Розробка технологічної послідовності жіночого жакета із коміром «стійкою» з прорізними кришеннями в складну рамку
З метою найбільш повного використання вартісного обладнання, перед комплектуванням організаційних операцій необхідно визначити орієнтовну кількість робочих по кожному виду обладнання. Поділивши час виконання операцій на обладнанні певного виду на величину такту, отримують орієнтовану кількість обладнання кожного типу і робочих відповідної спеціальності. Наприклад орієнтована кількість робочих і… Читати ще >
Розробка технологічної послідовності жіночого жакета із коміром «стійкою» з прорізними кришеннями в складну рамку (реферат, курсова, диплом, контрольна)
Вступ.
Легка промисловість є однією з найважливіших серед галузей виробництва непродовольчих товарів. Продукція легкої промисловості йде на задоволення потреб населення, забезпечуючи його тканинами, одягом, взуттям та іншими предметами споживання.
Легка промисловість — це комплексна галузь, що включає майже 20 підгалузей, які можуть бути об'єднанні в три групи:
1. Текстильна — бавовняна, лляна, шовкова, вовняна, трикотажна.
2. Швейна — виробництво одягу.
3. Шкіряна, взуттєва і хутряна — обробка шкіри та хутра, виробництво взуття та галантерейних виробів з шкіри.
Легка промисловість Вінниччини має найбільшу серед інших галузей залежність від давальницької сировини. Її частка по окремих асортиментних групах сягає 90−100%, а внаслідок фінансової кризи 2008;2009 рр. замовники, які не впевнені у майбутньому, не тільки не заключають договори на виробництво одягу, а і скасовують навіть контракти, які вже були оформлені. Це ще більш посилило проблеми галузі - у 2009 р. обсяги виробництва у легкій промисловості в порівнянні з 2008 р. скоротилися на 17,2 в.п. та склали 79,2%.
Хоча, слід зазначити, що у 2010 р. відбулось уповільнення темпів випуску швейної продукції - обсяги виробництва у легкій промисловості в порівнянні з2009 р. скоротилися лише на 2,8 в.п. та склали 97,2%.
Призупинення складу виробництва стало наслідком зростання на 3−40%.
випуску по багатьох основних швейних текстильних товарів чоловічого та жіночого асортименту: пальта, костюми, курток теплих, піджаки, блузки.
Також було збільшено виробництво білизни постільної (у 8,8 раза) та майже всієї групи робочого одягу (у 2,1−3,1 раза). Зменшення спостерігалось у пошитті чоловічих та хлопчачих брюк і сорочок та товарів для жінок та дівчат — суконь, спідниць, блузок, жакетів та брюк.
За умови, що кожне друге підприємство легкої промисловості працює на давальницькій сировині, незмінно низькою залишається частка цього виду виробництва у структурі реалізованої продукції області. Як і в попередньому році, вона не досягає одного відсотка. Всього за 2010 р. швейними підприємствами області реалізовано продукції на 113,2 млн.грн.
Починаючи з січня 2011 р. на підприємствах легкої промисловості почалось щомісячне нарощування обсягу виробництва продукції. У січні-травні 2011 р. індекс промислової продукції галузі склав 108,0%. На підприємствах з виготовлення одягу з текстилю за січень-травень 2011 р. проти відповідного періоду 2010 р. у 2,1 раза зріс випуск чоловічих та хлопчачих піджаків, блейзерів, у 1,3 раза — сорочок та брюк і бриджів, на 23,1% - костюмів, на 6,9% - пальт, на півпальт, на 37,8% - жіночих та дівчачих блузок, тунік, батників, на 3,5% - спідниць. В той же час, на 16,1% знижено виробництво жіночих та дівчачих жакетів та блейзерів, на 15,6% - пальт, на півпальт, на 8,0% - суконь та сарафанів, на 4,7% - брюк і бриджів.
З початку 2011 р. з сировини замовника вироблено більшість товарів легкої промисловості. Це, зокрема, одяг чоловічий та хлопчачий: пальта, напівпальта, сорочки (100,0%), піджаки, блейзери (99,8%), брюки, бриджі (99,7%), костюми (99,6%); товари для жінок і дівчат: пальта, напівпальта, спідниці, жакети, блейзери, піджаки, джемпери (100,0%), блузки, туніки, батники (99,9%), брюки, бриджі (99,1%), сукні та сарафани (97,3%). [3,4,5].
Основний об'єм всього виготовленого одягу випускається масовим накладом великими швейними підприємствами. Нові моделі одягу для масового виробництва розробляються в Будинках моди або в екперементальних цехах художниками-модельєрами, які враховують естетичні вимоги сучасної моди. Мар-кетенгову цінність проектованих ними моделей, раціональність і економічність їх виробництва. Методика художнього проектування масового одягу повинна об'єднувати всі питання, що стосуються моди, формоутворення костюма, особливостей його будови і конструкції.
Практично в кожної жінки у гардеробі є така елегантна і гарна річ, як жакет. Ця деталь жіночого вбрання багато років не виходить з моди, і навряд чи коли вона морально застаріє. Зараз багато чисельні магазини одягу пропонують широкий вибір жакетів на будь-який смак. Так можна знайти короткі приталені жакети довгі, вільні, жакети на блискавках або на ґудзиках, з накладними кишенями і з гусарськими аксельбантами.
