді при роботі верстата фрези формуватимуть провушини, а напроти прокладок будуть шипи.
При складанні коробки поздовжні і поперечні деталі своїми окрайками повинні збігатися. Для цього на окрайці одної деталі залишають шип, а на другому, який з «єднується з першим, провупшну і відповідно з цим встановлюють упорну лінійку. По ній базують окрайки брусків, а торці — по упору. При цьому упор встановлюють так, щоб торці деталей виходили за коло, яке описують леза фрез на товщину деталей плюс 1,0…1,5 мм.
Підготовка двосторонніх шипорізних верстатів типу Ш2ПА проводять аналогічно верстатів типу ШО і ШД.
При підготовці шипорізних верстатів типу ШЛХ підбирають кінцеві фрези і встановлюють їх так, щоб зазор між їхніми торцями і лінійкою не перевищував 0,1—-0,2 мм. Упорні лінійки зсувають одну відносно другої на половину окрайки шипа. Розміри шипів перевіряють калібрами. Вони повинні бути більші на половину припуску їх по довжині 0,3…0,5 мм, щоб мати припуск для зняття звісів. Розміри провушини перевіряють за найбільшою їх довжиною. Шипорізні верстати для формування коробкових шипів обслуговуються одним робітником.
Формат Зона Позиція Позначення Назва К-сть Примітка.
Документація.
А4.
ДР.2006.306.СП.00.00.00 ТО Технічний опис.
ДР.2006.306.СП.00.00.00 СК Складальне креслення.
Складальні одиниці.
Бк.
1 ДР.2006.306.СП.01.00.00 Стільниця 1.
2 ДР.2006.306.СП.02.00.00 Стінка вертикальна 3.
3 ДР.2006.306.СП.03.00.00 Стінка горизонтальна 1.
4 ДР.2006.306.СП.04.00.00 Передня панель опори 1.
5 ДР.2006.306.СП.05.00.00 Передня стінка 1.
6 ДР.2006.306.СП.06.00.00 Шухляда 3.
7 ДР.2006.306.СП.07.00.00 Передня стінка тумби 1.
Деталі.
Шкант дерев.дист.порід.
ГОСТ 2695–83.
8 ДР.2006.306.СП.00.00.01 l=30, O = 8 31.
9 ДР.2006.306.СП.00.00.02 l=25, O = 6 24.
Стандартні вироби.
Шуруп ГОСТ 1145–90.
2−3×25.06 20 Кріплення пане, опори.
2−3×16.016 24 Кріплення направляючих.
1−3×16:16 4 Магнітної защібки.
Інші вироби.
13 Ф.689 Ручна — кнопка 3.
14 4.11-А або Ф.65 Магнітна защібка 2.
15 11.3-Г Роликова напрямна 6.
Ф.481 Опора 4.
Ф.236 Шайби 9.
М4×22 Гвинт 3.
1.2. Конструкція і матеріали Усі щитові елементи виробу вимовляють з ламінованої плити ДСТТ ТУ 13 417−80, товщиною 18 мм Личківки крайок МКП ТУ 13 771−81, товщиною 0,4 мм щитові елементи стола з'єднані між собою шкантами деревнолистяних порід ГОСТ 78, 97−83 l=30, O = 8. У шухлядах усі стінки виготовляють з деревини шпилькових порід ГОСТ 8486–86 товщиною 12 мм. Стінки шухляд з'єднані між собою шкантами листяних порід ГОСТ 7897–83 l=25, O = 6 та синтетичним клеєм ГОСТ 14 231–88. Передня та бічні стінки мають пази, в які кріплять дно шухляди з плити ДВП ГОСТ 598–86 товщиною 3,2 мм, а до задньої стінки кріплять шурупами 2−3×20 016 ГОСТ 1145–80 і шайбами Ф 236 Фасадна стінка шухляди кріпляться до передньої стінки шухляди шурупами 2=3×25.016 ГОСТ 1145–80. Шухляди переміщаються по роликових напрямних Ф113-Г, що кріпляться до вертикальної стінки шурупами 2−3×16.016 ГОСТ 1145–80, а двобічної стінки шухляди шурупами 2−3×13.016 ГОСТ 1145–80.
Передня панель опори фіксується магнітними защіпками 4.11.-А або Ф.85, що кріпляться шурупами 2−3×13.046 ГОСТ 144–80, до вертикальної стінки.
Шухляди мають ручки — кнопки Ф689, які кріпляться гвинтами М4×22.
Вертикальні стінки корпуса мають опори Ф481, які кріплять шурупами 2−3×25,016 ГОСТ 1145–80.