Технологія прогартування коксу в трубчатій печі
Широке застосування трубчастих печей, що обертаються пояснюється низькою чуттєвістю до розмірів частинок оброблюваної сировини, можливістю нагріву матеріалу без контакту з теплоносієм, хоча витрата палива в них на одиницю готового продукту зазвичай вище, ніж в шахтних і багатокамерних печах з псевдо розрідженим шаром. Наблизити питомі витрати палива до витрат шахтної печі можна за рахунок… Читати ще >
Технологія прогартування коксу в трубчатій печі (реферат, курсова, диплом, контрольна)
ЗАВДАННЯ Розробити проект автоматизованої системи керування прогартування коксу в трубчатій печі. Описати технічний процес прогартування, як об'єкт автоматизації. Розглянути рівень автоматизації на аналогічних об’эктах. Розробити ФСА для трубчатої печі.
РЕФЕРАТ Курсовий проект виконується з метою отримання знань і придбання навичок з технології прогартування коксу в трубчатій печі. Визначити системи контролю і управління процесу прогартування.
ТРУБЧАСТА ПІЧ, ЩО ОБЕРТАЄТЬСЯ, СИСТЕМА АВТОМАТИЧНОГО РЕГУЛЮВАННЯ, ТЕХНОЛОГІЧНИЙ ПРОЦЕС, ФУНКЦІОНАЛЬНА СХЕМА АВТОМАТИЗАЦІЇ, УПРАВЛІННЯ, ДАТЧИК, ВИКОНАВЦИЙ МЕХАНІЗМ
ЗМІСТ ВСТУП
1. ТРУБЧАТА ПІЧ І АЛГОРИТМ ЇЇ РОБОТИ
1.1 Основні характеристики печі
1.2 Опис алгоритму роботи
2. ПРОЦЕС ПРОГАРТУВАННЯ КОКСУ В ТРУБЧАТІЙ ПЕЧІ
3. МЕТРОЛОГІЧНЕ ЗАБЕЗПЕЧЕННЯ АСУ ТП
3.1 Перелік інформаційних функцій в СА
3.2 Технічні засоби автоматизації, розміщені на ділянці прогартування коксу
4. УПРАВЛІННЯ РОБОТОЮ ТРУБЧАТОЇ ПЕЧІ
4.1Контур регулювання температури
4.2 Контур регулювання тиску
4.3 Контур регулювання пороцесом горіння
4.4 Контур контролю ваги коксу на виході з печі
5. ВИБІР ТА ПРОЕКТНЕ КОМПОНУВАННЯ КОНТРОЛЕРА ВИСНОВОК ЛІТЕРАТУРА
ВСТУП Трубчасті печі, що обертаються широко поширені на самих різних підприємствах у всіх промислово розвинених країнах світу. Найбільш широке технологічне застосування цей вид устаткування отримав в кольоровій металургії. У цій галузі трубчасті печі, що обертаються застосовують для спікання бокситової і нефелиновой пульп, прожарювання гідрату окису алюмінію, випалу бокситової руди, вилуговування спека, а також в якості реакційних агрегатів в виробництві фторалюмінію і для інших цілей.
У назві печі зазвичай відображено назву реалізованого в ній технологічного процесу. Так, наприклад, розрізняють Вальц-печі, застосовувані для вальцювання кеків цинкового виробництва, печі для спікання бокситів, випалу матеріалів, що містять ртуть, а також печі для сушіння різних проміжних продуктів металургійного виробництва.
В інших галузях промисловості (хімія, чорна металургія, будівельні та вогнетривкі матеріали тощо) печі, що обертаються — один з основних видів пічного обладнання у великомасштабних виробництвах для термічних обробок сипучих, рідше кускових, матеріалів. Якщо виробництво перших печей в 1932 р. — році випуску першого вітчизняного алюмінію — Становила 6−9 т / год, то в даний час продуктивність окремих екземплярів печей становить близько 100 т / год по клінкеру та іншим матеріалам.
