Розробка загальної схеми технологічного процесу нанесення покриття
Безумовно плазмове напилення поступається електродуговому напиленню за продуктивністю та вартістю обладнання, що приводить до збільшення собівартості відновлення деталі. Однак плазмове напилення дозволяє формувати покриття зі значно вищими показниками якості з широкого кола матеріалів, що недоступно електродуговому напиленню. Адгезія покрить при плазмовому напиленні дещо вища, ніж при… Читати ще >
Розробка загальної схеми технологічного процесу нанесення покриття (реферат, курсова, диплом, контрольна)
Завдання
Розробити технологію відновлення валів димотягів ТЕС
Найменування деталі | Матеріал | Умови роботи та граничний знос | Розміри поверхні відновлення або зміцнення | |
Валів димотягів ТЕС | сталь 45 | Зношування в парах тертя з граничним змащуванням, граничний знос — 142 мм | Напилення шийок валу: діаметр 145 мм, ширина — 90 мм. | |
АНОТАЦІЯ
Розроблено технологічний процес відновлення валів димотягів ТЕС методом плазмового напилення покрить, що дозволяє подовжити термін їх експлуатації в 2−3 рази. Запропоновано напиляти основне покриття нікеливим самофлюсовим прошоком марки ПР-НХ 176СР4 на перехідний шар, напилений порошок ПТ-НА-01. Вибрано парметри режиму плазмового напилення. Вибрано основне обладнання: напівавтомат з камерою 15В-Б-01 та установкою плазмового напилення УМТ-7, випрямляч АВР-402.
ВСТУП
Допоміжне обладнання електростанції відіграє важливу роль у загальному процесі отримання електроенергії, а також є складним та дорого вартісним. Сучасні економічні обставини вимагають довготривалої безупинної його експлуатації. Кожна зупинка машини через пошкодження окремих елементів або зниження технічних характеристик нижче за допустимий рівень, як правило, спричинює великі матеріальні збитки, а в окремих випадках призводить до катастрофічних наслідків.
Це обумовлює економічну доцільність відновлення деталей та вузлів допоміжного обладнання з метою підвищення терміну його експлуатації та надійності. На підприємствах теплоенергетики проводяться значні обсяги робіт по відновленню великої кількості деталей теплоенергетичного обладнання.
В Україні значна кількість теплових електростанцій працює на твердому паливі. Однією з основних причин виходу з ладу рециркуляційних вентиляторів ТЕС є зношування крупно габаритних валів в місцях посадки підшипників. З цього погляду значно вигідніше відновити вал або попередньо зміцнити його, ніж виготовляти новий. При цьому основною вимогою до методу відновлення валу є проведення процесу без суттєвої деформації при високій продуктивності. Все це обумовлює актуальність теми даної курсової роботи, присвяченої розробці технологічного процесу відновленню валу вентилятора ТЕС, який зношується місця посадки підшипників та працює у важких умовах експлуатації.
1. Аналітичний розділ
1.1 Вимоги до покриття з урахуванням умов функціонування виробу
Центробіжними вентиляторами називають установки для переміщення чистих газів та суміші газів з дрібними твердими матеріалами, які мають ступінь підвищення тиску не більш як 1,15 при щільності потоку 1,2 кг/м3. Характерною ознакою центр обіжного вентилятора є підвищення тиску з використанням центр обіжної сили газу, який переміщується в робочому колесі від центра до периферії.
Вентилятори рециркуляційні застосовуються для відведення частини димових газів з котла та подачі їх у паливну камеру з метою зменшення шлакування, регулювання температури перегріву пари й підвищення загальної економічності агрегату.
Умови роботи вентиляторів гарячого дуття ускладнюються впливом високої температури середовища, яке вони перекачують, та наявності в ньому шлакових частинок різної величини.
Вал вентилятора є основним несучим елементом конструкції. З одного боку на нього кріпиться робоче колесо з лопатками, а з іншого здійснюється з'єднання з електродвигуном за допомогою жорсткої муфти. Ескіз вала показано на рис. 1.1. Два підшипники, розміщені на зварній станині, несуть вал вентилятора.