За весь час існування жіночих жакетів, вони багато раз удосконалювались, видозмінювались та доповнювались новими деталями. Зараз існує безліч різновидів жакетів, отже можна легко підібрати відповідний жакет практично під будь-яке вбрання. Жакети можуть носити усі представниці прекрасного половини людства незалежно від віку, фігури та переваги стиля одягу. Але в одному можна бути абсолютно впевненим: елегантний жакет зробить жінку чарівною і прекрасною.
Одяг повинен відповідати сучасному стилю і моді. Найбільш актуальним асортиментом в майбутньому 2013році є жіночий жакет. Отже, темою дипломного проекту є «Розробка технологічного процесу виготовлення жакету жіночого з вельвету та накладними кишенями в умовах індивідуального пошиву».
1. Вихідні данні для проектування потоку.
1.1 Ескізи моделей і їх технічний опис.
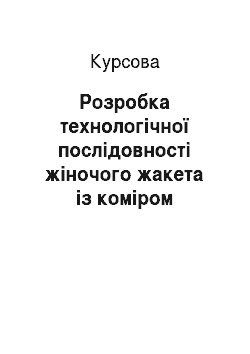
На технічному малюнку жіночого жакета зображено вид спереду і заду де чітко зазначені всі деталі і конструктивні лінії. Ескіз технічного малюнку жакета жіночого представлений на рисунку 1.
Рис. 1. Ескіз технічного малюнку жакета жіночого Жакет жіночий повсякденного призначення для молодшої вікової групи (18−29років) з костюмної тканини.
Виріб на пів прилеглого силуету довжиною до лінії стегон.
Пілочка з двома рельєфами від середини пройми до низу виробу та двома кишенями в складну рамку.
Спинка з середнім швом та двома рельєфами від лінії кокетки до низу виробу, також кокетка, яка складається з трьох частин.
Застібка — центральна, однобортова на 4 ґудзики і 4 обметальні петлі.
Комір — «стійка».
Виріз горловини — v-подібний.
Рукав — вшивний, двомовний, довгий зі шлицею на1 ґудзик.
Жакет жіночий на підкладці.
В якості оздоблення використано оздоблюючи строчки, які настрочені по рельєфах та кокетці спинки.
Рекомендовані розміри: 164−104−104.
Технологічну послідовність для одномодельного потоку представлено у формі таблиці 1.1.
Таблиця 1.1 — Технологічна послідовність обробки жакета жіночого з коміром «стійкою» та кишенями в складну рамку.
№ п/п. | Назва неподільної операції. | Спеціальність. | Розряд. | Затрата часу. | ТУ на виготовлення. | Обладнання і пристосування. | |
Запуск деталей. | |||||||
Прийняти і розібрати крій. | Р. | ____. | ____. | ||||
Перевірити деталі крою верху за лекалами. | Р. | ____. | Лекала верху. | ||||
Перевірити деталі крою підкладки за лекалами. | Р. | ____. | Лекала підкладки. | ||||
Перевірити деталі крою прикладу за лекалами. | Р. | ____. | Лекала прикладу. | ||||
Скомплектувати крій по пачках. | Р. | ____. | ____. | ||||
Вести журнал запуску. | Р. | ____. | Журнал запуску. | ||||
Обробка дрібних деталей (обробка стійки). | |||||||
Обшити зовнішню стійку внутрішною по відльоту і кінцям. | Н/А. | Ш. шва 0.7 см. | АМР-183 «Джукі». | ||||
Вивернути стійку на лицевий бік. | Р. | ____. | Кілочок. | ||||
Настрочити припуски шва обшивання зовнішньої стійки на внутрішню. | М. | ш. ш= 1 см. | DLU-5490−6. «Джукі». | ||||
Припрасувати стійку. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Настрочити фірмовий знак. | М. | ____. | DLU-5490−6. «Джукі». | ||||
Обробка спинки. | |||||||
Зшити частини кокетки. | М. | ш. ш = 1,5 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати шви зшивання в середину. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Зшити середній зріз спинки. | М. | ш. ш = 1,5 см. | DLU-5490−6. «Джукі». | ||||
Розпрасувати шов зшивання середнього зрізу. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Зшити бічні частини спинки з центральною частинами спинки. | М. | ш. ш = 1,5 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати шви зшивання в середину. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Запрасувати шов пришивання до низу. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Настрочити оздоблюючу строчку по швам зшивання бічних частин з центральними частинами. | М. | Ш.ш-0,5 см. | DLU-5490−6. «Джукі». | ||||
Намітити припуски на підгин низу. | Р. | _____. | Мило. | ||||
Запрасувати припуск на підгин низу. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Обробка пілочки. | |||||||
Зшити рельєфи бічних і центральних частин пілочки. | М. | ш. ш = 1,5 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати припуски шви зшивання. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Настрочити оздоблюючи строчку по рельєфах. | М. | Ш.ш-0,5 см. | DLU-5490−6. «Джукі». | ||||
Обшити борт пілочки з підбортом. | М. | ш. ш = 0,7 см. | DLU-5490−6. «Джукі». | ||||
Вивернути нижній і верхній кути підборта. | Р. | ____. | |||||
Прокласти оздоблюючи строчку. | М. | Ш.ш-0,5 см. | DLU-5490−6. «Джукі». | ||||
Припрасувати борт. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Запрасувати припуски на підгин низу пілочки. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Обробка прорізної кишені. | |||||||
Запрасувати нижній зріз підзора. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Настрочити підзор на нижню підкладку (стр. 1). | М. | Ш.ш-1 см. | DLU-5490−6. «Джукі». | ||||
Намітити місце розташування кишені. | Р. | _____. | Мило,. | ||||