Широке застосування трубчастих печей, що обертаються пояснюється низькою чуттєвістю до розмірів частинок оброблюваної сировини, можливістю нагріву матеріалу без контакту з теплоносієм, хоча витрата палива в них на одиницю готового продукту зазвичай вище, ніж в шахтних і багатокамерних печах з псевдо розрідженим шаром. Наблизити питомі витрати палива до витрат шахтної печі можна за рахунок зниження температури відпрацьованих димових газів, що досягається подовженням корпусу печі і установкою в ньому пристроїв для інтенсифікації теплообміну в зоні помірних температур, а також поверненням в піч тепла вивантаженого обробленого матеріалу з повітрям, що подається на спалювання палива. З метою підвищення теплового ККД печі поряд з розробкою нових вбудованих теплообмінних пристроїв в останні роки велика увага в побудові печей приділяється виносним запічним теплообмінникам для утилізації тепла відхідних димових газів і підігріву що завантажується в піч сировини. Чутливі до гранулометричного складу матеріалу виносні теплообмінники значно ускладнюють доведення і обслуговування пічних установок, тому вони широко поширені поки в основному при випалюванні будівельних матеріалів (цементу, вапняку), тобто у великомасштабних виробництвах, в яких виправдані значні роботи по налагодженню за такими теплообмінниками. У цих виробництвах виправдане також удосконалення у вигляді додаткової подачі палива в один з виносних теплообмінників (для збільшення ступеня попереднього випалу сировини). Таке рішення дозволяє значно підняти продуктивність пічної установки. Роль трубчастої печі, що обертається в цьому випадку зводиться до виконання функцій пристрою для генерування високотемпературних димових газів і витримки оброблюваного матеріалу при високій температурі.
1. ТРУБЧАТА ПІЧ І АЛГОРИТМ ЇЇ РОБОТИ
1.1 Основні характеристики печі
Зазвичай трубчастими печами, що обертаються називають агрегати безперервної дії з робочим простором у вигляді порожнього циліндра.
У конструктивному відношенні печі, що обертаються відрізняються, в основному, тільки розмірами і пристроєм систем завантаження і вивантаження матеріалів.
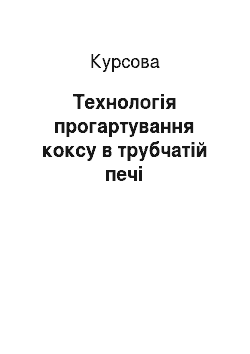
Загальний вигляд трубчастої печі, що обертається показаний на рис. 1.1.
Рис. 1.1. Трубчаста обертова піч: 1, 15 — верхня і нижня головки печі; 2 — завантажувальний пристрій; 3 — ущільнення; 4 — ланцюгова завіса; 5 — опорний ролик; 6 — підшипник; 7 — барабан; 8 — завзятий ролик; 9 — бандаж; 10, 11 — зубчаста передача; 12 редуктор; 13 — двигун; 14 — наполегливе пристрій; 16 — форсунка Металевий барабан, футерований вогнетривкою цеглою, встановлюють під невеликим кутом до горизонту на опорні ролики. Нерідко діаметр барабана роблять змінним по довжині. Барабан приводять в обертання (1−2 об / хв.) електродвигуном через редуктор і відкриту зубчасту передачу. Шихту завантажують з боку головки. Суху шихту подають механічними живильниками, а шихту у вигляді пульпи — наливом або через форсунки.
Паливо (10 — 30% від маси шихти) вводять через горілки (форсунки), поміщені в гарячій голівці. Тут же вивантажують готовий продукт, що направляється в холодильник. Гази з трубчастої печі, що обертається очищають від пилу. Для поліпшення умов теплопередачі до печі вбудовують різні теплообмінні пристрої - полки, ланцюгові завіси, насадки і т.д. З цією ж метою в ряді випадків футеровку печей виконують складної форми. Основні розміри печі, що обертається варіюються в значних межах: довжина від 50 до 230 м, а діаметр від 3 до 7,5 м. Продуктивність досягає 150 т / год (готового продукту). Спостерігається тенденція до з'єднання печі з різними теплообмінними апаратами, що дозволяє при підвищенні техніко-економічних показників роботи печей зменшувати їх розміри. Трубчаста піч, що обертається складається з наступних основних вузлів: циліндричного сталевого барабану, футерованого зсередини вогнетривкою цеглою, опорних пристроїв, приводу, головок — топкової (гарячої) і газовідвідної (холодної) і перевантажувального пристрою.
Барабан печі зварений із сталевих царг; з допомогою бандажів він спирається на опорні ролики. Число опор залежить від довжини барабана; при довжині барабана 40−45м воно не перевищує трьох. Бандажі виготовлені у вигляді кілець із спеціальної твердої литої сталі. Крайні бандажі, за рахунок температурних змін довжини барабана, змінюють положення щодо опорних роликів, середній же знаходиться між контрольними роликами, що обмежують його переміщення в нейтральному перетині барабана. Венцова шестерня кріпиться до барабана плоскими сталевими пластинами, встановленими по дотичній до нього. Вона закрита сталевим кожухом, що оберігає її від потрапляння сторонніх предметів і бруду. Щоб похило розташований барабан печі не міг зміститися по роликам на величину, більшу встановленої, опорні ролики змонтовані так, що їх робоча циліндрична поверхня знаходиться під не великим кутом до робочої поверхні бандажа. Щоб уникнути сходу барабана з опорних роликів у разі поломки осі контрольного ролика, по обидві сторони верхнього бандажа встановлені нерухомі упори. Для підвищення поперечної жорсткості барабана між бандажами змонтовані кільця жорсткості з радіальними зазорами між корпусом і кільцем.
