Нанесення клейового розчину на основу.
Наклеювання шпону на площини щитів
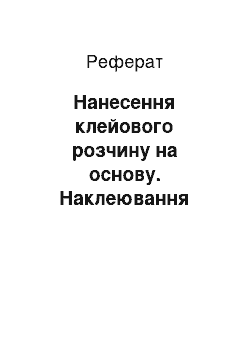
А — з безконечною стрічкою, б — з подачею пакетів ланцюгами; 1 — барабани. 2 — стрічка, 3— прес, 4 — сформований пакет, 5 — холодні плити преса, 6 — ланцюгиі 7 — подавальні планки Схему роботи такого преса показано на Рис. 8. На стрічковий конвейєр — безконечну стальну стрічку 2, натягнуту на барабан 1, ставлять пакет, зібраний на робочому місці. При підніманні верхньої плити преса стрічка… Читати ще >
Нанесення клейового розчину на основу. Наклеювання шпону на площини щитів (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Нанесення клейового розчину на основу. Наклеювання шпону на площини щитів.
Нанесення клейового розчину на основу На сучасних меблевих підприємствах клейовий розчин на основу найчастіше наноситься двосторонніми клеєнамазувальними вальцями з дозувальними пристроями або без них (Рис. 1).
Двосторонні клейові вальці з нижнім живленням (Рис. 1, а) мають клейову ванну 4, розміщену під нижнім вальцем 3, яку огортають знизу і з боків водяні ванни (гаряча — для глютинових і холодна — для синтетичних клеїв).
Нижній валець 3, повертаючись у клейовій ванні, змащує верхній валець /, і тільки тоді можна подавати щити 2 у вальці для нанесення на них клею. Ці вальці малопродуктивні, бо щити необхідно подавати з інтервалами для змазування верхнього вальця клеєм від нижнього. При цьому клей наноситься нерівномірно.
Кращими е клейові вальці з верхнім і нижнім живленням (Рис. 1, б), де кожний валець має свою клейову ванну, між поверхнею вальця і однією із стінок водяної ванни. Це дає змогу регулювати товщину клейового шару і подавати деталі у вальці безперервно, наносячи клей на один або обидва боки деталей будь-якої довжини. Найдосконаліші клейові вальці з дозувальними валиками (Рис. 1, е), які дають можливість з великою точністю регулювати товщину клейового шару. Вальці / і 3 покриті гумою з рифленням, а дозування здійснюється стальними полірованими валиками 7. Між поверхнями вальців і валиків (клеєнаношувального і дозувального) розміщені клейові ванни.
Рис. 1. Схеми роботи клейових вальців:
а — з нижнім живленням, б — з нижнім і верхнім живленням, в — з дозувальними валиками; 1 — верхній клеєнамазувальний валець, 2 — щит, на який наносять клей, 3 — нижній клеєнамазувальний валець, 4 — клейові ванни, 5 — нижня водяна ванна, 6 — бічна водяна ванна, 7 — дозувальний валик Рис. 2. Клеенамазувальні вальці КМ-2:
1 — станина, 2 — електродвигун, 3 — редуктор, 4 — манометричний пристрій, 5 — дозувальний валик, 6 — клеєнамазувальиий валець, 7 — пристрій для регулювання й автоматичної подачі клею, 8 — привод змішувача, 9 — пульт керування, 10 — маховичок для регулювання віддалі між клеє-намазувальними вальцямив, 11 — важелі для переміщенні дозувальних валиків.
Регулювання зазора між клейовим вальцем і дозувальним валиком, відстані між клейовими вальцями, а також тиску верхнього вальця на деталь залежно від заданого режиму здійснюються спеціальними механізмами. За таким принципом працюють клеєна-мазувальні вальці КМ-2 (Рис. 2), що мають автоматичний пристрій для приготування і подачі клею у ванни.
Аналогічно працюють клеенамазувальні вальці КВ9, KB 14 та КВ18, сконструйовані за єдиною оптимальною схемою, що забезпечує високі експлуатаційні властивості. Однотипні деталі цих вальців уніфіковані. Основними конструктивними елементами є станина, клеєнамазувальні вальці, дозувальні валики і пристрої для подання клею до них.
Наклеювання шпону на площини щитів Важливим етапом при облицьовуванні шпоном е наклеювання його на основу, що можна здійснювати трьома способами: притиранням, пресуванням і коткуванням.
Наклеювати шпон глютиновими клеями можна притиранням і запресовуванням, а казеїновими і синтетичними клеями — тільки запресовуванням. Для прикатування придатний тільки синтетичний клей.
