Загальні відомості про мастикові підлоги.
машини для механізованого виконання мастикових підлог
Бачок; 2 — ручка; 3 — горловина; 4 — ручка кришки; 5 — вузол барботажу; 6 — повітропровід; 7 — колесо; 8 — штуцер для приєднання матеріального шланга; 9 — запобіжний клапан; 10 — манометр; 11 — штуцер для приєднання повітряного шланга; 12 — рукоятка; 13 — ніжка; 14 — рама Вудка являє собою дві трубки різного діаметру, що входять у форсунку. На кожній трубці вудки є крани для регулювання подачі… Читати ще >
Загальні відомості про мастикові підлоги. машини для механізованого виконання мастикових підлог (реферат, курсова, диплом, контрольна)
Реферат.
на тему:
Загальні відомості про мастикові підлоги. машини для механізованого виконання мастикових підлог.
ЗАГАЛЬНІ ВІДОМОСТІ ПРО МАСТИКОВІ ПІДЛОГИ Підлоги, виконані із штучних матеріалів, навіть рулонних, мають істотний недолік — шви, що залишаються на опорядженій поверхні. У подальшому під час експлуатації приміщення шви стають причиною виникнення багатьох дефектів, котрі виникають на покритті підлоги. Це щілини, які утворюються в місцях швів після викришування розчину або мастики. Це призводить до відшарування плиток або країв лінолеуму. Крізь шви у покритті з керамічних або інших мінеральних плиток просочується вода, пошкоджуючи перекриття. У пошкоджених швах зберігається пил, сміття, що не сприяє створенню належних санітарно-гігієнічних умов у приміщенні. Тому безшовні наливні покриття підлог, виконані із спеціальних мастик на полімерних в «яжучих матеріалах, більш гігієнічні і зручні в експлуатації. Крім того, вони міцні, стійкі до витирання і мають привабливий вигляд.
Мастику для безшовного покриття приготовляють із синтетичної смоли, наповнювача, пігментів і деяких добавок. Залежно від застосовуваної смоли (в «яжучого) мастики, а значить і безшовні покриття, бувають полівінілацетатні, полімерцементні, поліефіркумаронові, сечовиноепоксидні тощо. Проте найчастіше застосовують два види покриття: полівінілацетатне і полімерцементне, які і будуть розглянуті в цьому розділі.
Безшовні мастикові покриття влаштовують по цементних, шлакобетонних і ксилолітових стяжках, а також прошпакльованій дерев «яній основі. Роботу по влаштуванню мастикових підлог починають після закінчення всіх будівельних, спеціальних і опоряджувальних робіт. У приміщенні, де буде мастикова підлога, повинно бути чисто.
Основи під покриття повинні бути рівними і сухими. Рівність основи перевіряють двометровим контрольним правилом. Проміжки між площиною основи і правилом допускаються не більше 2 мм. Вологість основи повинна бути не більше 6%. Міцність основ і стяжок на стиск має бути не менше 5 МПа при пішохідному русі і 7,5—10 МПа при русі транспорту на гумових шинах.
Монолітні мастичні покриття застосовують у промислових і громадських будинках для опорядження підлог у вестибюлях, лабораторіях, лікарнях, магазинах, цехах деяких підприємств тощо.
Мастикові підлоги бувають холодні і теплі. Холодні підлоги у приміщеннях з короткочасним перебуванням людей влаштовують на основі з цементного розчину або бетону. Теплі — на стяжці з легкого бетону (керамзитобетон, шлакобетон тощо).
МАШИНИ ДЛЯ МЕХАНІЗОВАНОГО ВИКОНАННЯ МАСТИКОВИХ ПІДЛОГ Опоряджувальні шари мастикової підлоги наносять (наливають) на поверхню механізованим способом.
Усі апарати або агрегати для механізованого нанесення на поверхню рідких опоряджувальних сумішей працюють за принципом розпилювання суміші до найдрібніших частинок (див. § 32). Суміш, що вилітає з форсунки розпилювального агрегату, розпилюється і рівним тонким шаром лягає на поверхню.
Оскільки мастики, що застосовуються для створення опоряджувального шару мастикової підлоги можна розпилювати тільки пневматичним способом, розглянемо агрегати лише пневматичної дії.