В даний час найбільшого поширення набули трубчасті печі, що обертаються з барабанними холодильниками. Технічна характеристика печі: довжина 45 м, діаметр 3,0 м, кут нахилу 2,5 °, число оборотів в хвилину 1,5−2,0, продуктивність по прогартованому матеріалу 10−12 т / год, час перебування матеріалу в печі 60 -80 хв., питома витрата умовного палива 40−50 кг / т. Технічна характеристика холодильника: довжина 30 м, діаметр 2,5−3,0 м, кут нахилу 2,5−3,5 °, число оборотів в хвилину 2,5−4,0.
1.2 Опис алгоритму роботи Кокс по всій довжині барабана печі розподіляється рівним шаром; в поперечному перерізі він має форму сегмента. Рух матеріалу в печі відбувається за рахунок нахилу барабана в горизонтальній площині. Швидкість руху матеріалу і продуктивність печі прямо пропорційні її діаметра, числу обертів і куту нахилу. Нагрівання коксу здійснюється за принципом протитечії, тобто кокс і нагріті гази рухаються назустріч один одному.
Час перебування матеріалу в печі повинно бути достатнім для видалення вологи, летких і закінчення фізико-хімічних перетворень в прогартовуваному коксі. Воно залежить від таких факторів, як діаметр і довжина печі, число обертів барабана, кут нахилу барабана і коефіцієнт тертя матеріалу про футеровку. Причому діаметр, довжина і кут нахилу, завжди постійні. Незначно в процесі експлуатації змінюються число обертів барабана і коефіцієнт тертя матеріалу. При сталості основних параметрів процесу прогартування час перебування коксу в печі змінюється незначно.
Іншим фактором, що істотно впливає на продуктивність, є коефіцієнт заповнення печі. Коефіцієнтом заповнення називається відношення площі поперечного перерізу потоку матеріалу до всієї площі перетину барабана печі. Для печей з діаметром барабана 3,0 м коефіцієнт заповнення становить 6−8%. Змінюючи завантаження барабана коксом, можна продуктивність печі регулювати в широких межах. Однак в заводських умовах продуктивність печі прагнуть підтримувати постійною.
Нагрівання коксу здійснюється в основному променистою енергією палаючого факела, а також при безпосередньому контакті розпечених топкових газів з коксом (тобто конвекцією). Має місце також променистий теплообмін між матеріалом і розігрітій футерівкою печі. Значна кількість тепла виділяється за рахунок горіння летких і самого прожарюємо матеріалу.
Повне згоряння палива досягається при достатній кількості кисню повітря, хорошому перемішуванні з повітрям і достатньому обсязі топкового простору при температурі не нижче 1000 ° С. Вуглець палива, з'єднуючись з киснем, утворює вуглекислий газ СО2, а водень — водяні пари Н2О. Обертові печі працюють на газоподібному або рідкому паливі. У якості рідкого палива використовується мазут (ГОСТ 10 585−75).
Для кожного типу печей підбирають оптимальну величину заповнення барабана, щоб кокс при русі в зоні прогартування максимально піддавався опроміненню від палаючого факела і контактував з розпеченими газами. При заповненні барабана вище оптимального погіршуються умови теплообміну коксу з топковим газами, і частина матеріалу в середині потоку не стикається ні з футеровкою печі, ні з розпеченими газами, тобто не нагрівається ні випромінюванням, ні конвекцією. У цьому випадку фізико-хімічні процеси в коксі не встигають закінчитися. При заниженому коефіцієнті заповнення теплова енергія топкових газів буде використовуватися недостатньо повно.
У заводській практиці для характеристики температурного режиму роботи обертової печі прийнято умовно ділити її довжину на такі зони (починаючи з холодного кінця печі):
1. зона підсушування і нагрівання;
2. зона прогартування;
3. зона охолодження.
Зона підсушування та нагрівання. Кокс, що надходить у холодний кінець печі, містить від 3 до 15% вологи і від 1 до 10% летких речовин. У результаті безперервного перемішування і контакту з газами, що відходять, нагрітими до 400−500 ° С, волога і леткі речовини інтенсивно видаляються. У міру просування коксу в зону більш високих температур газовиділення стає більш інтенсивним. На відстані 10−15м від холодного кінця печі летючі загоряються; температура коксу в районі кінця факела форсунки підвищується до 1200 ° С. Тут умовно кінчається зона підсушування та підігріву і починається зона прогартування. Довжина зони підсушування та підігріву 25−30 м.