Наклеювання шпону притиранням. Наклеювання шпону притиранням застосовується дуже рідко, зокрема при ремонтних роботах та при виготовленні меблів в малих майстернях. Для цього на підготовлену основу наносять вручну глютиновий клей і відразу ж накладають лист шпону, притираючи його притиральним молотком або клинком (Рис. 3). Притиральний молоток або клинок направляють вздовж волокон шпону від середини до країв, щоб видалити залишки клею. Для запобігання тріщинам і жолобленню шпону під, час притирання лицьовий бік його легенько змочують теплою водою.
При облицьовуванні притиранням широких площин попереднього прифуговування кромок шпону і ребросклеювання смуг у формати не роблять. Спочатку клейовий розчин наносять на ту частину поверхні, яка дорівнює одному листу шпону. Накладений шпон, притирають вищезгаданим методом. Потім намазують наступну частину щита і накладають другий лист шпону з таким розрахунком, щоб край його заходив на перший внакладку (на 8—10 мм) і притирають. На накладені одна на другу кромки ставлять лінійку і прорізають обидві кромки шпону за допомогою гострого ножа. Потім, піднявши кромку верхнього листа щпону, витягують відрізану кромну нижнього і остаточно притирають всю поверхню. Щоб уникнути розходження клейового шва при висиханні, його скріплюють клейовою стрічкою. В такій послідовності можна наклеювати на основу безліч листів шпону.
Рис 96. наклеювання шпону притиранням Рис. 4. Секційний механічний (гвинтовий) прес для облицьовування площин: 1 — основа, 2 — нерухома плита, 3 — рухома плита, 4 — стояк, 5 — гвинт, 6 — верхня траверса Облицьовування площин пресуванням. Приклеювання шпону способом запресовування можна здійснювати за допомогою гвинтових, пневматичних та гідравлічних пресів.
При невеликому обсязі облицьовувальних робіт застосовують механічні гвинтові преси (Рис. 4). Облицьовування в цих пресах здійснюється за допомогою синтетичних і рідше казеїнових клеїв без підігріву, що вимагає великої видержки в пресі (3 — 4 год).
Пневматичні преси застосовуються в основному для облицьовування невеликих поверхонь (кромок). Вони працюють на стисненому повітрі від загальної мережі або від спеціального компресора під тиском не більш ніж 0,4 МПа. Для збільшення зусилля преса треба збільшувати його габаритні розміри, що нераціонально.
Гідравлічні преси з огрівальними плитами найбільш раціональні для облицьовування щитових деталей. Принцип дії гідравлічного преса грунтується на законі Паскаля, згідно з яким тиск, що діє на рідину в закритих посудинах, передається нею в усі боки однаково. На Рис. 5 показано принщшіальну схему роботи гідравлічного преса. Циліндр 3 з плунжером 4 і циліндр 12 насоса, що створює тиск, з поршнем 11 утворюють закриті посудини. Циліндри з «єднані між собою трубою 8 з нагнітальним клапаном 10 і манометром 9. Поршень циліндра насоса невеликого діаметра приводиться в рух електродвигуном. При дії поршня И на рідину, що є в циліндрі, нагнітальний клапан 10 відкривається і рідина подається в циліндр 3, а рідина, що є в баку 1, заповнює циліндр 12. Перекачувана рідина заповнює циліндр 3 і піднімає плунжер 4, який з «єднаний з рухомою плитою 5, що притискає зформований пакет 7 до нерухомої плити 6. Так відбувається процес пресування. Щоб опустити плунжер 4, треба відкрити кран 2 і спустити рідину з циліндра в бак 1. Манометри показують питомий тиск рідини в системі гідравлічного преса.
Рис. 5. Принципіальна схема роботи гідравлічного преса:
1 — бак для рідини, 2 — кран, 3 — робочий циліндр, 4 — плунжер робочого циліндра, 5 — рухома плита, 6 — нерухома плита, 7 — зформований пакет щитів, 8 — з «єднувальна труба, 9 — манометр, 10 — нагнітальний клапан, 11 — поршень насоса, 12 — циліндр насоса, 13 — всмоктувальний клапан, 14 — всмоктувальна труба На такому принципі грунтується робота багатопроміжкових та однопроміжкових гідравлічних пресів з огрівальними плитами вітчизняних та закордонних марок.
З багатопроміжкових пресів найширше застосовуються 10-проміжковий гідравлічний прес П713А та ДА-4436, що випускаються Дніпропетровським заводом пресів, а також преси фірми «Ми-хома» (НДР) та фірми «Фільдінг» (Англія).