За принципом пневматичного розпилювання суміші працюють фарбувальні і шпаклювальні агрегати, які використовують і для виконання мастикових підлог. У цих агрегатах суміш, вилітаючи з сопла фарборозпилювача або з форсунки спеціальної вудки, які є складовою частиною агрегату, розпилюється струменем стиснутого повітря, що надходить від компресора.
Під час роботи агрегату суміш під тиском надходить у фарборозпилювач і через внутрішній канал потрапляє в сопло. На виході з сопла суміш підхоплюється струменем стиснутого повітря, що проходить в просторі між стінкою сопла і внутрішньою поверхнею розпилювальної головки, і, вилітаючи, подрібнюється на найдрібніші частинки (Рис. 1).
Мастики для опорядження мастикових підлог можна наносити на основу, користуючись шпаклювальним агрегатом з установкою СО-21А, фарбувальним агрегатом з спеціально обладнаним фарбонагнітальним бачком або шпаклювальним агрегатом CO-150.
Рис. 1. Схема розпилювання опоряджувальної суміші фарборозпилювачем Рис. 2. Схема шпаклювального агрегату з установкою СО-21А:
1 — вудка з форсункою; 2 — матеріальний шланг; 3 — повітряний шланг; 4 — установка СО-21А для шпаклювання; 5 — компресорна установка СО-7Б Шпаклювальний агрегат з установкою СО-21А (Рис. 2) складається з компресорної установки СО-7Б, установки СО-21 А, вудки, матеріального і повітряного шлангів.
Конструкцію і принцип дії пересувної компресорної установки СО-7Б подано у § 36.
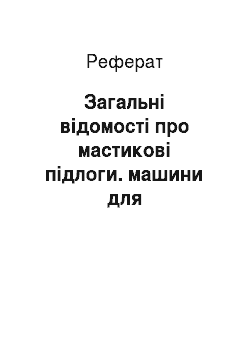
Установка для шпаклювання СО-21А (Рис. 3) складається з двох бачків, змонтованих на металевій рамі, і розподільного вузла, що розміщується між ними. У верхній частині кожного бачка знаходиться горловина 3, що закривається кришкою з ручкою 4. Використання двох бачків дає змогу безперервно подавати опоряджувальну суміш до вудки. До розподільного вузла входять манометр, запобіжний клапан, відрегульований на тиск 0,8 МПа, рукоятка, штуцери для приєднання матеріального і повітряного шлангів і два повітропроводи, з «єднані з вузлами барботажу, що розміщуються всередині бачків.
Під час роботи агрегату стиснуте повітря від компресорної установки надходить до розподільного вузла, звідки одна частина через штуцер 11 по шлангу надходить до вудки, а друга — по повітропроводу б у вузол барботажу 5. Вузол барботажу являє собою пристрій у вигляді зігнутої трубки, яка розміщується всередині бачка / і майже доходить до його дна. Зовні він закінчується головкою, до якої приєднується повітропровід. Повітря, що зайшло в бачок, проходить крізь суміш, перемішує її і збирається у верхній частині бачка. Під тиском цього повітря суміш через штуцер 8 по матеріальному шлангу надходить у вудку і далі у форсунку. На виході з форсунки вона підхоплюється струменем повітря і, вилітаючи з неї, подрібнюється.
Рис. 3- Установка для шпаклювання СО-21А:
1— бачок; 2 — ручка; 3 — горловина; 4 — ручка кришки; 5 — вузол барботажу; 6 — повітропровід; 7 — колесо; 8 — штуцер для приєднання матеріального шланга; 9 — запобіжний клапан; 10 — манометр; 11 — штуцер для приєднання повітряного шланга; 12 — рукоятка; 13 — ніжка; 14 — рама Вудка являє собою дві трубки різного діаметру, що входять у форсунку. На кожній трубці вудки є крани для регулювання подачі повітря і суміші. Головка форсунки складається з двох концентрично розміщених втулок. Повітря надходить у внутрішню втулку, а суміш — у зовнішню. На головку накручують насадку з діаметром вихідного отвору 3 мм. Змінюючи положення насадки відносно втулок, можна регулювати розмір факела розпилювання суміші.
Технічна характеристика установки для шпаклювання СО-21А Продуктивність, м /год … 200.
Кількість бачків, шт… 2.