Пришити верхню і нижню обшивку по намічених лініях і одночасно розрізати вхід в кишеню (стр. 2). | Н/А. | ш. ш = 1 см. | APW-LH-571. «Джукі». | ||||
Закріпити рамку кишені, та одночасно пришити підкладку з підзором в шов пришивання верхньої обшивки (стр. 3). | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Закріпити рамку кишені в шов пришивання нижньої обшивки (стр. 4). | М. | _____. | DLU-5490−6. «Джукі». | ||||
Пришити верхню підкладку до нижньої обшивки (стр. 5). | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Зшити бічні та нижні зрізи підкладки, та одночасно закріпити кутики кишені подвійною строчкою. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Припрасувати кишеню. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Обробка рукавів. | |||||||
Зшити ліктьові зрізи верхнього та нижнього рукавів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Розпрасувати ліктьові шви рукавів. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Зшити передні зрізи рукавів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Розпрасувати передні шви рукавів. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Припрасувати нижні зрізи рукавів. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Обробка підкладки. | |||||||
Намітити місце розташування виточок на підкладці пілочки. | Р. | Мило. | |||||
Зшити виточки на підкладці пілочки. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати виточки на підкладці пілочки. | Пр | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Намітити місце розташування виточок на підкладці спинки. | Р. | Мило. | |||||
Зшити виточки на підкладці спинки. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати виточки на підкладці спинки. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Застрочити припуск складки підкладки спинки в середньому шві. | М. | DLU-5490−6. «Джукі». | |||||
Запрасувати складку на спинці підкладки. | Пр | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Зшити бічну частину пілочки зі спинкою, вставляючи інструкцію і розмірну стрічку. | Пр | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Зшити передні зрізи рукавів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Зшити ліктьові зрізи підкладки рукавів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Зшити плечові зрізи підклаки. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Вшити рукава в пройму, пришивши клаптикитни для закріпл. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Випрасувати підкладку пальто в готовому вигляді запрасовуючи шви. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Монтаж виробу. | |||||||
Зшити плечові зрізи пілочки і спинки. | М. | Ш. ш. 1,5 см. | DLU-5490−6. «Джукі». | ||||
Розпрасувати припуски плечових швів. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Вшити внутрішню стійку в горловмну. | М. | ш. ш = 0,7 см. | DLU-5490−6. «Джукі». | ||||
Підрізати припуск швів вшивання стійки в заокруглених кінцях. | Р. | ______. | Ножниці. | ||||
Розпрасувати припуски шва вшивання стійки в горловину. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Розпрасувати припуски шва вшивання коміра в горловину і розкепи. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Уточнити підкладку по верху виробу. | Р. | _____. | |||||
Пришити підкладку до підбортів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Вшити зовнішню стійку в горловину підкладки. | М. | ш. ш = 0,7 см. | DLU-5490−6. «Джукі». | ||||
Зшити припуски шва вшивання стійки в точці уступу. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Настрочити припуски шва вшивання зовнішньої стійки на припуски шва внутрішньої стійки по горловині. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Припрасувати стійку. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Вшити рукав в пройму. | М. | ш.ш= 1 …1,5 см. | DLU-5490−6. «Джукі». | ||||
Запрасувати припуски шва вшивання рукава. | П. | t=1200с вологість-5%, час — 7с. | FB-105 СДР-420 «Наомота». | ||||
Пришити підкладку до припусків на обробку низу рукавів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Закріпити рукава на ліктьовій ділянці. | М. | DLU-5490−6. «Джукі». | |||||
Пришити підкладку до низу виробу. | М. | ш.ш= 1 …1,5 см. | DLU-5490−6. «Джукі». | ||||
Настрочити припуски підгину низу на припуски шва обшивання борта та рельєфних швів. | М. | ш. ш = 1 см. | DLU-5490−6. «Джукі». | ||||
Вивернути виріб на лицьовий бік через отвір у передньому шві підкладки лівого рукава. | Р. | ________. | _______. | ||||
Застрочити отвір в передньому шві підкладки лівого рукава. | М. | Ш, ш 0,2 см. | DLU-5490−6. «Джукі». | ||||
Заключне оздоблення. | |||||||
Намітити місця розташування петель на правій пілочці(4 шт.). | Р. | _____. | Мило, лекало. | ||||
Обметати петлі на правій пілочці(4 шт.). | Н/А. | _____. | 51 301″ Дюркоп-Адлер". | ||||
Намітити місця розташування ґудзиків на лівій пілочці. | Р. | _____. | Мило, лекало. | ||||
Пришити ґудзики до лівої пілочки. | Н/А. | _____. | МВ-375 Джукі. | ||||
Припрасувати виріб. | П. | _____. | 2365−4235. «Вайт». | ||||
Почистити виріб від виробничого сміття. | Р. | _____. | _______. | ||||
Всього по виробу. | |||||||
2. Вибір і характеристика типу потоку і способу закуска в потік.
