Ручний електрифікований та пневматичний інструменти
Різальний інструмент для електрофрезера добирають залежно від виконуваних операцій. Перевіривши його справність та гостроту і переконавшись у відсутності дефектів, інструмент кріплять на вал або в патрон. Після цього роботу електрофрезера перевіряють на холостому ходу. І тільки в тому разі, якщо не помічено будь-яких недоліків, розпочинають роботу електрофрезером. Інструмент плавно переміщують… Читати ще >
Ручний електрифікований та пневматичний інструменти (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Ручний електрифікований та пневматичний інструменти.
Електрифікованим інструментом (малою механізацією) називають такий ручний інструмент, в якого різці приводяться в рух від електродвигуна, а весь інструмент переміщується робітником вручну. Завдяки компактності і невеликій масі (5—15 кг) електроінструментів їх застосовують там, де не можна використати деревообробні верстати (в ремонтних і монтажних роботах, а також частково в складальних).
У деревообробній промисловості застосовують такі електроінструменти: електропилки (ланцюгові, стрічкові і дискові), електрорубанки, електрофрезери, електродовбачі, електросвердла, електрошліфувальні апарати, електрошуруповерти, електроточильні прилади. Всі ці електроінструменти складаються з трьох основних частин: електродвигуна, корпусу і різального інструменту.
У нерухомому статорі електродвигуна, який часто є корпусом електроінструменту, обертається циліндричний ротор, до якого інколи кріплять різальний інструмент. Вал ротора закріпляється в корпусі на підшипниках.
Корпус скріплює всі частини механізмів, захищаючи їх від зовнішніх пошкоджень і забруднення. На корпусі розміщені ручки, пусково-зупиночні кнопки, опорні панелі, напрямна лінійка, захисні та інші пристрої.
Різальні інструменти здебільшого кріпляться на валу електродвигуна: електропилки насаджують на вал, а електросвердла — в патрон, що є на кінці вала. При безпосередньому кріпленні різального інструменту на вал електродвигуна кількість обертів у них однакова. Якщо кількість обертів різального інструменту треба зменшити, то в корпус електродвигуна ставлять шестеренчастий механізм-редуктор. У таких електроінструментах різці кріплять на валу редуктора.
Оскільки двигуни ручних електроінструментів живляться трифазним струмом, для ввімкнення їх у звичайну освітлювальну мережу застосовують прилад-перетворювач, розроблений за пропозицією С. М. Михайлова. Цей прилад має змогу включати в освітлювальну мережу напругою 220 В ручні електроінструменти з електродвигунами, обмотка яких з «єднана зіркою потужністю 0.375—0,8 кВт (редукторна дискова пилка И-78, електрорубанки И-24, И-25, електрофрезер И-56, електросвердла И-27, И-29, електродовбач И-1, електроточило И-138 та ін.).
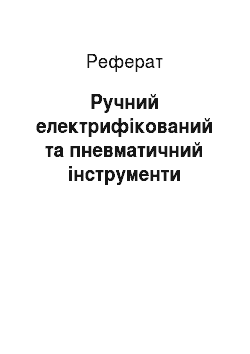
Рис. 1. Електричні дискові пилки:
а — безредукторна електропилка И-20, б — редукторна електропилка И-78; 1 — передня ручка, 2 — нерухома частина кожуха, 3 — задня ручка, 4 — електродвигун, 5 — опорна панель, 6 — шарнір, 7 — рухома частина кожуха, 8 — пилковий диск, 9 — лінійка, 10 — кронштейн з дуговими напрямними для косого пропилу, 11 — напрямні глибини пропилу, 12 — гвинт регулювання глибини пропилу, 13 — ковпак, 14 — ручка, 15 — живильний кабель Дискові електропилки можуть бути безредукторними і редукторними.
Безредукторна дискова пилка И-20 (рис. 1, а) складається з електродвигуна 4, опорної панелі 5, передньої ручки 1, нерухомої частини кожуха 2 і рухомої 7, шарніра 6 і пилкового диска 8, який насаджено на виступний кінець ротора електродвигуна. За допомогою спрямовуючого сектора пилковий диск разом з передньою частиною електродвигуна може підніматись і опускатись на потрібну глибину пропилу. Частота обертання пилки близько 2900 об/хв; маса пилки близько 14 кг.
Редукторна дискова пилка И-78 (рис. 1, б) відрізняється від безредукторної тим, що в неї пилковий диск кріпиться на валу редуктора, а це дає змогу регулювати кількість обертів різального інструменту і глибину пропилу до 90 мм. Будова її подібна до безредукторної, а всі додаткові вузли показано на рис. 1, б.
