Складання вузлів з підшипниками ковзання
Вкладиші складують у гнізда і фіксують від переміщення шпорами чи вусами, що входять у відповідні поглиблення гнізд з'єднуваної деталі. Натяг створюється гайками при складанні підшипника. При цьому на стику вкладишів не повинно бути зазору (інакше буде чи зазор, чи натяг). Після припасування гнізд пришабрують поверхні ковзання вкладишів до шийок з'єднуваного вала. Перевірка — на фарбу, плями… Читати ще >
Складання вузлів з підшипниками ковзання (реферат, курсова, диплом, контрольна)
Тема Складання вузлів з підшипниками ковзання
Основними показниками якості монтажу валів є:
1) легкість обертання вала у підшипниках;
2) відсутність вібрації при обертанні;
3) радіальне та осьове биття, що не перевищує встановленої межі;
4) точність положення вала відносно основних баз корпусу, в якому змонтований вал;
5) забезпечення сталої температури підшипника при нормальному навантаженні не вище 60 °C.
Безпосередньо до складених підшипників ковзання висуваються такі вимоги:
1) щільність прилягання втулки чи вкладиша по всій поверхні отвору корпусу;
2) граничний зазор між заплечиками вкладиша і торцевого поверхнею корпусу і кришки до 0,05 мм;
3) відповідність величини зазору між поверхнями ковзання вала і отвору підшипника встановленим межам;
4) радіуси переходів в плечиках вала повинні бути меншими відповідних радіусів заокруглень в підшипниках для запобігання заклинюванню.
Забезпечення більшості перелічених вимог залежить від величини зазору між валом і підшипником, тобто треба забезпечити точність розмірів і форми з'єднуваних поверхонь вала і підшипника.
Точність вала забезпечується, як правило, при його виготовленні, а точність розмірів і форми отвору підшипника — при складанні.
Підшипники ковзання поділяють на суцільні (втулки) і розрізні (вкладиші). Останні, в свою чергу, поділяються на товстостінні (S/D = 0,065?0,095) і тонкостінні (S/D = 0,025?0,045).
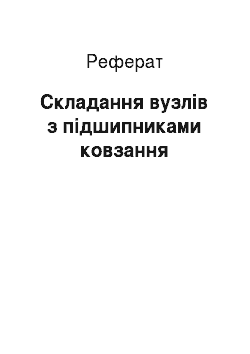
Втулки запресовують у корпус з гарантованим натягом за 7, 8, і 9 квалітетом точності ударами, на пресах і з охолодженням із застосуванням пристроїв (рис. 1). Іноді втулки встановлюються на клею. На з'єднуваних деталях повинні бути фаски.
Рис. 1. Схеми пристосувань для запресовування втулок Якщо втулки мають бурти, то при виготовленні вони повинні бути підрізані з базою на з'єднувану поверхню для забезпечення перпендикулярності.
Після закріплення втулок просвердлюють отвори для змащування і потім внутрішню поверхню втулки піддають тонкому розточуванню, розвертанню, калібруванню зміцнюючими оправками чи шариками, а також розкатуванню.
Співвісно розташовані втулки після запресовування розточують за одне встановлення чи розвертають подовженою або насадною розверткою.
При контролі перевіряють діаметр і форму внутрішніх поверхонь, співвісність втулок і щільність прилягання буртів (калібри і щуп).
Співвісність підшипників під багатоопорні вали перевіряють контрольними оправками, на великогабаритних вузлах застосовують струну, коліматор, телескоп, а також промінь квантового генератора.
Вкладиші (товстостінні) (у одиничному і дрібносерійному виробництві) спочатку припасовують до гнізд корпусної деталі з невеликим натягом (20−60 мкм), або по посадці з найменшим зазором (Н). Від зміщення їх фіксують установчими штифтами. Прилягання повинно бути рівномірним (перевірка по фарбі), інакше погіршиться тепловіддача підшипник — корпус.
Після припасування гнізд пришабрують поверхні ковзання вкладишів до шийок з'єднуваного вала. Перевірка — на фарбу, плями повинні покривати 75−85% поверхні, при цьому при складанні підшипників стики кришок з корпусом і стики вкладишів повинні прилягати без зазорів.
При складанні відповідальних підшипників якість припасування перевіряють по блиску на поверхнях вкладишів після затягування підшипника і обертання вала на два-три оберти. Остаточне припасування вкладишів проводять з кришками підшипників. Гайки підшипника затягують динамометричним ключем, і вал прокручують на два-три оберти. Потім ці гайки послаблюють, затягують гайки наступного підшипника, і вал знову прокручують і т.д. Далі всі підшипники розкривають і остаточно пришабрують верхні та нижні вкладиші. Операцію повторюють декілька разів, до тих пір, поки не буде досягнуто потрібної якості прилягання.
Радіальні зазори визначають прокручуванням вала з каліброваними латунними пластинками між шийкою вала і верхнім вкладишем. В підшипниках великих розмірів при значних зазорах застосовують свинцеві дротики, по деформації яких роблять висновок про зазор. В деяких конструкціях підшипників для регулювання зазору передбачені комплекти прокладок товщиною 0,05−0,08 мм.
Осьові зазори перевіряють щупом або індикатором при граничних зміщеннях вала. Звичайно осьові зазори складають 01−8 мм.
Вкладиші (товстостінні) у великосерійному та масовому виробництві повинні бути взаємозамінними, складатися без припасувальних робіт у такому порядку:
— укладання нижніх вкладишів;
— змащування їх поверхонь ковзання;
— укладання вала;
— встановлення верхніх вкладишів і кришок з постановкою необхідної кількості прокладок (чи без них);
— попереднє та остаточне затягування гайок динамометричним чи граничним ключами;
— перевірка легкості обертання;
— шплінтування гайок;
— контроль.
Вкладиші (тонкостінні) — біметалеві стрічки,? 1−2,5 мм, антифрикційний сплав 0,4−0,9 мм (в автотракторних двигунах), взаємозамінні, посадочна поверхня — за 7-м квалітетом, конусоподібність та овальність — не більше 0,01…0,015 мм на 100 мм діаметра. Правильність форми вкладишів перевіряють по фарбі в спеціальному пристрої під стандартним навантаженням, середня частина вкладишів повинна бути зафарбована на 90%, а решта — на 76−80%.
Вкладиші складують у гнізда і фіксують від переміщення шпорами чи вусами, що входять у відповідні поглиблення гнізд з'єднуваної деталі. Натяг створюється гайками при складанні підшипника. При цьому на стику вкладишів не повинно бути зазору (інакше буде чи зазор, чи натяг).
вал підшипник запресовування втулка
Використана література
1. Воробьёв Л. Н. Технология машиностроения и ремонта машин. — М: Высшая школа, 1981. — 334 с.
2. Новиков М. П. Основы технологии сборки машин и механизмов. — М. М., 1969. — 651 с.
3. Основы технологии машиностроения / Под ред. В. С. Корсакова — М.М., 1977. — 416 с.
4. Проектирование технологи / Под ред. Ю. М. Соломенцева. — М.М., 1990 — 416 с.
5. Руденко П. А. Раздел 3. Технология изготовления машин: Конспект лекцій. Чернишов, 1986. — 159 с.
6. Справочник технолога-машиностроителя / Под ред А. Г. Косиловой и Р. К. Мещерякова. Т. 2. — М. М., 1986. — 496 с.
7. Технология машиностроения (специальная часть) / Гусев А. А., Ковальчук Е. О., Колосов И. М. и др. — М.М., 1986. — 480 с.