Організаційно-технічний рівень діючого технологічного потоку безпосередньо впливає на ефективність виробництва. Потенціалом підвищення цього рівня є удосконалення форми організації потоку та його модернізація.
При виборі типу потоку був проведений аналіз існуючих організаційних форм потоків і вибрати найбільш оптимальний варіант.
При виборі типу потоку необхідно посилатись із можливості площі існуючого підприємства.
Вибір типу потоку залежить від потужності, асортименту виробів, типу підприємства (масове, серійне, індивідуальне).
— одно фасонні, багато фасонні, багатоасортиментні;
— секційні і несекційні;
— конвеєрні і не конвеєрні;
— потоки малих серій;
— агрегатно-групові потоки;
— агрегатні потоки.
При виборі способу запуску повинні враховуватись:
— тип потоку (агрегатний, агрегатно-груповий, конвеєрний, круговий);
— кількість моделей в потоці (одно модельний, багато модельний, багатоасортиментний);
— спосіб запуску моделей в потік (для багатомодельних та багатоасортиментних потоків: послідовний, циклічний, комбінований);
— організаційна форма роботи (з вільним ритмом, з суворим ритмом);
— спосіб переміщення напівфабрикатів у потоці (конвеєрний, не конвеєрний);
— спосіб живлення (поштучний або пачковий запуск);
— характер живлення (централізований або децентралізований запуск);
— потужність потоку (мала - до 30 чол, середня - 26-50 чол, велика — більше 50 чол);
— ступінь перервності (секційний, несекційний);
— приємність змін (зґємні, не зґемні);
— транспортні засоби (конвеєрна стрічка, підвісний ланцюговий транспортер, пересувні теліжки - контейнери, пересувні кронштейни, жолоби, скати та ін.).
Характеристику вибраного типу потоку представити у формі таблиці 2.1.
Таблиця 2.1-Характеристика вибраного типу потоку.
Секція. | Кіл-ть поточних ліній. | Потуж ність в зміну, од. | Організа ційна форма потоку. | Кількість моделей. | Спосіб запуску. | Спосіб передачі напівфабрикатів. | Величина транспортної партії. | |
Заготі. вельна. | АГП. | Циклічно-пачковий. | Безприводні. | Пачка 20 од. | ||||
Монтаж на. | Конвеєрний. | ПАЗ. | Конвеєр КМ. | 1 од. | ||||
Оздоблю вальна. | Агрегатний. | ПАЗ. | ПАЗ. | 1 од. | ||||
3. Попередній розрахунок потоку.
Технолоічний потік, що проектується, повинен відповідати таким загальним вимогам:
бути високопродуктивними:
розроблятися на базі використання прогресивного обладнання, технології обробки, методів праці з врахуванням рекомендацій науки та передового досвіду виробництва;
забезпечити ефективність виробництва завдяки раціональному використанню робочої сили, обладнання, використання праце витрат, які відповідають рівню новітніх технологій і типовій технічній документації;
забезпечувати шдвищення якості виробів;
відповідати умовам техніки безпеки і охорони праці;
задовольнити вимоги технічного завдання на проектування даного потоку.
Вихідним документом для розрахунку проектованого потоку є технічне завдання на проектування. В залежності від вихідних даних, згідно завдання на проектування, можливі два варіанти розрахунків.
При заданому випуску виробів за зміну визначається трудомісткість асортименту, що проектується, і кількість робочих.
При заданій кількості робочих випуск потоком за зміну визначається з урахуванням тривалості зміни, трудомісткості виготовлення виробу.
Якщо вдосконалення технологічного процесу здійснюється шляхом реконструкції або технічного переозброєння, при визначенні трудомісткості необхідно за основу приймати діючу трудомісткість, яка досягнута на підприємстві, і врахувати подальше підвищення продуктивності праці.
При розрахунках нового потоку необхідно орієнтуватися на діючі типові норми часу, які уточнені з врахуванням перспективного підвищення продуктивності праці.
При заданих розмірах виробничої площі, відведеної для потоку, кількість робочих необхідно визначати, виходячи з типових норм площі, яка припадає на кожного робочого виробництва, в залежності від прийнятої форми організації.
Попередній розрахунок багатомодельного потоку включає в себе: визначення основних параметрів, які необхідні для складання технологічної схеми розподілу праці:
розрахункового такту потоку;
основної умови узгодження з тактом потоку;
часу виконання організаційних операцій схеми розподілу праці;
допоміжної умови узгодження часу виконання організаційних операцій із швидкістю переміщення транспортера (для потоків з суворим ритмом);
загального випуску потоком за зміну і по кожній моделі;
довжини поточних ліній;
кількість робочих по секціях, групах для агрегатно — групових секційних потоків;
виробничої площі потоку.
Порядок виконання попереднього розрахунку потоку:
1. Визначення такту потоку;.