Зона прогартування — область найвищих температур (до 1400 ° С); довжина зони 5−10м. Газовиділення і горіння летких в цій зоні практично припиняється, в коксі закінчуються всі основні фізико-хімічні перетворення, розпечений кокс набуває сліпуче білий колір.
Особливо чітко ця зона проглядається при прогартовуванні пекового коксу з мінімальним вмістом летких.
Зона охолодження знаходиться між факелом і гарячим кінцем печі. Довжина зони охолодження визначається конструкцією фурменого пристрої і становить 1,5−2,0 м. Через відсутність підігріву і в результаті підсосів повітря з холодильника температура тут знижується до 1100−1000 ° С. Колір коксу в цій зоні стає більш темним, з вишневим відтінком.
Для більш надійного управління процесом прожарювання число регульованих параметрів зводиться до мінімуму. Завантаження печі і число обертів барабану прагнуть підтримувати постійними і як регулюючих параметрів не використовувати, оскільки коливання завантаження шкідливо відбиваються як на якості прогартованого коксу, так і на стійкості футеровки. Регулювання процесу прогартування зводиться до підтримки заданої температури, оптимальної довжини зони прогартування та її положення в печі шляхом зміни кількості палива, кисню повітря і розрідження в печі. При зміні одного з регульованих параметрів необхідно вжити заходів до відповідних змін та інших параметрів.
Важливу роль в контролі процесу прогартування має також візуальне спостереження. Якщо, наприклад, колір полум’я факела яскравий, солом’яно-жовтий, а з труби йде сірий димок (за відсутності камери для спалювання летучих і котла-утилізатора), то це означає, що є надлишок кисню повітря, паливо згоряє повністю, а можливо загорілися і леткі речовини в холодному кінці печі або в газоході. Якщо колір полум’я факела темно-червоний з димними смугами, а з труби йде чорний дим, то відбувається неповне згоряння палива через нестачу кисню, і частки вуглецю у вигляді сажі надають полум’я червонуватий відтінок з димними смугами. Коротке полум’я факела мазутної пальника вказує на недостатню кількість і тиск пари, що подається на розпилення мазуту.
Якщо візуальне спостереження показало, що температура в зоні охолодження підвищилася і майже не відрізняється від температури в зоні прогартування, значить, зона прогартування через низьке розрідження перемістилася у бік гарячого кінця печі. Червонуватий відтінок факела з димними смугами і сірий, а не чорний дим з труби вказують на надлишок вторинного повітря, що надходить в піч через відкриту двері або через наявні не щільність в гарячій голівці. Проходячи над розпеченим коксом, вторинне повітря змішується з незгорілим паливом і летючими, і ця суміш згорає в зоні підсушування і в газоході.
Якість прогартованого коксу визначається аналізами проб, що відбираються після холодильника. Прогартований кокс контролюють на відсотковий вміст сірки, золи, летючих і вологи, справжню щільність (г/см3) і питомий електроопір.
Ці показники залежать від наступних факторів:
— положення і довжини зони прогартування;
— розподілу температур по довжині зони прогартування і в зоні підсушування;
— часу перебування матеріалу в зоні прогартування.
Перед пуском печі перевіряють стан футеровки, газоходів і труб, кріплення венцових шестерень печі і холодильника, справність приводу, паливо проводу і контрольно-вимірювальних приладів.
Тривалість сушки і розігрівання футеровки печі залежить, насамперед, від виду ремонту футерування і температури зовнішнього повітря (якщо піч знаходиться поза приміщення). При місцевому ремонті, а також при кладці цегли насухо в теплу пору року тривалість нагрівання до робочої температури може становити всього
12−18 год. При ремонті футеровки на розчині в холодну пору року тривалість сушіння й нагрівання футеровки збільшується до 48−54 год.
Швидкість підйому температури нагріву футеровки печі в будь-якому разі не повинна перевищувати 100 ° С / год. Щоб уникнути прогину барабана і для забезпечення рівномірного прогріву всієї кладки піч повертають через кожні 2 год на 1/3 оберту. У міру підйому температури піч переводять на малі обороти, а при прогріванні футеровки в зоні прогартування до робочої температури — на основний привід, після чого включають живильник коксу. Протягом 3−4 год після початку подачі коксу температурний і газовий режим доводять до робочого стану
2. ПРОЦЕС ПРОГАРТУВАННЯ КОКСУ В ТРУБЧАТІЙ ПЕЧІ
Основним критерієм якісного ведення процесу прогартування коксу є максимальна продуктивність печі з мінімальним вигаром коксу при заданій якості готового продукту (певні щільність і електричний опір).