Існують декілька факторів, які впливають на довговічність експлуатації вала. Висока температура газу біля 200°, який проходить через вентилятор, призводить до нагріву робочого колеса та валу агрегату. Це в свою чергу, призводить до перегріву підшипників та їх місць посадок. Тому вентилятори виконуються із системою охолодження підшипників.
Рис. 1.1. Ескіз валу димотяга рециркуляційного ТЕС Таблиця 1.1 Ремонтні розміри валу
Технологічні розміри | Діаметри в місці відновлення (поверхні А та Б), мм | ||
Номінальний діаметр, мм | D1 | ||
Допустимий діаметр після зношування, мм | D2 | ||
Довжина поверхні відновлення | L | ||
Пошкодження посадочних місць під підшипники є основною несправністю валу, яка в багатьох випадках може приводити до виходу з ладу вентилятора.
При нормальній роботі валу посадочні місця під підшипники працюють в умовах тертя з граничним змащуванням при одночасній дії великих вібраційних навантажень та абразивного зношування. На працездатність цього спряження значний вплив мають абразивні частинки твердого палива, які попадають у зону тертя разом з мінеральним маслом. Ці абразивні частинки шаржують поверхню валу, що може приводити до більш інтенсивного зношування посадочних місцю.
При абразивному зношуванні відбувається мікропластична деформація поверхневих шарів металу і внаслідок циклічних деформацій виникають втомні явища. При цьому деформовані шари руйнуються, виникають мікротріщини, що приводить до різкого зниження втомної міцності деталі та її руйнування.
Проаналізувавши умови роботи димотяга рециркуляції та умови роботи основного несучого елемента — вала, можна зробити висновок, що основною причиною зношування посадочних місць під підшипники валу є зношування при граничному терті підсилене абразивною дією частинок палива, що попадають в зону спряження деталей, та вібрацією, яка виникає при роботі вентилятора.
У більшості випадків деталі типу вал, які працюють при високих навантаженнях, виготовляють із звичайних вуглецевих сталей. Вал виготовляється зі сталі 45. Ця сталь відноситься до якісних вуглецевих сталей. Для великогабаритних деталей, звичайно, ці сталі застосовують у нормалізованому стані або стані після прокатування. Хімічний склад сталі 45 наведено у таблиці 1.2. Оскільки вал належить до відповідальних деталей, то він виготовляється зі сталі 45 у стані після нормалізації. Механічні властивості сталі наведені в таблиці 1.3.
1.2 Вибір матеріалу покриття за його функціональним призначенням Для забезпечення якісного відновлення вали рециркуляційних димотягів повинні задовольняти наступним технічні умови:
· Вали, що мають тріщини, які виходять па поверхню та не усуваються при механічній обробці, відновленню не підлягають;
· вали, які мають знос робочої поверхні більше Г)2, бракуються;
· вали, які мають осьовий прогин, підлягають попередньому правленню;
· Шар покриття повинен бути суцільним без тріщин і відшарувань;
· Твердість покриття не менше 50НІІС;
· При виявленні відшарувань тріщин покриття поверхня валу потребує повторного відновлення.
Ремонтні розміри колінчастого валу наведено в табл. 1.1.
Вал вентилятора працює в умовах граничного тертя при наявності абразивного зношування. В цих умовах добре себе зарекомендували покриття на основі самофлюсівних нікелевих сплавів.
1.3 Вибір способу нанесення покриття та робочого середовища процесу
Проаналізувавши основні методи відновлення аналогічних деталей, можна зробити висновок, що способи наплавлення для відновлення валів рециркуляційних димотягів використовувати недоцільно. Основною причиною є можливість деформації валу при наплавленні. Крім того, виникнення залишкових напружень, деформацій, тріщин може приверти до зниження опору втомі на 50−70%, а також зносостійкості порівняно з новими деталями.
Матеріал даного виробу — сталь 45, яка має понижену зварюваність, що ускладнює відновлення методом наплавлення у зв’язку з розтріскуванням наплавленого шару. Також при відновленні виробу із сталі 45 методом наплавлення та, якщо виріб, як у нашому випадку, має великі габаритні розміри, виріб після наплавлення деформується (оскільки відновлення проводиться в середній частині виробу). Тому відновлення будемо проводити методами газотермічного напилення.