Різальним інструментом для дискових електропилок є пилкові диски діаметром до 250 мм з нарізними зубцями відповідно до напрямку різання (косокутні для поздовжнього і рівнобедрені або рівносторонні для поперечного). Перед установленням пиляльні диски розводять, гострять і перевіряють справність їх.
Дискові електропилки застосовують для розкрою деревини вздовж і впоперек волокон, а також під будь-яким кутом до них.
Рис. 2. Будова електрорубанка И-24:
1 — статор, 2 — коробка вмикання; 3 — опорна панель, 4 — напрямна лінійка, 5 — ніж, 6 — ротор Крім того, ними можна вибирати чверті, зарізувати пази та шипи.
Прийоми роботи дисковими електропилками. У процесі роботи електропилку насувають на розпилюваний матеріал вручну плавно і рівномірно без перекосів, спираючи ЇЇ на матеріал опорною панеллю корпусу. Пиляльний диск має йти точно по лінії пропилу. В разі зупинки диска пилки від перевантаження (заїдання) його відтягують до себе і дають розкрутитись до повної кількості обертів і потім знову насувають на матеріал, продовжуючи розпилювання.
Треба стежити й за тим, щоб під опорну панель не потрапила тирса, бо це може призвести до перекосу панелі і нахилу диска пилки. Час від часу потрібно перевіряти надійність кріплення диска та інших рухомих частин.
Дискові електропилки можна використовувати як стаціонарне устаткування. Для цього електропилку повертають панеллю вгору і закріплюють на верстаті так, щоб панель була на одному рівні з площиною кришки верстата. В цьому випадку розпилюваний матеріал подається на пилку.
Для випилювання різноманітних криволінійних заготовок з дощок і фанери застосовують стрічкові електропилки та електролобзики.
Ручні електрорубанки. Фрезерування деревини електрорубанками здійснюється при коловому русі двох або чотирьох ножів, розміщених на робочому валу.
Найширше застосовують електрорубанки И-24 з двома ножами та И-25 з чотирма ножами.
Електрорубанок И-24 (рис. 2) складається із статора, коробки вмикання, опорної панелі, напрямної лінійки, різального інструменту і ротора, який є робочим валом. Цим рубанком можна стругати деталі до 100 мм завширшки, знімаючи шар до 2 мм завтовшки. Потужність електродвигуна 0,4 кВт.
Електрорубанок И-25 за будовою аналогічний, але значно компактніший. Ширина фрезерування 60 мм при товщині знятого шару 1,5 мм. Потужність електродвигуна 0,13 кВт. Маса рубанка 7 кг. Різальним інструментом є ножі з однобічним заточуванням (як в ножах ручних рубанків). Електрорубанки працюють від освітлювальної електромережі напругою 220 і 127 В.
Підготовка та прийоми роботи електрорубанками. Перед роботою перевіряють кріплення рухомих частин електрорубанків, гостроту різців, а також регулюють товщину шару, що знімається. Для цього задню опорну панель ставлять на рівні кола, що описують закріплені різці на валу, а передню піднімають вище від задньої на товщину знятого шару (0,5—1,5 мм).
Для гострення ножів електрорубанків застосовують електроточильні універсальні прилади И-26 та И-121. Однакові ножі за розмірами і масою кріплять на робочий вал притискними планками і болтами, які затягують від середини до країв. Робочий вал з ножами має бути відбалансований. Для цього електрорубанок вимикають з електромережі, і робочий вал повільно повертають рукою до повного зупинення. Якщо вал з ножами щоразу зупиняється в одній і тій самій точці без коливань, то він відбалансований.
Підготовлений інструмент ставлять на край оброблюваного матеріалу так, щоб ножі не доторкувались до його поверхні і, ввімкнувши електродвигун, рухають рубанок вперед по оброблюваній поверхні. Подача рубанка має бути рівномірною без натискування, бо воно здійснюється самою вагою рубанка.
Електрорубанок И-24 можна застосовувати як стаціонарний фугувальний верстат (якщо оброблювані деталі легші, ніж увесь електрорубанок). Для цього електрорубанок кріплять на верстаті або спеціально виготовленому підверстаччі шурупами або болтами на чотирьох ніжках, що є у верхній частині корпусу. Матеріал подають по панелях електрорубанка плавно назустріч обертанню різців. Натискувати на деталь треба рівномірно, тримаючи руки над панелями (столом), а не над ножами. При фрезеруванні довгих деталей застосовують додаткові упори, а коротких — колодки-штовхачі.