Місткість одного бачка, л… 25.
Робочий тиск, МПа… 0,7.
Габаритні розміри, мм:
довжина … 1080.
ширина… 440.
висота… 740.
Маса, кг … 63,5.
До початку роботи потрібно уважно оглянути установку, перевірити справність манометра і надійність з «єднання шлангів. Потім, знявши кришки, обидва бачки заповнюють сумішшю. Закривають кришки і, повернувши рукоятку 12 убік, подають повітря в один з бачків. Відкривають матеріальний кран на вудці, а коли із форсунки почне виходити суміш, відкривають повітряний кран і наносять її на поверхню. Якщо в цьому бачку суміш закінчиться, повертають рукоятку у протилежний бік і повітря починає надходити у другий бачок. В цей же час надлишкове повітря з першого бачка виходить, бо внутрішні канали їх у межах розподільного вузла з «єднані.
Коли повітря вийде, знімають кришку, а бачок заповнюють новою порцією суміші. І весь цикл повторюється. Після закінчення роботи установку промивають, а потім продувають повітрям.
У табл. 13 наведені ознаки несправностей шпаклювальної установки СО-21А, їхні причини і способи усунення.
Таблиця 13. Основні несправності шпаклювальної установки СО-21А і способи їх усунення Для розпилювання опоряджувальної суміші замість вудки до агрегату можна підключити фарборозпилювач СО-24А або СО-123А, які застосовуються для механізованого нанесення шпаклівок.
Фарборозпилювач СО-123А (Рис. 4) складається з корпусу, розпилювальної головки, сопла діаметром 5 мм, курка і голки. Застосовують його для нанесення шпаклівок, мастик і інших сумішей в «язкістю до 180 с за віскозиметром ВЗ-4.
Корпус фарборозпилювача 2 має рукоятку 4 і два штуцери: для приєднання повітряного 5 і матеріального 8 шлангів. Всередині розпилювальної головки 1 розміщене сопло 9, конусоподібний отвір якого перекривається голкою 11. Голка з «єднана з курком 7. Кількість повітря, що подається для розпилювання суміші, регулюється повертанням регулятора повітря 12, а кількість суміші, що надходить для розпилювання, — регулятором голки 3.
Під час роботи у комплекті з установкою СО-21А до штуцера під головкою фарборозпилювача приєднують матеріальний шланг. Повітряний шланг, що йде від компресорної установки СО-7Б, приєднують до штуцера 5, який розміщується на рукоятці.
Рис. 4. Фарборозпилювач СО-123А:
а — загальний вигляд; б — розріз; 1 — головка; 2 — корпус; 3 — регулятор голки; 4 — рукоятка; 5 — штуцер для приєднання повітряного шланга; 6 — повітряний клапан; 7 — курок; 8 — штуцер для приєднання матеріального шланга; 9 — сопло; 10 — штуцер сопла; 11 — голка; 12 — регулятор повітря Принцип розпилювання суміші фарборозпилювачем подано на Рис. 1.
Щоб включити розпилювач, натискають на курок, який передає зусилля на шток повітряного клапана. При цьому клапан зміщується, і повітря крізь звільнений отвір по внутрішніх каналах розпилювача надходить у головку і через вихідний отвір виходить назовні. При наступному русі курка відходить запірна голка, і крізь отвір сопла в головку починає надходити суміш. Тут її підхоплює струмінь повітря і розпилює.
Якщо відпустити курок, то під дією відповідних пружин голка і повітряний клапан повернуться у вихідне положення і закриють отвори сопла і повітряного клапана. При цьому подача суміші і повітря у головку припиняється.
У табл. 14 подано технічну характеристику фарборозпилювачів для нанесення шпаклівок і мастик, а в табл. 15 наведено перелік основних несправностей та способи їх усунення.
Таблиця 14. Технічна характеристика фарборозпилювачів Показник Модель.
СО-24А СО-123А Продуктивність, м2/год 85.
Діаметр сопла, мм 6.
Витрата повітря, м3/год 16.
Тиск, МПа:
повітря 0,3—0,5.
0,4—0,6.
суміші 0,2.
0,2—0,3.
Габаритні розміри, мм:
довжина 165.
ширина 45.
висота 210.
Маса, кг 0,7.