На теперішній час є ряд інших технологій, які мають в цьому плані деякі переваги перед наплавленням. Високою ефективністю відрізняються технології газотермічного напилення, які забезпечують незначний нагрів відновлюваної поверхні (температура нагріву поверхні 200−300°С). При газотермічному напиленні практично не виникають зміни структури поверхневого шару і деформація деталі.
Методами газотермічного напилення (ГТН) отримують покриття на основі металевих, керамічних і металокерамічних матеріалів товщиною від десятків мікрометрів до декількох міліметрів в процесі бомбардування основи прискореними розплавленими або напіврозплавленими частинками, що транспортуються струменем газу. Як вихідні матеріали для газотермічного напилення використовуються дріт або порошки. Перевагою газотермічного напилення є порівняно низька вартість при високій продуктивності і якості покриттів, що наносяться.
З усіх відомих методів напилення доцільно застосувати електродугове напилення та плазмове напилення.
Електродугове напилення проводиться металізаторами, в яких розплавлення здійснюється електричною дугою, яка виникає між двома дротами, а розпилення дисперсного металу здійснюється за допомогою стиснутого повітря, яке подається по суцільному каналу в зону електричної дуги. Нагрів металів електричною дугою зумовлює застосування тільки електропровідних матеріалів.
Найбільш розповсюдженими є двоелектродні схеми з використанням стиснутого повітря. Живлення відбувається змінним струмом. Двоелектродна схема подачі електродного дроту дозволяє формувати композиційні покриття.
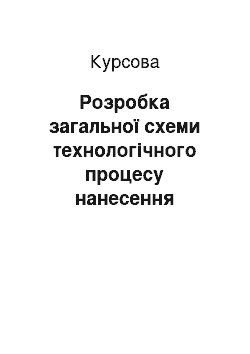
Рис. 1.3. Узагальнена схема плазмового напилення: 1 — вихід води для охолодження та підведення від'ємного потенціалу; 2 — ізолюючий кожух; 3 — транспортуючий газ с порошком; 4 — водоохолоджуваний анод; 5 — вхід води для охолодження та підведення позитивного потенціалу; 6 — подання плазмоутворювального газу, 7 — катод Плазмове нанесення покриттів має наступні особливості і переваги:
· отримання щільних і малоокислених покриттів, що володіють високою міцністю зчеплення з основою;
· висока продуктивність при нанесенні як металевих, так і керамічних матеріалів;
· високий коефіцієнт використання матеріалу: не менше 70% для металів і 50% для оксидних керамік;
· порівняно низькі експлуатаційні витрати.
Для остаточного вибору способу відновлення валу рециркуляційного димотяга проведемо порівняння можливостей плазмового та електродугового напилення. В табл. 1.4 наведено порівняльні характеристики методів.
Безумовно плазмове напилення поступається електродуговому напиленню за продуктивністю та вартістю обладнання, що приводить до збільшення собівартості відновлення деталі. Однак плазмове напилення дозволяє формувати покриття зі значно вищими показниками якості з широкого кола матеріалів, що недоступно електродуговому напиленню. Адгезія покрить при плазмовому напиленні дещо вища, ніж при електродуговому напиленні, це суттєво для роботи деталі при високих та знакозмінних навантаженнях. Також плазмові покриття відрізняються меншою пористістю. Ніж електродугові.
Таблиця 1.2.
Характеристики | Електродугове напилення | Плазмове напилення | |
Пористість, % | 5−15 | 2−10 | |
Адгезійна міцність, МПа | 30−50 | 50−100 | |
Коефіцієнт використання матеріалу | 0,7−0,85 | 0,5−0,7 | |
Продуктивність, кг/год. | 10−20 | 2−8 | |
Таким чином, аналіз літературних джерел та існуючий промисловий досвід переконливо свідчать, що для відновлення для валу рециркуляційного вентилятора доцільно застосувати плазмове напилення.
Висновки до аналітичного розділу
Аналіз умов роботи валу рециркуляційного димотягу показав, що місця посадки підшипників працюють в умовах зношування при терті металу по металу при наявності змащування, що підсилюється абразивною дією частинок палива, що потрапляють у місця спряження поверхонь.