Для одночасного фрезерування двох суміжних сторін (площини і кромки) іноді застосовують два електрорубанки. Один розміщують горизонтально, а другий — під потрібним кутом до першого. Це значно підвищує продуктивність праці при роботі електрорубанками.
Ручні електрофрезери. Електрофрезерами можна фрезерувати, свердлити, довбати, зарізувати шипи і провушини та виконувати ряд інших операцій (залежно від закріпленого інструменту).
Електрофрезеру И-56 надає руху електродвигун, вал ротора якого одночасно є шпинделем. На нижньому кінці вала є конусний отвір, в який вставляють відповідний різальний інструмент, що закріплюється гайкою. Різальний інструмент піднімають і опускають разом з корпусом за допомогою спеціального підйомного пристрою —ведучої шестерні, закріпленої на валу маховичка, яка своїми зубцями зчіплюється із зубчастою рейкою, закріпленою на корпусі електродвигуна. При повертанні маховичка зубчаста шестерня переміщує вгору або вниз зубчасту рейку і з «єднаний з нею корпус фрезера. При повертанні маховичка за годинниковою стрілкою корпус фрезера плавно опускається, а проти годинникової стрілки — піднімається разом з різальним інструментом. Підйомний пристрій закріплюється у відповідному місці за допомогою стопорного пристрою. Переміщення електрофрезера здійснюється вручну, для цього він має дві ручки.
Електрофрезер може бути використаний як ручний інструмент або як стаціонарний верстат. При стаціонарному його використанні треба виготовити спеціальну підставку залежно від виду операцій.
Різальний інструмент для електрофрезера добирають залежно від виконуваних операцій. Перевіривши його справність та гостроту і переконавшись у відсутності дефектів, інструмент кріплять на вал або в патрон. Після цього роботу електрофрезера перевіряють на холостому ходу. І тільки в тому разі, якщо не помічено будь-яких недоліків, розпочинають роботу електрофрезером. Інструмент плавно переміщують по надійно закріпленій деталі. Режим роботи має бути повторно-короткочасним, бо безперервне навантаження призводить до нагрівання і виходу з ладу електродвигуна.
Ручні електросвердла. Для висвердлювання отворів різних діаметрів під болти, шканти і шурупи застосовують електросвердла різних типів. Найбільш поширені електросвердла И-27, И-90 та електрошуруповерт И-62.
Електросвердлом можна висвердлювати отвори діаметром до 26 мм на глибину до 350 мм. Потужність електродвигуна цього свердла становить 0,6 кВт, шпиндель його обертається із частотою 500 об/хв. Швидкість подачі має бути-0,1—0,7 м/хв залежно від діаметра отвору (більший діаметр — менша подача і навпаки).
Перед початком роботи електросвердло встановлюють опорним кільцем на оброблюваний матеріал так, щоб центр свердла збігався з центром наміченого отвору. Корпус опускається по колонках, стискуючи пружини, і свердло під дією гвинтового центра само врізається в деревину.
У процесі роботи свердло треба подавати рівномірно і стежити за виходом стружки, бо наявність її в отворі призводить до зменшення обертів свердла і нагрівання електродвигуна. В таких випадках треба зменшити або зовсім припинити натискування на свердло і дати можливість стружці, що накопичилася, вийти з отвору. Якщо і цього недостатньо, електросвердло треба трохи підняти, а то й зовсім витягнути і очистити. Тільки після цього знову продовжують свердління. По закінченні свердління корпус під дією пружини піднімається вгору. Електросвердлом И-27 можна працювати і без колонок, тоді глибина свердління значно збільшується.
Електросвердло И-90 (рис. 3) складається із електродвигуна, редуктора, робочого шпинделя з патроном на кінці для кріплення свердла. Всі .механізми розміщені в корпусі з ручкою, на якій є курковий вимикач. Для свердління застосовують гвинтові свердла діаметром до 8 мм; глибина отворів до 200 мм. Підготовлений до роботи інструмент ставлять центром свердла в намічену на деталі точку для висвердлювання отвору. Після цього вмикають електродвигун і, плавно натискуючи на рукоятку, подають свердло в деревину. Дальший процес свердління аналогічний свердлінню свердлом И-27. При виході свердла з деревини натиск на свердло зменшують, щоб не утворилося відколів. Електросвердло И-90 може бути використане для шліфування і полірування. Для цього в шпиндель електросвердла замість свердла кріплять потрібний інструмент.
Рис. 3. Електросвердло:
1— шпиндель, 2 — корпус.- 3 — рукоятка, 4 — кабель. 5 — курок Електрошуруповерт И-62 працює аналогічно свердлам. Він складається з електродвигуна, вміщеного в алюмінієвий корпус з рукояткою, і редуктора для зменшення числа обертів шпинделя. Шпиндель електрошуруповерта має кульковий замок, що дає можливість швидко і надійно кріпити викрутку.