На хід прогартування коксу впливає велика кількість неконтрольованих збурень, таких як зміна крупності і вологості коксу, що загружається, теплота згоряння палива, що спалюється, складу шихти і т.д.
Відсутність датчиків автоматичного контролю вхідних параметрів процесу, до яких належить ступінь чаду коксу к до, щільність к до, питомий електричний опір Rэ, не дозволяє створити систему регулювання процесу за кінцевими його показниками. Завдання управління в цьому випадку може бути зведена до підтримки режимних параметрів на рівні, що забезпечує з певною ймовірністю задані якісні показники процесу.
Основними режимними параметрами, що характеризують протікання процесу, є температури по зонах печі. Для технологічного процесу важливо забезпечити сталість розподілу температури в робочому просторі печі.
Підтримувати заданий температурний режим, який можна вважати постійним при стабільній за складом шихті (суміші різних коксів), можливо змінюючи кількість спалюваного в форсунці газу, кількість повітря, що вдувається, тяговий режим і величину завантаження коксу в піч. Частина повітря, що подається в піч, витрачається на спалювання газу, а інша частина-для допалювання летючих газів. Однак, надлишок повітря в печі призводить до спалювання коксу, тобто до збільшення його вигару.
Вивчення досвіду роботи печі при ручному управлінні вказує на низьку якість підтримки заданого режиму.
Внаслідок відмінності коксу по гранулометричному складу і коливань його вологості, завантаження коксу в піч здійснюється вкрай нерівномірно і коливається мимовільно від 3−4 т / год до 9−10 т / год. Така нерівномірність у подачі матеріалів несприятливо позначається на протіканні процесу. Збільшення кількості матеріалу, що завантажується, за інших рівних умов, призводить до зменшення довжини зони прогартування і зсуву її до нижньої голівки печі.
Істотні коливання і тягового режиму, які часом позначаються на розподілі температури по довжині печі. При збільшенні розрідження зона прогартування зміщується до верхньої голівки печі і загальна довжина її збільшується, що сприяє отриманню високоякісних прогартованих коксів при підвищеній продуктивності. Однак, при збільшенні розрідження значно збільшується винесення дрібних частинок коксу, і, крім цього, знижується ефективність використання летючих. Доцільним можна вважати стабілізацію розрідження на рівні, що забезпечує максимальну продуктивність при допустимій величині виносу пилу. Загалом коливання тягового режиму досягають 30% від номінального.
Коливання цих величин призводять до неприпустимих за величиною відхилень температурного режиму печі і є причиною погіршення якості прогартованого матеріалу, а іноді навіть призводять до браку.
Таким чином, для стабілізації розподілу температури по довжині печі, необхідно: стабілізувати витрату газу, стабілізувати співвідношення витрат газ-повітря, стабілізувати розрідження, стабілізувати завантаження коксу, вводити корекцію на витрату газу при відхиленні температури в нижній головці, вводити корекцію на завантаження коксу при відхиленні температури вихідних газів.
3. МЕТРОЛОГІЧНЕ ЗАБЕЗПЕЧЕННЯ АСУ ТП
3.1 Перелік інформаційних функцій в СА В таблиці 3.1 наведені інформаційні функції системи автоматизації процесу нагріву пеку.
Таблиця 3.1 — Інформаційні функції системи
Назва параметрів | Діап. виміру | Спосіб отр-ня інф-ії | Період-ть отрим. інф-ії | Місце предст. інф-ії | Форма предст.інф-ії | |
1.Вага коксу | 0 — 40 т/год | Безпе рервно | Безперервно | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
2.Витрати повітря | 0−3200 м3/год | Безпе рервно | Кожні 2 хв. | На щиті, ЕОМ та АРМ | Дисплей, екран ЕОМ, запис в контролер | |
3. Витрати природного газу | 0−320 нм3/год | Безпе рервно | Кожні 2 хв. | На щиті, ЕОМ та АРМ | Дисплей, екран ЕОМ, запис в контролер | |
4.Темп-ра коксу в зоні прогарту-вання | 500−1400 0С | Безпе рервно | Раз в 2 хв. | На щиті, ЕОМ та АРМ | Дисплей, екран ЕОМ, запис в контролер | |
5.Темп-ра відхідних газів | 0−190 оС | Безпе рервно | Раз в 10 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
6.Розріджен-ня в печі | — 200… +200 кПа | Безпе рервно | Раз в 5 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
7.Тиск природного газу | 0,6 МПа | Безпе рервно | Раз в 10 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
8.Витрати коксу | 0−40 т/год | Безпе рервно | Раз в 5 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
10.Темп-ра повітря | 0; 90 оС | Безпе рервно | Раз в 5 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
11.Вміст О2 в відхідних газах | 1,33−21 % | Безпе рервно | Раз в 10 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
12.Тиск повітря | 0,6 МПа | Безпе рервно | Раз в 10 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
13.Витрати води на холодильник | 0−500 м3/год | Безпе рервно | Раз в 10 хв. | ЕОМ та АРМ | Екран ЕОМ, запис в контролер | |
14.Темп-ра коксу після охолодження | 70; 100 оС | Безпе рервно | Раз в 10 хв. | На щиті, ЕОМ та АРМ | Дисплей, екран ЕОМ, запис в контролер | |
3.2 Технічні засоби автоматизації, розміщені на ділянці прогартування коксу Керуючись даними, що наведені у табл.3.1 підберемо необхідні датчики та пристрої і визначимо їх вхідні та вихідні сигнали. Дані наведені в табл.3.2.