На основі вивчення існуючого промислового досвіду відновлення аналогічних деталей та можливих способів відновлення показано найбільшу доцільність застосування плазмового напилення як методу, що відрізняється високою якістю покрить та необхідною продуктивністю.
2. Технологічний розділ На підставі вибраного у аналітичному розділі оптимального способу відновлення встановлюється технологічна схема та послідовність виконання операцій технологічного процесу.
2.1 Розробка загальної схеми технологічного процесу нанесення покриття
Вхідний контроль | |
Спеціальна підготовка поверхні | |
Підготовка матеріалів покрить | |
ГТН покриття | |
Розмірна обробка поверхні | |
Вихідний контроль | |
Рис. 2.1. Загальна маршрутна схема технології напилення.
2.2 Розробка конструкції та розрахунок товщини покриття Товщина напиленого газотермічного покриття на деталях, у яких зміцнюється поверхня або відновлюються втрачені розміри, повинна передбачати припуск на наступну обробку (токарну, фрезерну, шліфувальну).
Методика розрахунку товщини покриття з урахуванням припусків на обробку ілюструється рис. 2.
а б в Рис. 2.2 Схема до розрахунку товщини покриття з урахуванням припусків на обробку: а — припуск на обробку (загальний випадок); б — токарна (фрезерна) і шліфувальна обробка; в — шліфування попередньої токарної (фрезерної) обробки; 1 — припуск на обробку; 2 — напилений шар покриття, який залишився після обробки; 3 — основний метал деталі
Для напилення валу вентилятора ТЕС вибираємо одношарове покриття (рис. 2.2а). Для цього покриття товщина може визначатися за формулою де D — номінальний діаметр деталі;
d — діаметр деталі після підготовки до напилення;
b — припуск на обробку після напилення.
Припуск на шліфування b у розмір залежить від якості абразивних кругів і точності станка. Приймаємо b = 0,5 мм.
2.3 Вибір виду матеріалів для напилення Вхідний контроль деталей проводять з метою визначення їх технічного стану: деформацію та спрацювання поверхні, цілість матеріалу, зміну властивостей та характеристик робочих поверхонь, збереження їх форми. Вхідний контроль проводять згідно з вимогами на ремонт деталей.
Вали вентиляторів, що мають тріщини, відновленню не підлягають. їх бракують. Вали з тріщинами, які не доходять до ступінчатих переходів на 5 мм можуть відновлюватись. Далі, використовуючи універсальний та спеціальний вимірювальний інструмент, визначають геометричні параметри деталі.
Для проведення вхідного контролю використовується лупа ЛИ-10×4 по ГОСТ 28 706–83 та штангенциркуль ЩЦ-1−125−0,1 по ГОСТ 166–80.
Попередня механічна обробка
Попередня механічна обробка виконується для усунення шару металу з дефектами. Для проточування вибираємо станок токарно-гвинторізний ІД 163 ГОСТ 440–81, придатний для обробки великогабаритних деталей. Для різання вибираємо інструмент з твердосплавними вставками 2100−0411Т15К6 ГОСТ 18 878–73.
Знежирення.
Для очищення поверхні під напилення валу вибираємо синтетичний миючий засіб МЛ-51 концентрацією 20 г/л. Цей засіб призначений для струменевого очищення деталей машин. Тривалість очищення засобом МЛ-51 складає 10−25 хв.
Враховуючи розміри валу вибираємо струминну камерну машину для миття ОМ-46Ю, яка дозволяє локально очищати поверхні деталі для напилення, а саме посадочні місця під підшипники та прилеглі ділянки валу.
Ізоляція поверхонь.
Поверхні валу, прилеглі до місць під напилення, слід ізолювати на довжині не менше 100 мм. Ізоляція проводиться з метою захисту поверхонь, які не напиляються, від потрапляння на них частинок металу, що напилюється, та пошкодження робочих поверхонь. З цією метою на прилеглі ділянки встановлюють захисні кільця з листової сталі Ст1кп, які з допомогою дроту та слюсарного інструменту закріпляються на валі на поверхнях В, Г, Д. Е.
Абразивио-струминна обробка.