Електрошуруповерт служить для загвинчування шурупів діаметром до 6 мм в основному при складальних роботах.
При роботі електрошуруповерт тримають правою рукою за рукоятку, а лівою підтримують корпус для надання йому стійкості. Кінець викрутки вставляють у шліц головки шурупа. Після цього середнім пальцем натискують на курок вимикача і вмикають електрошуруповерт, натискуючи на рукоятку інструмента. При досягненні відповідної сили затягуючого моменту на головці шурупа спеціальний механізм автоматично відключає інструмент.
Зараз у меблевій промисловості широко використовують пневматичний інструмент (ГОСТ 12 633—79), який є більш ефективним і безпечним.
Для обробки деревини різанням застосовують пневматичні рубанки ПР-60 (ширина заготовки 60 мм з частотою обертання 6000 об/хв), фрезерувальні машини «ПМП-1 та ПМП-2 (ширина заготовки відповідно 40—55 і 70—85 мм при частоті обертання фрез 3000 та 6350 об/хв).
Свердління отворів під шурупи, шканти і стяжки здійснюють пневматичними свердлильними машинами ИП1009, ИП1010, ИП1011, ИП1104 з максимальним діаметром свердл 9 мм.
Для закручування шурупів з діаметром гвинта 0,4—1,2 мм застосовують пневматичні викрутки ШП4/30А, ПВ800, ПО350 з частотою обертання при холостому ході відповідно 1600, 800 та 350 об/хв.
Для шліфування деревини і полірування лакофарбових покриттів призначені торцеві ТЩ-1 і радіальні И-44А пневматичні шліфувальні машини, оснащені шліфувальними кругами діаметром 150 та 125 мм і частотою обертання відповідно 4500 та 5000 об/хв, а також машина ППМ-2М, яка має шліфувальну головку.
Пневматичний пістолет ППД-18 використовують для забивання в деревину і в деревні матеріали шпильок та П-подібних скоб. Його продуктивність — 500 шт/хв.
Рис. 20. Шліфувальні колодки:
а — з гумовою підошвою, б — обтягнута повстю і шкуркою, в — із затискним пристроєм; 1 — петлі, 2 — шкурка, 3 — затискувач, 4 — замки Для впорскування клею на основі полівінілацетатної дисперсії (ПВАД) в пази і провушини деталей меблів використовують установку УП6, а для нанесення клею-розплаву — УКР-Б.
Для забивання шкантів з одночасним впорскуванням клею в просвердлені отвори в торцях і пластах меблевих щитів застосовують пневматичну установку УП5.
Для кріплення тканини до дерев «яних деталей скобами застосовують пневматичні пістолети ПМС-1−3-14, які випускають експериментальні майстерні УкрНДІМОД.
Різновидність пневматичних інструментів постійно збільшується, вдосконалюється, що значно підвищує продуктивність праці на різноманітних складальних роботах.
Шліфування деревини ручним та електрифікованим інструментами. Для вигладжування поверхні деревини після стругання і навіть після циклювання застосовують шліфувальні шкурки різних номерів, які виготовляють на полотні або на папері.
При ручному шліфуванні шліфувальну шкурку намотують на спеціальні колодки, на площини яких наклеєно повсть, або застосовують інші пристрої (рис. 20).
Для полегшення праці при шліфуванні застосовують електрошліфувальний інструмент И-106, на барабани якого надіто шліфувальну стрічку на полотняній основі. Шліфувальна стрічка притискається до шліфуючої поверхні опорною плитою. При зачищуванні великих площин електрошліфувальний інструмент насувають на поверхню деталі у напрямку волокон деревини. Дрібні деталі краще шліфувати, коли інструмент повернений стрічкою набік або вгору.
Техніка безпеки при роботі електроінструментами. Перед роботою необхідно перевірити справність захисних засобів, струмопідвідних пристроїв, заземлення, а також надійність кріплення різального інструменту. Різальний інструмент завжди має бути гострим.
Вмикати інструмент слід тільки перед початком роботи, а після роботи зразу ж вимикати його з електромережі. Насувати інструмент треба плавно, без ривків. Не можна відходити від електроінструменту, поки він зовсім не зупиниться. Не можна зупиняти електроінструмент сторонніми предметами. Навантаження на інструмент повинно відповідати його технічній характеристиці.
Список використаної літератури.
1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.— М.: Лесн. пром-сть, 1984.— 239 с.
2. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
6. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.