Такт потоку визначають по числу робітників чи випуску виробів в зміну по формулам:
або ,.
Де — тривалість зміни, с (дорівнює 28 800с);
— трудомісткість і - ої моделі, с;
— кількість виробів, що випускають за час ;
— кількість робочих потоку.
ф=3445ч75=46.
2. Визначення розрахункової кількості робітників чи випуску виробів в зміну (в залежності від вихідних даних).
Кр=Т:ф або Мзм=R: ф Мзм=28 800/46=626.
Крім того, в попередньому розрахунку потоку в залежності від кількості робітників, визначають кількість робітників в кожній секції (для секційного потоку).
3. Визначення довжини поточної лінії в агрегатних і конвеєрних потоках.
L л.п = Кр*Z*f.
L л.п =75*1,1*1,05=86,6.
Де: Z — крок робочого місця, м (1,1−1,3).
f-коефіцієнт, який показує кількість обладнання, припадаючого на одного працівника (1,05−1,15).
4. Визначення кількості поточних ліній.
nп.л.= lп.л.: (20−35).
nп.л.= lп.л.:86,6:20=4.
Де: (20−35) — допустимі розміри довжини поточної лінії.
5. Визначення допустимих відхилень часу організаційних операцій від такту (основні і додаткові умови узгодження часу операцій);
Величина допустимих відхилень залежить від типу потоку. Основні умови узгодження часу операцій для потоків з вільним ритмом складають:
Де: tо.о. — сума часу по неподільним операціям, які надходять в одну організаційну операцію, с;
с — цикл узгодження (для багатомодельних потоків);
с — кратність Основну умову узгодження (синхронізації) організаційних операцій визначають в залежності від вибраного типу потоку і способу запуску.
Для потоків з послідовно — асортиментним запуском (ПАЗ):
конвеєрних з жорстким ритмом роботи:
— для агрегатних потоків:
для агрегатно — групових потоків і потоків малих серій (колових):
де сума часу по неподільних операціях, які входять в одну організаційну операцію, с;
К — кратність операцій, тобто кількість робітників, які зайняті на виконанні однієї організаційної операції.
Для даного виробу було обрано для агрегатних потоків.
=0,9Ч46=41,4.
=1,1Ч46=50,6.
=0,9Ч46Ч2=83.
=1,1Ч46Ч2=103,4.
=0,9Ч46Ч3=124.
=1,1Ч46Ч3=152,8.
=0,9Ч46Ч4=165.
=1,1Ч46Ч4=202.
4. Складання технологічної схеми потоку.
Організаційно-технологічна схема розподілу праці в потоці для виготовлення швейного виробу визначає зміст організаційних операцій, складених згідно умови узгодження їх часу з тактом і особливостей вибраного типу потоку.
Порядок оформлення організаційно — технологічної схеми розподілу праці виконують у відповідності способу запуску моделей в потік.
З метою найбільш повного використання вартісного обладнання, перед комплектуванням організаційних операцій необхідно визначити орієнтовну кількість робочих по кожному виду обладнання. Поділивши час виконання операцій на обладнанні певного виду на величину такту, отримують орієнтовану кількість обладнання кожного типу і робочих відповідної спеціальності. Наприклад орієнтована кількість робочих і машин, що виконують роботи на спецмашині МО-2504 «Джукі» дорівнює:
де сумарний час виконання операцій на обладнанні певного типу.
Розрахунок необхідно вести по секціях, а при необхідності і по окремих вузлах.
Формування організаційно — технологічної схеми процесу починають з комплектування технологічних операцій в організаційні, враховуючи такі вимоги:
Ш рівність або кратність часу виконання організаційної операції такту потоку (комплектування операції згідно основної умови узгодження);
Ш дотримання технологічної послідовності обробки виробів (допускають повернення на попередні робочі місця, по вузлових, агрегатних потоках);
Ш об'єднання технологічних операцій в організаційні за принципом технологічної доцільності (ця вимога скорочує різні допоміжно — пересувні прийоми при виконанні операцій, приводить до зменшення виробничого циклу);
Ш однотипність організаційних операцій за спеціальністю (однотипність обладнання, засобів малої механізації, режимів обробки, які використовують при виконанні операції);
Ш можливість виконання роботи на пресових операціях одночасно на двох пресах;
Ш дотримання мінімальної кількості деталей в одного працівника;
Ш об'єднання технологічних операцій однакових або суміжних розрядів;
Ш мінімізація кількості виконавців;
При недотриманні деяких вимог вибирають компромісне рішення і доводять можливість його використання.
Після комплектування неподільних операцій в організаційні необхідно уточнити трудомісткість виготовлення виробів, тому що можливе скорочення часу за рахунок ліквідації окремих робочих прийомів при розробці потоку.
Підсумковими даними схеми є загальна кількість організаційних операцій, чисельність по окремих технологічних ділянках потоку і потоку в цілому. Організаційно — технологічну схему представляють в табличній формі (таблиця 4.1).
Таблиця 4.1 — Технологічна схема потоку при циклічному запуску.