Абразивно-струминна обробка призначена для активізації поверхні, що підлягає напиленню, надання їй певної шорсткості для збільшення площі зчеплення покриття з поверхнею деталі. В результаті на поверхнях, які підлягають напиленню, створюється шорсткість з висотою мікро нерівностей 10−60 мкм. Згідно правил техніки безпеки цю обробку необхідно проводити у закритих камерах, що попереджає попадання у повітря дисперсних частинок пилу. Вибираємо для абразивно-струминної обробки дріб чавунний ДЧК1,4 555 ГОСТ 11 964;81 та наступні режими обробки, наведені в таблиці 2.2.
Швидкість переміщення сопла пістолета при обробці експериментально підбирається такою, щоб на оброблюваній поверхні не залишалось темних плям. Наприкінці обробки у камері проводять обдування поверхні напилення струменем стиснутого повітря без абразиву з метою очищення поверхні від залишків абразиву, пороху, які можуть негативно вплинути на якість покриття.
Таблиця 2.2 Режими абразивно-струминної обробки
Параметр | Значення | |
Тиск стиснутого повітря, МПа | 0,5−0,6 | |
Витрати стиснутого повітря, м3/год | 120−150 | |
Відстань від сопла пістолета до поверхні вала, мм | 100−120 | |
Кут нахилу струменя до поверхні вала, град. | 70−90 | |
Матеріал ГІТ-НА-01 є біметалічний порошок, що складається з гранул нікелю, покритий тонким шаром алюмінію, і призначений винятково для газотермічного нанесення покриттів за допомогою установок газополум’яного або плазмового напилення.
Таблиця 2.3 Хімічний склад порошку для нанесення перехідного шару
Марка | Вміст, % мас. | ||||||
Основні компоненти | Домішки | ||||||
Ni | Ti | Al | Fe | C | N | ||
основа | ; | 4−5,5 | 0,2 | 0,07 | 0,08 | ||
Перед напиленням порошки слід просушити в сушильній шафі СНОЛ 3,5−3,5−3,5/3-М2 при температурі 150-г 200 °C на протязі 2 год.,
Таким чином, для відновлення валу валу рециркуляційного димотягу в місці посадки підшипників вибираємо самофлюсівний порошок ГТР-НХІ7СР4 ГОСТ 21 448–75 з розміром частинок 40−100мкм, а для напилення перехідного шару порошок ПТ-НА-01 ТУ 14−1-3926- розміром 40−100 мкм. Ці матеріали повинні забезпечити високу твердість (55−60НІІС) та зносостійкість покриття при задовільній адгезійній міцності.
Вибір газів для плазмового напилення.
В якості плазмоутворюючих газів при плазмовому нанесенні покрить найчастіше застосовують N2, Аг, Не, ІМНз та їх суміші. Для підвищення ефективності теплового процесу вигідно використовувати гази, що мають більший тепловміст. При нагріві одноатомних газів вклад в ентальпію вносять лише тепловий рух і іонізація, тоді як для двоі багатоатомних газів додаткова енергія вкладається в результаті дисоціації
Відомо, що якісні покриття самофлюсівних сплавів отримують при їх напиленні в плазмі аргону. Для підвищення тепловмісту плазмового потоку в даному дипломному проекті пропонується застосувати газову суміш аргонводень. Відомо, що водень забезпечує плазмовий потік з високим тепловмістом та високою температурою, має високу теплопровідність, є дешевим газом. Враховуючи, що завдяки високій теплопровідності, водень викликає інтенсивну ерозію електродів, його застосовують тільки у сумішах.
З вище сказаного робимо висновок, що для плазмового напилення валу втулки доцільно буде застосувати газову суміш складу Аг +(15−20%)Н2, для якої необхідно використати аргон вищий сорт марки «А» за ГОСТ 10 157–79 та водень технічний стиснутий ГОСТ 3022–80 марка А. Як транспортувальний газ для порошку використовуємо аргон.
2.4 Вибір параметрів режиму напилення
Правильний вибір режимів нанесення покрить буде мати вирішальний вплив на якість захисного шару. У зв’язку з великою кількістю факторів, що впливають на властивості нанесеного покриття режими напилення вибираються з літературних даних, що базуються на результатах експериментів.