0,645.
Для механізованого нанесення на поверхню шпаклівки або мастики можна використати звичайний фарбувальний агрегат, який збирають з компресорної установки СО-7Б, фарбо-нагнітального бачка, фарборозпилювача і шлангів. Щоб відносно густу суміш можна було витиснути з бачка, дно його повинно бути сферичної або конусоподібної форми і вихід шпаклівки має здійснюватись через штуцер у цьому ж дні. Тому застосовувати в таких штукатурних агрегатах звичайні фарбонагнітальні бачки не можна, їх потрібно відповідно переобладнати. Що й роблять деякі будівельні організації.
Проте найкращий ефект дає застосування шпаклювального агрегату СО-150, за допомогою якого можна наносити суміш в «язкістю не менше 7 см занурення стандартного конуса. Розпилювання більш в «язких сумішей можливо тому, що агрегат працює при більш високому тиску (до 2 МПа). При потребі до агрегату підключають компресорну установку, що дає можливість розпилювати суміш пневматичним способом.
Шпаклювальний агрегат СО-150 (Рис. 5) складається із завантажувального бункера, шнекового конвеєра, електродвигуна, клинопасової передачі з редуктором, гвинтового насоса, матеріального шланга, вудки і пульта управління.
Рис. 5. Шпаклювальний агрегат СО-150:
1—~ завантажувальний бункер; 2 — пульт управління; 3 — електродвигун; 4 — клинопасова передача; 5 — редуктор; 6 — корпус шнекового конвеєра; 7 — шнек; 8 — гвинтовий насос; 9 — гвинт; 10 — обойма насоса; 11 — манометр; 12 — штуцер для приєднання матеріального шланга; 13 — кран вудки; 14 — кран регулювання повітря; 15 — вудка; 16 — форсунка Завантажувальний бункер 1 розміщений над шнековим конвеєром б. У задній частині агрегату розташований пульт управління 2 і електропривод з електродвигуном 3, клинопасовою передачею 4 і редуктором 5. У середині шнекового конвеєра знаходиться шнек 7. Гвинтовий насос 8 складається з корпусу, гвинта 9 і обойми 10. В передній частині насоса розміщений штуцер 12 для приєднання матеріального шланга. Агрегат спирається на ніжку і два колеса. У верхній частині бункера є дві ручки.
До початку роботи до агрегату підключають пересувну компресорну установку, від якої повітря по шлангу буде надходити у вудку під тиском 0,5—0,7 МПа, оскільки густі суміші розпилюються лише пневматичним способом. Бункер заповнюють сумішшю і включають агрегат. Під час роботи агрегату електродвигун за допомогою клинопасової передачі і редуктора приводить в рух шнек конвеєра і гвинт насоса, з «єднані між собою нерухомо. При обертанні гвинта суміш перекачується із зони всмоктування (з бункера) у зону нагнітання (в матеріальний шланг, вудку і форсунку). У форсунці суміш підхоплюється струменем стиснутого повітря, що надходить від компресора, розпилюється і наноситься на поверхню. Тиск подачі суміші регулюють поворотом обтискного хомута обойми насоса.
Технічна характеристика шпаклювального агрегату СО-150.
Продуктивність, м /год …0,36—0,72.
Робочий тиск, МПа… 2.
Потужність електродвигуна, кВт…1,1 —1,5.
Витрата стиснутого повітря, м /год … 9.
Місткість бункера по завантаженню, л… 60.
Габаритні розміри, мм:
довжина … 1500.
ширина… 560.
висота… 850.
Маса, кг … 116.
Можливі несправності в роботі агрегату СО-150 подано в табл. 16.
Таблиця 16. Основні несправності в роботі шпаклювального агрегату СО-150 та способи їх усунення СПИСОК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ Алексеев В. В. Штукатур.— М.: Стройиздат, 1987.— 48 с.
Кокин А. Д., Вершинина О. С, Каптельцева Т. М. и др. Отделочные работы в строительстве.— М.: Стройиздат, 1987.— 656 с.
Ливанский А. М. Организация поточного производства отделочных работ.— К.: Будівельник, 1988.— 118 с.
Максимова О. М., Стесин М. С, Тищенко И. И. Машины для отделочных работ.— М.: Стройиздат, 1984.— 224 с.