Таблиця 3.2 — Датчики контролю технологічних параметрів
№ п/п | Параметр | Назва і тип датчика | Вихідний сигнал датчика | Постачальник технічного засобу | |
Вага коксу | Датчик наявності матеріалу ДУ | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Витрата повітря | Датчик різниці тисків Метран 100 ДД | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Витрати природного газу | Датчик різниці тисків Метран 100 ДД | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Температура коксу в зоні прогартування | Радіаційний пірометр ТЕРА 50 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Температура відхідних газів | Радіаційний пірометр ТЕРА 50 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Тиск природного газу | Датчик різниці тисків Метран 100 ДД | 4−20 мА | ООО «Промприбор» м. Харків | ||
Витрати коксу | Перетворювач диференційного тиску АИР-30-СД13 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Витрати пилу | Перетворювач диференційного тиску АИР-30-СД13 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Температура повітря | Перетворювач термоелектричний з уніфікованим сигналом ТХК-2388 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Вміст О2 в відхідних газах | Газоаналізатор АКВТ-01 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Тиск повітря | Електричний манометр МТМ 1 м | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Витрата води на охолоджування коксу | Перетворювач диференційного тиску АИР-30-СД15 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
Темп-ра коксу після охолодження | Перетворювач термоелектричний з уніфікованим сигналом ТХК-2388 | 4−20 мА | ЕЛЕМЕР м. Москва | ||
4. УПРАВЛІННЯ РОБОТОЮ ТРУБЧАТОЇ ПЕЧІ
АСУ ТП призначена для підвищення продуктивності роботи трубчатої печі, зниження вигару коксу при прогартуванні, зниженню витрат палива. Крім цього, для забезпечення гарантії якості прогартованого коксу, але оскільки ці параметри контролю не підлягають автоматично. Система не забезпечує автоматичного оптимального режиму прогартовування В АСУ ТП прогартування коксу можно виділити наступні контури:
— контур регулювання температури;
— контур контролю тиску;
— контур регулювання процесом горіння;
— контур контролю ваги коксу на виході з печі.
Вибір технологічних засобів контурів контролю та регулювання був обумовлений межами вимірювання технологічних параметрів та умовами експлуатації.
Функціональна схема автоматизації приведена в додатку А.
4.1 Контур регулювання температури При прогартуванні коксу необхідно регулювати температуру безпосередньо в гарячій головці печі та в підшипниках, за допомогою яких здійснюється обертання агрегату.
Для вимірювання температури в головці печі використовується радіаційний пірометр ТЕРА 50 (поз. 5а). Сигнали з ТЕРА — 50 надходить на вхід контролера, він розраховує керуючий вплив та через перемикач УП-531 (поз. 5б) видає його на безконтактний реверсивний пускач ПБР 3А (поз 5г), який за допомогою клапану (поз. 5ж) змінює витрату природного газу. Положення виконавчого механізму відстежується за допомогою дистанційного показчика положення ДУП-М (поз 5д.).
ФСА приведена на рис. 4.1.
Рис. 4.1. ФСА для контуру регулювання температурою Для вимірювання температури в підшипниках, механізмів, обертають піч та холодильник використовують термоперетворювач ТХК 0193 (поз. 19а…22а). Сигнал з ТХК-0193 надходить на показуючий і реєструючий прилад ДИСК 250 М (поз. 19б…22б), який перетворює з аналогового в уніфікований сигнал по струму (4 — 20 мА). Далі сигнал передається на вхід контролера, який його обробляє і видає цифровий сигнал на монітор.