№ п/п організаційних операцій. | № п/п неподільних операцій. | Назва неподільної операції. | Спеціальність. | Розряд. | Затрати часу, в сек. | К-ть робітн. | Норма виробітку. | Розцінка, копійок. | Обладнання. | ||
Розрахункове. | Фактичне. | ||||||||||
Прийняти і розібрати крій. | Р. | __. | |||||||||
Перевірити деталі крою верху за лекалами. | Р. | Лекала верху. | |||||||||
Перевірити деталікрою підкладки за лекалами. | Р. | Лекала підкладки. | |||||||||
Перевірити деталі крою прикладу за лекалами. | Р. | Лекала прикладу. | |||||||||
Всього. | р | 1,9. | 9,85. | ||||||||
Скомплектувати крій по пачках. | Р. | ____. | |||||||||
Вести журнал запуску. | Р. | Журнал запуску. | |||||||||
всього. | р | 1,5. | 4,11. | ||||||||
Обшити зовнішню стійку внутрішною по відльоту і кінцям. | Н/А. | АМР-183 «Джукі». | |||||||||
Настрочити припуски шва обшивання зовнішньої стійки на внутрішню. | М. | DLU-54 906 «Джукі». | |||||||||
Настрочити фірмовий знак. | М. | LU54906 «Джукі». | |||||||||
Зшити середній зріз спинки. | М. | DLU-5490−6 «Джукі». | |||||||||
всього. | М, Н/А. | 3,06. | 4,40. | ||||||||
Вивернути стійку на лицевий бік. | Р. | Кілочок. | |||||||||
Припрасувати стійку. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Зшити частини кокетки. | М. | DLU-5490−6. «Джукі». | |||||||||
Запрасувати шви зшивання в середину. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Розпрасувати шов зшивання середнього зрізу. | П. | СДР420Наомота. | |||||||||
всього. | Р, П. | 2,2. | |||||||||
Зшити бічні частини спинки з центральною частинами спинки. | М. | DLU-5490−6. «Джукі». | |||||||||
Настрочити оздоблюючу строчку по швам зшивання бічних частин з центральними частинами. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити рельєфи бічних і центральних частин пілочки. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 2,8. | 6,52. | ||||||||
Запрасувати шви зшивання в середину. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Запрасувати шов пришивання до низу. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Намітити припуски на підгин низу. | Р. | Мило. | |||||||||
Запрасувати припуск на підгин низу. | П. | FB-105 СДР-420 «Наомота». | |||||||||
всього. | П, Р. | 1,9. | 6,72. | ||||||||
Настрочити оздоблюючи строчку по рельєфах. | М. | DLU-5490−6. «Джукі». | |||||||||
Обшити борт пілочки з підбортом. | М. | DLU-54 906. «Джукі». | |||||||||
Прокласти оздоблюючи строчку. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 3,8. | 3,44. | ||||||||
Запрасувати припуски шви зшивання. | П. | FB105СДР-420 «Наомота». | |||||||||
Вивернути нижній і верхній кути підборта. | Р. | ||||||||||
Припрасувати борт. | П. | FB105 СДР-420 «Наомота». | |||||||||
Запрасувати припуски на підгин низу пілочки. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Запрасувати нижній зріз підзора. | П. | FB-105 СДР-420 «Наомота». | |||||||||
всього. | П, Р. | 1,8. | 7,10. | ||||||||
Настрочити підзор на нижню підкладку (стр. 1). | М. | DLU-5490−6. «Джукі». | |||||||||
Пришити верхню і нижню обшивку по намічених лініях і одночасно розрізати вхід в кишеню (стр. 2). | Н/А. | APW-LH-571. «Джукі». | |||||||||
всього. | Н/АМ. | 2,8. | 6,52. | ||||||||
Намітити місце розташування кишені. | Р. | Мило,. | |||||||||
Вивернути кишеню. | Р. | ||||||||||
Припрасувати кишеню. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Розпрасувати ліктьові шви рукавів. | П. | FB-105 СДР-420 «Наомота». | |||||||||
всього. | Р, П. | 6,30. | |||||||||
Закріпити рамку кишені, та одночасно пришити підкладку з підзором в шов пришивання верхньої обшивки (стр. 3). | М. | DLU-5490−6. «Джукі». | |||||||||
Закріпити рамку кишені в шов пришивання нижньої обшивки (стр. 4). | М. | DLU-5490−6. «Джукі». | |||||||||
Пришити верхню підкладку до нижньої обшивки (стр. 5). | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити бічні та нижні зрізи підкладки, та одночасно закріпити кутики кишені подвійною строчкою. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 1,8. | 6,90. | ||||||||
Зшити ліктьові зрізи верхнього та нижнього рукавів. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити передні зрізи рукавів. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 2,8. | 4,64. | ||||||||
Розпрасувати ліктьові шви рукавів. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Розпрасувати передні шви рукавів. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Припрасувати нижні зрізи рукавів. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Намітити місце розташування виточок на підкладці пілочки. | Р. | Мило. | |||||||||
Всього. | П, Р. | 2,9. | 4,47. | ||||||||
Зшити виточки на підкладці пілочки. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити виточки на підкладці спинки. | М. | DLU-5490−6. «Джукі». | |||||||||