Гідравлічний прес П713А (Рис. 6) складається із станини, що являє собою розбірну рамну конструкцію. Верхня 6 і нижня З траверси з «єднані між собою стояками 7. До верхньої траверси прикріплена гвинтами нерухома плита, в нижній вмонтовано чотири робочі циліндри 1, плунжери яких несуть на собі рухомий стіл 4, на який покладено нижню пресувальну плиту. Повітря з циліндра випускають періодично через клапан у його верхній частині. Проміжкові плити спираються на східчасті гребінки, закріплені на станині. Це забезпечує постійну відстань між плитами. Тиск пресування передається на плити рухомим столом. Гідропривод розміщений на рівні підлоги за пультом керування 12 і складається.
3 бака, на кришці якого змонтовані три однакові шестеренчасті насоси низького тиску з електродвигунами. Два з них мають загальний електропривод. Поршневий насос 14 високого тиску із своїм електрод1 и уном 13 розміщений в приямку.
Плити преса нагріваються до температури 150 °C парою під тиском 0,6 МПа. Пару до плит підводять через колектор 8 і шарнірні труби. Температура в плитах підтримується зміною тиску пари редукційним клапаном. Для вимірювання температури у верхній плиті встановлено термобалон, з «єднаний капілярною трубкою з дистанційним електроконтактним термометром. В усіх інших плитах температуру періодично вимірюють технічними термометрами. Для охолодження плит паропровід через вентиль приєднують до водопроводу. Відпрацьовану пару відводять до колектора 5, в нижній частині якого встановлено конденсатовідвідник 2.
Прес забезпечений столами для завантаження і розвантаження, які розміщені з обох широких боків преса. Вони приводяться в рух гідравлічними циліндрами за допомогою одного з насосів низького тиску, що встановлений на масляному баку. Керування пресом здійснюється з пульта 12, що знаходиться з правого боку від преса. На панелі пульта розміщені електроконтактні термометр 9 і манометр 11, реле часу 10, яким встановлюють час видержки деталей під пресом, кнопки і рукоятки керування.
Рис. 6. Гідравлічний прес П713А:
1 — робочий циліндр, 2 — конденсатовідвідннк, 3 — нижня траверса, 4 — рухомий стіл, 5 — колектор відпрацьованої пари, 6 — верхня траверса, 7 — стояк, 8 — колектор свіжої пари, 9 — електроконтактний термометр, 10 — реле часу, 11 — електроконтактний манометр, 12 — пульт керування, 13 — електродвигун насоса високого тиску, 14 — насос високого тиску Для якісної і високопродуктивної роботи пресів велике значення має правильна організація робочих місць, забезпеченість їх потрібними матеріалами, механізація заваитажувально-розвантажувальних та інших робіт, що пов «язані з підготовкою деталей, формуванням пакетів та видержкою їх у пресі. Облицьовування в багатопро-міжковид гідравлічних пресах виконує бригада, що складається з п «яти чоловік (Рис. 7). Один з них працює на клеєнамазувальних вальцях 13. Він бере щити з підстопного місця 15, кладе їх на стіл 14 і звідси подає на вальці. Інші два робітники на столі 1 формують пакет і подають його на підйомний завантажувальний стіл 2 в нижньому положенні або в завантажувальну етажерку, звідси щити подаються між плити преса.
Після певної видержки у пресі двоє робітників, що знаходяться з другого боку преса, розвантажують його за допомогою розвантажувального стола або етажерки. Щити з розібраних пакетів ставлять на підстопне місце 7 для видержки, а прокладки опускають у касету, що лежить на столі 6. Розібравши всі пакети, один з робітників за допомогою електроталі 10 піднімає касету з прокладками, перевозить її по монорельсу 8 до ванни з водою 9 і опускає в неї прокладки для охолодження. Після цього він витягує касету з ванни і перевозить на стелаж 11 для дальшого формування пакетів. Звідси починається новий цикл облицьовування.
Рис. 7. Схема організації робочого місця біля багатопроміж-кового гідравлічного преса:
1 — стіл для формування пакетів, 2 — підйомний завантажувальний стіл, 3 — пульт керування, 4 — багатоповерховий прес, 5 — підйомний розвантажувальний стіл, 6 — похилий стіл для касети з металевими прокладками, 7 — підстопне місце для облицьованих щитів, 8 — монорельс, 9 — ванна для охолодження прокладок, 10 — елек-троталь, 11 — стелаж для прокладок і шпону, 12 — дисковий стіл, 13 — клеєнамазувальні вальці, 14 — завантажувальний стіл, 15 — підстопне місце для щитів, що підлягають облицьовуванню; І, П, III, IV і V — місця членів бригади, що обслуговують прес.