Якщо температура виходить за задані межі, то спрацьовує світлова сигналізація (поз. HL1 … HL4)
Рис. 4.2. ФСА для вимірювання температури в підшипниках.
4.2 Контур контролю тиску Контур регулювання тиску — один з важливих параметрів, який необхідно регулювати і контролювати, тому відсутність контролю призводить до вибухонебезпечних ситуацій, і аварій на виробництві.
Регулювання тиску в трубопроводах природного газу та повітря відбувається за допомогою манометру МТМ 1 м (поз. 31а, 32а, 8а, 9а).
Сигнал з манометру йде на вхід контролера, який його обробляє і видає цифровий сигнал на монітор.
Якщо тиск виходить за задані межі, то спрацьовує світлова сигналізація (поз. HL5, HL6).
Схема автоматизації для цього контуру приведена на рис. 4.3.
Рис. 4.3 Схема автоматизації для контуру контролю тиску
4.3 Контур регулювання процесом горіння Горіння у печі здійснюється при подачі газу та повітря. Для цього передбачена САР співвідношення газ та повітря, що складається з вихрових витратомірів (поз. 1а, 2а), які стоять на трубопроводах природнього газу та повітря. Сигнал з датчиків поступає на перетворювач витрати тиску МЕТРАН100ДД (поз. 1б, 2б), звідки на вхід вторинного приладу ДИСК 250 (поз.1 В, 2в), які реєструють значення витрати обох параметрів. Після цього сигнал надходить на вхід контролера, який передає сигнали на машину верхнього рівня. Для регулювання подачі повітря, з виходу контролера сигнал поступає через перемикач УП 531 (поз. 1г), на безконтактний реверсний пускач ПБР 3А (поз. 1е), який змінює витрату повітря за допомогою клапану (поз. 1з).За допомогою дистанційного показчика положення ДУП-М (поз. 1ж) можна відстежити положення ВМ. Схема приведена на рис. 4.4.
Рис. 4.4. Схема автоматизації контролю процесу горіння
4.4 Контур контролю ваги коксу на виході з печі
Рис. 4.5. Схема автоматизації для САК ваги коксу на виході печі
Для вимірювання ваги коксу на виході з печі використовують датчик, для контролю ваги ДУ (поз. 15а). Сигнал з ДУ надходить на показуючий і реєструючий прилад ДИСК 250 М (поз. 15б), який перетворює сигал з аналогового в уніфікований сигнал по струму (4 — 20 мА). Далі сигнал передається на вхід контролера, який його обробляє і видає цифровий сигнал на монітор.
Якщо вага перевищує норму, то спрацьовує світлова сигналізація (поз. HL7). Схема приведена на рис. 4.5
5. ВИБІР ТА ПРОЕКТНЕ КОМПОНУВАННЯ КОНТРОЛЕРА Визначення кількості та типу вхідних і вихідних сигналів мікропроцесорного контролера здійснюється на основі аналізу вихідних сигналів датчиків, що контролюють технологічні параметри і методів управління виконавчими механізмами, які отримують керувальний вплив від мікропроцесорного контролера.
Німецька корпорація WAGO є світовим лідером в області термінальних технологій. Основною її розробкою вважається унікальна технологія з'єднання провідників Cage Clamp. Про те чимало уваги корпорація приділяє уваги роботам в області I/O систем, що монтуються на DIN-рейку.
Розробка WAGO I/O-System призначена для організації віддаленого збору даних і управління на основі різних промислових мереж. Система дозволяє приймати і передавати дискретні, аналогові, число імпульсні сигнали, а також обмінюватися даними з різними спеціальними пристроями.
Ідеологія WAGO I/O заснована на наданні розробнику максимальних можливостей в конфігуруванні, нарощуванні і обслуговуванні системи. З іншого боку, користувачеві надана можливість максимально гнучко зманювати кількість входів і виходів контролера, використовуючи чотирьох, двох або одно канальні модулі вводу-виводу. Це дає значну економію засобів, за рахунок зменшення надмірності системи, у порівнянні з традиційними ПЛК що мають, як правило, 16/8 канальні модулі.
Проектне компонування контролера здійснюється на основі інформації про кількість та вид вхідних і вихідних сигналів, з я якими працює контролер у процесі автоматичного управління технологічним процесом, бажану конфігурацію вводів-виводів та мережну структуру.
Відповідно до завдання, контролер повинен працювати у промисловій мережі Profibus. Для реалізації цієї функції потрібно обрати необхідний мережний адаптер. Згідно каталогу продукції обираємо адаптер WAGO 750−806 зі швидкість передачі даних по мережі від 125 до 500 кбіт/с з можливістю роботи з дискретними та аналоговими сигналами.