Температура поверхні при нанесенні покриття не повинна перевищувати 150°-200°С, щоб уникнути суттєвої деформації валу, виникнення значних внутрішніх напружень, утворення тріщин та відшарувань.
При плазмовому напиленні домінуючий вплив на температуру частинок, швидкість та температуру плазмового потоку має потужність дуги. Потужність дуги, в свою чергу, визначається двома параметрами: силою струму та напругою. Напруга дуги залежить від довжини дуги, яка визначається переважно конструкцією плазмотрона, а також видом та витратами плазмоутворювального газу. ГІри заданій напрузі потужність дуги регулюється силою струму дуги. Загалом, при підвищенні сили струму дуги знижується пористість покрить, зростає продуктивність напилення та коефіцієнт використання матеріалу, збільшуються температура і швидкість частинок. В цілому підвищення сили струму дуги позитивно впливає на якість покрить, однак прискорює ерозійний знос електродів. Вибираємо силу струму 375А для нанесення основного покриття та 350А для нанесення перехідного шару.
Для плазмового напилення оптимальна дистанція напилення в залежності від режиму роботи плазмотрону знаходить в межах 50−300мм. Малі дистанції не завжди забезпечують ефективний нагрів частинок та збільшують небезпеку перегріву поверхні виробу. А при великих дистанціях можливе зниження швидкості та температури частинок. Використання плазмоутворюючої суміші з підвищенним тепловмістом дозволяє збільшити дистанцію напилення для напилення перехідного шару 180−200мм, необхідну при напиленні термореагуючих порошків. Для основного покриття вибираємо дистанцію напилення 170 мм.
Механізоване нанесення покриттів на циліндричні деталі проводять при обертанні деталі і зворотно-поступальному переміщенні плазмотрона. Значення вказаних параметрів для деталей різних діаметрів наведені в таблиці 2.4
Таблиця 2.4 Значення кінематичних параметрів напилення
Діаметр деталі | Швидкість обертання деталі, об/хв. | Швидкість переміщення плазмотрона, мм/об. | |
Від 50 до 80 | 80−90 | 2,5−3,0 | |
Від 80 до 150 | 60−70 | 1,8−2,0 | |
Понад 150 | 20−30 | 1,2−1,5 | |
Вибрані режими плазмового напилення наведені в таблицях 2.5 та 2.6.
Таблиця 2.5 Параметри режиму напилення перехідного шару
Параметр | Значення | |
Сила струму, А | ||
Напруга дуги, В | ||
Марка порошку | ПТ-НА-01 | |
Вид плазмоутворювального газу | суміш аргон+ (15…20)% водню | |
Витрати плазмоутворюючого газу, м7год | ||
Дистанція напилення, мм | 180−200 | |
Витрати порошку, кг/год. | ||
Швидкість обертання валу, об/хв. | ||
Швидкість переміщення плазмотрона, мм/об. | ||
Товщина покриття, мм | 0,10−0,15 | |
Кількість проходів | 1−2 | |
Таблиця 2.6 Параметри режиму напилення основного покриття
Параметр | Значення | |
Сила струму, А | ||
Напруга дуги, В | ||
Марка порошку | ПР-НХ17СР4 | |
Вид плазмоутворюючого газу | суміш аргон+ (15… 20)% водню | |
Витрати плазмоутворюючого газу, м3/год | ||
Дистанція напилення, мм | ||
Витрати порошку, кг/год. | Н 5 | |
Швидкість обертання валу, об/хв. | ||
Швидкість переміщення плазмотрона, мм/об. | ||
Товщина покриття, мм | 1,35−1,40 | |
Кількість проходів | 26−28 | |
Безпосередньо перед напиленням, для зниження залишкових напружень в покритті, видалення адсорбованої вологи і підвищення міцності зчеплення необхідно провести попередній підігрів поверхні деталі шляхом одного-двох проходів плазмотрона без подання порошкового матеріалу.
2.5 Вибір основного обладнання для напилення
До основного обладнання для напилення належать: установка для плазмового напилення з джерелом живлення, установка для абразивноструминної обробки. Основним критерієм при виборі устаткування є необхідність забезпечення вибраних режимів напилення покриття.