Застрочити припуск складки підкладки спинки в середньому шві. | М. | DLU5490−6. «Джукі». | |||||||||
Зшити передні зрізи рукавів. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити ліктьові зрізи підкладки рукавів. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити плечові зрізи підкладки. | М. | DLU-5490−6. «Джукі». | |||||||||
Зшити бічну частину пілочки зі спинкою, вставляючи інструкцію і розмірну стрічку. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 3,05. | 4,32. | ||||||||
Запрасувати виточки на підкладці пілочки. | Пр | FB-105 СДР-420 «Наомота». | |||||||||
Намітити місце розташування виточок на підкладці спинки. | Р. | Мило. | |||||||||
Запрасувати виточки на підкладці спинки. | П. | FB-105 СДР-420 «Наомота. | |||||||||
Запрасувати складку на спинці підкладки. | Пр | FB-105 СДР-420 «Наомота». | |||||||||
Випрасувати підкладку пальто в готовому вигляді запрасовуючи шви. | П. | FB-105 СДР-420 «Наомота». | |||||||||
всього. | Пр, П, Р. | 2,6. | 198,6. | 4,17. | |||||||
Зшити плечові зрізи пілочки і спинки. | М. | DLU-5490−6. «Джукі». | |||||||||
Вшити внутрішню стійку в горловмину. | М. | DLU-5490−6. «Джукі». | |||||||||
Пришити підкладку до підбортів. | М. | DLU-5490−6. «Джукі». | |||||||||
Вшити зовнішню стійку в горловину підкладки. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 3,1. | 198,6. | 4,17. | |||||||
Розпрасувати припуски плечових швів. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Розпрасувати припуски шва вшивання стійки в горловину. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Розпрасувати припуски шва вшивання стійки в горловину і розкепи. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Припрасувати стійку. | П. | FB-105 СДР-420 «Наомота». | |||||||||
всього. | П. | 6,36. | |||||||||
Підрізати припуск швів вшивання стійки в заокруглених кінцях. | Р. | Ножниці. | |||||||||
Уточнити підкладку по верху виробу. | Р. | __. | |||||||||
Пришити підкладку до підбортів. | М. | DLU-5490−6. «Джукі». | |||||||||
Вшити зовнішню стійку в горловину підкладки. | М. | DLU-5490−6. «Джукі». | |||||||||
Запрасувати припуски шва вшивання рукава. | П. | FB-105 СДР-420 «Наомота». | |||||||||
Вивернути виріб на лицьовий бік через отвір у передньому шві підкладки лівого рукава. | Р. | ||||||||||
всього. | Р, П. | 4,2. | 3,10. | ||||||||
Зшити припуски шва вшивання стійки в точці уступу. | М. | DLU-5490−6. «Джукі». | |||||||||
Настрочити припуски шва вшивання зовнішньої стійки на припуски шва внутрішньої стійки по горловині. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 1,8. | 7,09. | ||||||||
Вшити рукав в пройму. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 3,4. | 5,31. | ||||||||
Пришити підкладку до припусків на обробку низу рукавів. | М. | DLU-5490−6. «Джукі». | |||||||||
Закріпити рукава на ліктьовій ділянці. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 2,1. | 6,04. | ||||||||
Пришити підкладку до низу виробу. | М. | DLU-5490−6. «Джукі». | |||||||||
Настрочити припуски підгину низу на припуски шва обшивання борта та рельєфних швів. | М. | DLU-5490−6. «Джукі». | |||||||||
всього. | М. | 4,2. | 147,6. | 4,35. | |||||||
Застрочити отвір в передньому шві підкладки лівого рукава. | М. | DLU-5490−6. «Джукі». | |||||||||
Обметати петлі на правій пілочці(4 шт.). | Н/А. | 51 301″ Дюркоп-Адлер". | |||||||||
Пришити ґудзики до лівої пілочки. | Н/А. | МВ-375 Джукі. | |||||||||
всього. | Н/А, М. | 3,2. | 4,03. | ||||||||
Намітити місця розташування петель на правій пілочці(4 шт.). | Р. | Мило, лекало. | |||||||||
Намітити місця розташування ґудзиків на лівій пілочці. | Р. | Мило, лекало. | |||||||||
Почистити виріб від виробничого сміття. | Р. | ||||||||||
всього. | Р. | 2,7. | 230,4. | 4,48. | |||||||
Припрасувати виріб. | П. | 2365−4235. «Вайт». | |||||||||
всього. | П. | 68,5. | 5,05. | ||||||||
всього. | 135,4 6. | ||||||||||
5. Аналіз технологічної схеми потоку.
Аналіз організаційно — технологічної схеми процесу виконують з метою оцінки кількості організаційно — технічних рішень при розподілі праці по виготовленню виробів між працівниками швейного потоку.
Аналіз виконують за наступними характеристиками:
склад організаційних операцій — відповідність їх змісту умовам вибраного типу потоку;
відповідність структури потоку технологічній послідовності потоку технологічній послідовності обробки виробів;
відповідність їх змісту вимогам щодо комплектування;
завантаження в цілому і по окремих технологічних ділянках.
За допомогою коефіцієнта завантаження потоку визначають завантаження секцій або потоку в цілому:
Де — уточнена трудомісткість виготовлення виробу, с;
фактична кількість робітників.