Відповідно до таблиці 3.1 кількість аналогових інформаційних сигналів, що надходять від датчиків до контролера дорівнює 14. Усі вони уніфіковані струмові з діапазоном 4−20 мА.
Оскільки кількість вхідних сигналів дорівнює 14, то для їх обробки раціональніше буде обрати чотири 4-канальні аналогові модулі WAGO 750−455.
За результатами обробки вхідних сигналів контролер формує керувальний вплив на подачу газу, подачу повітря, подачу коксу та подачу води. Це здійснюється за допомогою виконавчих механізмів сталої швидкості, які працюють від імпульсних сигналів управління.
Розглянемо контроль подачі газу та коксу. Оскільки при регулюванні технологічних параметрів виконавчий механізм має здійснювати компенсацію збурень шляхом збільшення або зменшення витрати газу чи повітря, при розрахунку кількості дискретних модулів виводу слід передбачити на кожний виконавчий механізм два виходи — «більше» і менше". З функціональної схеми, що приведена в додатку, А видно, що зміну технологічних параметрів здійснюють чотири виконавчих механізми, отже, для керування їх роботою потрібно вісім вихідних каналів дискретного модуля виводу.
З каталогу продукції WAGO обираємо модулі, що найбільш підходять для керування роботою виконавчих механізмів, а саме 2-канальні релейні вихідні модулі WAGO 750−513.
Кількість модулів, що забезпечують керування роботою виконавчих механізмів дорівнює:
8 вихідних канали/2 канали виводу = 4 модулі WAGO 750−513
Мережний адаптер разом з модулями вводу виводу складає Fieldbus вузол яких завершується кінцевим модулем. Для замикання кола Fieldbusвузла обираємо кінцевий модуль WAGO 750−600.
ВИСНОВОК прогартування кокс піч Розглянуто трубчату піч, як технологічний об'єкт. Визначено всі конструктивні елементи, їх основні характеристики та алгоритм роботи об'єкту.
Розглянуто процес прогартування коксу з точки зору автоматизації.
Зроблено аналіз рівня автоматизації на аналогічних об'єктах підприємств України та Зарубіжжя. Визначено, що підприємства Україні та Зарубіжжя розвиваються у напрямках збільшення рівня автоматизації. Також підприємства розробляють окремі контури управління для збільшення ефективності у конкретному напрямку.
Розроблено проект автоматизованої системи керування трубчатої печі. Розроблено функціональну схему автоматизації (додаток А) — основна схема проекту, яка показує функціонально-блочну структуру управління, а також ступінь оснащення об'єкту управління пристроями контролю та управління.
У відповідності до функціональної схеми автоматизації визначено послідовність роботи всіх автоматизованих систем, з переліком приладів та потоків сигналів між ними. У кожній розглянутій підсистемі організовано логічну структуру протікання технологічного процесу.
Складено специфікацію приладів, які необхідні для використання у АСУ ТП про гартування коксу в трубчатій печі.
ЛІТЕРАТУРА
1. Лисиенко В. Г., Щелоков Я. М., Ладыгичев М. Г. Вращающиеся печи: теплотехника, управление и экология: [справочное издание] в 2-х книгах. Книга 1 / Под ред. В. Г. Лисиенко. — М.: Теплотехник, 2004. — 688 с.
2. Каганов В. Ю, Блінов О.М., Глинков Г. М., та ін. Автоматизація металургійних печей — М.: Металургія, 1975 — 376с
3. Глинков Г. М., Маковський В. А. АСУ ТП в чорній металургії - М.: Металургія, 1999;310 с.
4. Питюлин, И. Н. Научно-технические основы создания каменноугольных углеродистых материалов для многогабаритных электродов: Монография. Харьков, 2004. — 480 с.
5. Темкин, И. В. Производство электроугольных изделий: учеб, пособие для подготовки рабочих на производстве / И. В. Темкин. — 2-е изд., перераб. и доп. — М.: Высшая школа, 1975. — 232 с.
6. Рогалин, М. И. Справочник по углеграфитовым материалам / М. И. Рогалин, Е. Ф. Чалых. — Л.: Химия, 1974. — 206 с.
7. Фонарев, З. И. Электроподогрев трубопроводов, резервуаров и технологического оборудования в нефтяной промышленности /
З.И. Фонарев. — Л.: Недра, 1984. — 195 с.
8. Пітухін Ю.В., Булатов Ю.І., та ін. Автоматизація основних металургійних процесів — М.: Металургія, 1990 — 280 с.
9. Харісон Т. Керуючі обчислювальні машини в АСУ технологічними процесами. Т. 1−2 — М: Світ, 1976;1062 с.