Напівавтомат для плазмового напилення 15В-Б-01. Під механізованим або автоматичним плазмовим обладнанням розуміється устаткування, що використовується для встановлення і переміщення напилюваних виробів, подачі плазматрона і інструменту в зону плазмового напилення. Для напилення валу вибраємо напівавтомат 15В-Б-01, який комплектується установкою плазмового напилення УМТ-7. Технічні характеристики напівавтомата та установки УМТ-7 наведені в таблицях 2.7 і 2.8.
Таблиця 2.7 Технічна характеристика напівавтомату 15В-Б01
Характеристика напівавтомата | Значення | |
Довжина оброблюваної деталі, мм | 63… 1500 | |
Діаметр оброблюваної деталі, мм | 20…320 | |
Довжина поперечного ходу плазмотрона мм. | 180±2 | |
Максимальна площа оброблюваних поверхонь циліндричних деталей, м2 | 0,24 | |
Рівень звукової потужності дБ | ||
Маса напівавтомата, кг | ||
Маса камери напилення, кг | ||
Площа напівавтомата, м2 | 22,7 | |
Розміри напівавтомата з урахуванням зони обслуговування, мм: 3850
довжина 5900
ширина 2580
висота
Встановлена загальна потужність, кВт. 90
Таблиця 2.8
Технічна характеристика універсальної плазмової установки УПУ-7
Характеристика | Значення | |
Напруга живлення, В | ||
Частота напруги, Гц | ||
Потужність плазмової дуги, кВ г: | ||
— в турбулентному дозвуковому режимі | ||
— в ламінарному режимі | ||
— в турбулентному надзвуковому режимі | ||
Продуктивність напилення, кг/година: | ||
— металу | ||
— кераміки | ||
Габаритні розміри, мм: | ||
довжина | ||
ширина | ||
висота | ||
Маса, кг | ||
До джерела живлення для плазмового напилення висуваються основні вимоги:
· наявність спадної зовнішньої характеристики:
· забезпечення можливості встановлення необхідних параметрів режиму роботи.
Невисокі значення напруги неробочого ходу використовуються при роботі на аргоні (90- 120В), більш високі при роботі на азоті (160−180В), та високі при використанні водень містких газів (180−320В). Для живлення установок плазмового напилення застосовують випрямлячі зі крутоспадною зовнішньою характеристикою. В цьому випадку при коливаннях напруги на дузі величина струму буде змінюватись мало і це не відіб'ється на ефективності нагріву частинок.
Для живлення плазмотрона установки УМП-7 вибираємо випрямляч для плазмового різання АПР-403 У4, який забезпечує роботу за вибраними параметрами напилення, технічні характеристики якого наведені в таблиці 2.9
Таблиця 2.9 Технічні характеристики випрямляча АПР-402У4
№ п/п | Параметри | Режим | |
Номінальний зварювальний струм, А | |||
Межі регулювання зварювального струму, А | 100−450 | ||
Напруга неробочого ходу, В | |||
Режим роботи ПВ, % | |||
Рід струму | постійний | ||
Габарити, мм | 1010×850×1700 | ||
Маса, кг | |||
2.6 Розмірна обробка покриття
Для розмірної обробки різанням газотермічних покрить найчастіше застосовують шліфування. При цьому важливе значення має правильний вибір режиму та інструменту для шліфування, що пов’язано з підвищеним рівнем крихкості газотермічних покрить та з високим рівнем залишкових напружень.
Загальний припуск на кінцеву механічну обробку становить до 0,5 мм на сторону.
Шліфування проводити кругами ГЇЇТ ГОСТ 2424–75 зернистістю 125−200 за наступними режимами наведеними в таблиці 2.11. При шліфуванні для охолодження слід застосувати емульсол ГОСТ 6243–75.
2.7 Визначення показників якості покриття і вибір методик їх визначення Після напилення слід провести 100-відсотковий контроль зовнішнім візуальним оглядом з метою встановлення наявності або відсутності спучування, тріщин, відшарувань покриття і порівняння кольору покриття з еталоном. Огляд здійснюють за допомогою лупи ЛИ-3Х ГОСТ 25 706–83 при коефіцієнті природного освітлення на поверхні виробу не менше 1,5. Тріщини, відшарування та раковини не допускаються. При їх виявленні напилений шар слід усунути та повторити операцію напилення покриття чітко дотримуючись режимів.