Надалі перевіряють відповідність часу виконання організаційних операцій умовам узгодження, використовуючи для цього графік синхронності, який представлено в (додатку Т1). Для багато модельних потоків з ПАЗ побудову графіка синхронності виконують на кожну модель окремо, а для потоку з циклічним запуском — по середньому часу циклу.
Склад організаційних операцій по використанню кваліфікації робочих потоку.
Розряд організаційних операцій. | Кількість. | ||||
однакових. | суміжних. | різних. | всього. | ||
I. | ___. | ___. | ___. | ___. | |
II. | ___. | ___. | ___. | ___. | |
III. | ___. | ||||
IV. | ___. | ___. | |||
V. | ___. | ___. | ___. | ___. | |
Аналіз структури технологічного потоку, визначення маршруту напівфабрикату по робочим місцям, а також відповідність структури потоку технологічній послідовності виготовлення виробів виконують після побудови монтажного графіка потоку.
За даними організаційно-технологічної схеми розподілу праці складають зведену таблицю технологічного обладнання і робочих місць потоку, представлено в таблиці.
Зведена таблиця обладнання потоку.
№п/п. | Найменування і марка обладнання. | Кількість обладнання, од Встановленого в потоці. | всього. | ||
основного. | резервного. | ||||
APW-LH-571 «Джукі». | |||||
DLU-5490−6 «Джукі». | |||||
FB-105 СДР-420 «Наомота». | |||||
51 301Дюркоп-Адлер". | |||||
МВ-375 Джукі. | |||||
Стіл для ручних робіт. | |||||
2365−4235 «Вайт». | |||||
Кількість робочих місць і коефіцієнт (), який показує середню кількість робочих місць, що приходиться на одного робітника, проставляють в таблиці 3.3 як підсумкові значення.
Коефіцієнт розраховують за формулою:
Де — кількість робочих місць потоку;
фактична кількість робітників потоку.
Для визначення техніко — економічних показників потоку та встановлення рівня кваліфікації робітників складають зведення робочої сили потоку яку представляють в табличній формі (табл.5.3.).
Для потоку з послідовно — асортиментним способом запуску зведення робочої сили складають для кожної моделі окремо, для потоку з циклічним способом запуску — на усереднену модель.
6. ТЕП потоку.
Розрахунок техніко-економічних показників потоку виконують на основі показників робочої сили.
1. Трудомісткість виробу, сек.
T=3445.
2. Потужність потоку виражають в од./зм.
М=Rчф або R=Tчф.
M=28 800/46=626.
3. Продуктивність праці, кількість одиниць на одного робітника в зміну ПТ=МчК ПТ=626/75=8,3.
4. Коефіцієнт завантаження потоку Кз=3445/(46Ч75)=1,001.
5. Середній тарифний розряд.
ас р=25ч73,1=0,34.
6. Середній тарифний коефіцієнт.
ср=58,45ч73,1=0,80.
7. Коефіцієнт механізації потоку показує ступінь охвачення робітників механізованою працею і розраховується за формулою:
Кмех=ТмехчТ Кмех=38ч3445=0,011.
8. Коефіцієнт використання обладнання Кн.о.=38/17=2,23.
9. Знімання продукції з квадратного метра площі.
Зкв.м.=М/F F=Кр*S.
Зкв.м.=33/375=0,88 F=5*75=375.
Висновки.
жіночий жакет ескіз В процесі виконання курсової роботи на тему «Розробка технологічної послідовності жіночого жакета із коміром „стійкою“ з прорізними кришеннями в складну рамку».
В першому етапі було охарактеризовано вибір моделі, теми сезону за даними сучасного напрямку моди, сформовані вимоги до проектування жіночого жакету. Також виконано технологічна послідовність обробки жакета.
Наступним етапом є: попередній розрахунок потоку, кількість робітників, визначення довжини поточної лінії в агрегатних і конвеєрних потоках та визначення кількості поточних ліній.
Найбільш важливим етапом вважається розробка Завершаючим етапом є розпланування потоку на підприємстві, розмічення робочих місць потоку.
Список використаних літературних джерел.
1 Легка промисловість". Науково — виробничий журнал. — Київ, 4?2010.
2. «Легка промисловість». Науково — виробничий журнал. — Київ, 1?2011.
3. «Легка промисловість». Науково — виробничий журнал. — Київ, 4?2011.
4. «Легка промисловість». Науково — виробничий журнал. — Київ, 1?2012.
5. конспект з конструювання.
6. http://moda.ru.
7. http://refs.ua.
8. Адамова Н. А., Авсеев Е. Г. Организация поточного производства в швейного промышленности. — К.: Техника, 1986.
9. Железняков А. С., Железнякова Т. А., Елтышева Ю. В. Разработка системы автоматизированного управления подготовительным, производством швейного предприятия.-Швейная промышленность, 1991, № 3.
10. Цугачевская С. М., Яцишина Л. К. САПР подготовительно-раскройного производства. — К.: Техника, 1992.
11. Скирута М. А., Комиссаров О. Ю. Системное проектирование технологических потоков в легкой промышленности. — К.: Техника. 1989.
12. Испирян Г. И., Рожок В. Д. Математические методы и модели в планировании и управлении в легкой промышленности. — Киев, 1987.