Змінну продуктивність багатопроміжкових пресів визначають за формулою.
.
де п — кількість проміжків у пресі; t — кількість одночасно запресованих щитів на одному проміжку; kц — тривалість циклу пресування, яка дорівнює, хв,.
Tц = t1+ t2+ t3,.
де t1 — час на підготовку пакетів, хв; t2 — час на завантаження пакетів у прес, хв; +t3 — час на вивантаження пакетів з преса, хв.
Час на пресування t3 до уваги не береться, бо він дорівнює часу підготовки пакетів до облицьовування t1. Внаслідок тривалої видержки у пресі прогріваються не тільки шпон і клейовий шар, а й облицьовувані щити, а це вимагає великої видержки після розпре-совування (1—2 доби) для зняття внутрішніх напружень.
Цього можна уникнути при застосуванні однопроміжкових пресів Д4938 та Д4940, щити в яких прогріваються на незначну глибину. В таких пресах нижня плита завжди нерухома і знаходиться на одному рівні з контейером. Зусилля пресування створюється верхньою плитою. Одночасно пресується тільки один шар пакетів, це значно скорочує тривалість завантаження і розвантаження преса, дає змогу ставити преси в поточні лінії.
Рис. 8. Схеми однопроміжкових пресів:
а — з безконечною стрічкою, б — з подачею пакетів ланцюгами; 1 — барабани. 2 — стрічка, 3— прес, 4 — сформований пакет, 5 — холодні плити преса, 6 — ланцюгиі 7 — подавальні планки Схему роботи такого преса показано на Рис. 8. На стрічковий конвейєр — безконечну стальну стрічку 2, натягнуту на барабан 1, ставлять пакет, зібраний на робочому місці. При підніманні верхньої плити преса стрічка конвейєра приводиться в рух і переміщує пакет в прес 3. Конвейєрна стрічка одночасно е й піддоном для облицьовування щитів. За час запресування пакета на робочому місці формують новий пакет, а стрічка конвейєра після роз-пресовування переміщується на певну відстань. При застосуванні швидкотверднучих клеїв цикл пресування значно скорочується (40—50 с), а цикл облицьовування становить 1,5 хв.
Продуктивність однопроміжкових пресів можна визначити за тією ж формулою, що й багатопроміжкових. Хоч на перший погляд вона здається дещо нижчою, зате в загальному підсумку раціональніше застосовувати однопроміжкові преси, оскільки їх обслуговують тільки 2 робітники, тоді як багатопроміжкові — 5—6 робітників.
Каширування — облицьовування деревностружкових плит рулонними плівковими матеріалами. Для каширування застосовують спеціальні установки прохідного типу — каландрові (вальцьові) або стрічкові.
Котирування в каландрових установках здійснюють в такій послідовності: клей наносять на поверхню деталей вальцями, потім його підсушують, доводячи до желеподібного стану, і подають в ка-ширувальну установку. З рулону розмотується облицювальна плівка, на яку наносять затверджувач до того, як вона зустрінеться з деталлю. Послідовно встановлено три каландри, відповідно перший прокатує плівку, другий наносить пори, третій пригладжує облицьовану поверхню.
Більш перспективні стрічкові каширувальні установки, які здійснюють каширування при виготовленні деревностружкових плит з облицьованими поверхнями. Таку установку випуекає фірма «Хюман» (ФРН).
Каширування сприяє економії деревини цінних порід, збільшенню корисного виходу при розкроюванні, дає можливість облицьовувати профільні деталі на прохідних машинах завдяки використанню рулонного кромкового матеріалу, який являє собою мікрошпон 0,15—0,25 мм завтовшки, здубльований з папером.
Список використаної літератури.
1. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
2. Григорьев М. А. Материаловедение для столяров и плотников.— М.: Высш. шк., 1985.— 144 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Справочник мебельщика. Конструкции и функциональные размеры. Материалы. Технология производства. — М.: Лесн. пром-сть, 1985.— 360 с.
6. Черепахина А. Н. Эстетика современной мебели.— М.: Лесн. пром-сть, 1988.— 224 с.
7. Черняк В. 3. Строительные уроки русских мастеров.— М.: Стройиздат, 1988. 192 с.
8. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
9. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.
10. Яковлева К. Г. Лесная скульптура.— М.: Лесн. пром-сть, 1988, — 210 с.