Контроль геометричних розмірів виконують за допомогою штангенциркуля ШЦ-11−160−0,05 ГОСТ 166–80 та мікрометра МРИ-100−0,002. Контроль геометричних розмірів валу проводять також після механічної обробки покриття. Кінцева товщина покриття повинна забезпечувати відповідність діаметру валу розміру D1.
Для перевірки твердості покриття вибираємо твердомір переносний типу ТРП ГОСТ 9030–75. Твердість покриття повинна бути не менше 50 HRC.
Висновки до технологічного розділу
1. Запропоновано напиляти основне покриття товщиною до 1,4 мм нікелевим самофлюсівним порошком марки ГІР-НХ17СР4 ГОСТ 21 448–75 з розміром частинок 40−100мкм на перехідний шар товщиною 0,1−0,15 мм, який застосовують для підвищення адгезійної міцності покриття, напилений порошком ПТ-НА-01 ТУ 14−1-3926 розміром 40−100 мкм.
2. Вибрано та основне обладнання для проведення процесу:
§ Напівавтомат плазмового напилення 15В-Б-01, який комплектується установкою плазмового напилення УМТ-7;
§ джерело живлення плазмотрону — випрямляч АПР-402;
§ апарат для абразивно-струминної обробки АП-150 .
3. Вибрано режими та інструмент для здійснення розмірної обробки покриття шліфуванням.
плазмовий напилення рециркуляційний вентилятор
Висновки до курсової роботи
1. Розроблено технологію відновлення великогабаритних валів рециркуляційних вентиляторів ТЕС плазмовим напиленням, що працюють при високих навантаженнях в умовах граничного тертя та абразивного зношування частинками палива.
2. Для напилення покриття вибрано нікелевий самофлюсівний порошок марки ГТР-НХ17СР4 ГОСТ 21 448–75, який для підвищення адгезійної міцності покриття наноситься на перехідний шар з порошку ПТ-НА-01 ТУ 14−1-3926. Для підвищення ефективності нагріву порошку у якості плазмоутворювального газу вибрано суміш аргону з воднем складу Аг+15…20% Н2.
3. Вибрані параметри режими плазмового напилення забезпечують необхідну твердість (не менше 50 НІІС) та високі експлуатаційні властивості покрить
4. Вибрано основне обладнання для проведення процесу:
§ напівавтомат плазмового напилення 15В-Б-01 з установкою плазмового напилення УМТ-7;
§ джерело живлення плазмотрону — випрямляч АПР-402;
§ апарат для абразивно-струминної обробки АП-150.
ЛІТЕРАТУРА
1. Какуевицкий В.А. Применение газотермических покрытий при изготовлении и ремонте машин. -К: Техніка, 1989.-179с.
2. Гаркунов Д. Н. Триботехника. — М: Машиностроение, 1989. — 328с.
3. Гуляев А. П. Материаловедение. — М: Машиностроение, 1978.-684с.
4. Содоров А. И. Восстановление деталей машин напылением и наплавкой. — М. Машиностроение, 1987;430с.
5. Антропов Л. И., Лебединский Ю. Н. Композиционные электрохимические покрытия и материалы. — К: Наукова думка, 1986. — 276с.
6. Корж В. М., Кузнецов В. Д., Борисов Ю. С., Ющенко К. А. Нанесення покриття. — K.: Арістей, 2005 — 204с.
7. Газотермических покрытия из порошковых материалов: Справ. Ю. С. Борисов, Ю. А. Харламов, С. А. Сидоренко и др./ - К.: Наукова думка, 1987. — 347 с.
8. Молодык Н. В., Зенкин A.C. Восстановление деталей машин.
Справочник. — М.: Машиностроение, 1989. — 480с.
9. Основные виды продукции Торезского завода наплавочных твердых сплавов. Донецк. Облполиграфиздат. 1987, проспект.
10. Оборудование для плазменного нанесения покрытий. Каталог, М. 1988 г. ВНИИТЭМП.
11. Голошубов B.I. Зварювальні джерела живлення: Навчальний посібник. K.: Арістей, 2005. — 448с.
.ur