Розрахунок та проектування парофазного конвертора метану в установці отримання азотно-водневої суміші
Розчин із нижньої частини абсорбера першого ступеня (11) з вмістом СО2 до 75 г/лі температурою до 328К поступає в трубний простір теплообмінника (14), де підігрівається до 375К регенеруючим розчином, який проходить по між труб. Після теплообмінника розчин направляється в регенератор (15), де двигаючись вниз по насадці із сітчастих тарілок, підігрівається зустрічним потоком парів, завдяки чому… Читати ще >
Розрахунок та проектування парофазного конвертора метану в установці отримання азотно-водневої суміші (реферат, курсова, диплом, контрольна)
Міністерство освіти та науки, молоді та спорту України Дніпропетровський національний університет ім. Олеся Гончара Кафедра хімії та хімічної технології ВМС Хімічний факультет РОЗРАХУНКОВО-ПОЯСНЮВАЛЬНА ЗАПИСКА до курсового проекту студентки Тема проекту: Розрахунок та проектування парофазного конвертору метану в установці отримання азотно-водневої суміші
Виконала студентка Кальченко А.І.
Керівник проекту Поджарський М.А.
Норма контроль Суровцев А.Б.
Зав. Кафедри Нестерова О.Ю.
Дніпропетровськ 2011
Реферат
С____, табл.7; іл.5, бібліографічні посилань 6.
Розглянуто отримання азотно-водневої суміші для виробництва синтетичного аміаку. Розглянуті фізико-хімічні основи процесу та його кінетика. Відзначений та описаний вибір технологічної схеми агрегату синтезу аміаку, виконані матеріальні, теплові та технологічні розрахунки.
Розглянуті питання охорони навколишнього середовища та охорони праці у виробництві аміаку.
Результати досліджень можуть бути використовуватись студентами хімічних спеціальностей та інженерами-технологами.
Ключові слова: синтетичний аміак, конвертор природного газу, конвертований газ, технологічна схема, баланс, опора.
Зміст
- Вступ
- 1. Загальна частина
- 1.1 Характеристика вихідних матеріалів та готової продукції
- 1.2 Аналітичний огляд літератури
- 1.2.1 Фізико-хімічні основи виробництва. [3]
- Каталізатори синтезу аміаку.
- 1.2.2 Порівняльний аналіз існуючих варіантів технологічних схем. [1]
- 1.2.3 Порівняльний аналіз існуючих конструкцій апарата, що проектуються. [5]
- 1.3 Обґрунтування вибору конструкції апарата, що проектується
- 1.4 Норми технологічного режиму
- 2. Спеціальна частина
- 2.1 Матеріальні розрахунки
- 2.2 Теплові розрахунки
- 2.3 Технологічні розрахунки
- 2.3.1 Розрахунки елементів конструкції апарату
- 3. Охорона праці
- 4. Охорона навколишнього середовища
- Висновки
- Список використаноїлітератури
Вступ
Азот входить до складу різноманітних хімічних з'єднань: нітратів, нітридів, амінів, амінокислота ін. Виключно велика роль азоту в утворюванні життя на землі. Він являється складовою частиною білків, нуклеїнових кислот, ферментів, нуклеотидів.
У всіх індустріально розвинених країнах азотна промисловість є однією з основних галузей. Бурхливий розвиток азотної промисловості обумовлюється в першу чергу необхідністю задоволення потреб зростаючого населення земної кулі продуктами землеробства. Без мінеральних добрив, і в першу чергу азотних, неможливо вирішити задачі інтенсифікації розвитку сільського господарства.
Виробництво аміаку, як відомо, відрізняється великою енергоемкістю. Історію розвитку виробництва аміаку можна розглядати як боротьбу за збільшення корисного використання електричної, теплової, та механічної енергії. На перших установках виробництвах аміаку вихід не перевищував 10−11%. Використання природного газу у виробництві аміаку збільшило загальний енергетичний вихід до 40%. Сучасні енерготехнічні апарати для виробництва аміаку практично автономні і мають велику продуктивність. Це забезпечено досягненнями хімічної технології та енергетичного машинобудування, металургійної та приладобудівної промисловості.
Синтетичний аміак і продукти, отримані на його основі, мають важливе значення в розвитку багатьох промислових галузях, а особливо в піднятті родючості сільськогосподарських культур. Аміак використовується для отримання азотної кислоти, аміачної селітри, мочевини, сульфату амонію, рідких добрив, медицині та інших відгалуженнях народного господарства.
Основною сировиною для отримання синтетичного аміаку являються азот і водень, отримані різними методами із різноманітної сировини, але зауважимо що найбільш економічно вигідно отримувати суміш азоту і водню (синтез-газ) із природного газу або із попутних газів нафтової промисловості.
Мета роботи розглянути та порівняти конвертори природного газу для отримання АВС, яка надалі експлуатується для синтезу аміаку. Також порівняти технологічні схеми виробництва і розрахувати конвертор другої ступені.
1. Загальна частина
1.1 Характеристика вихідних матеріалів та готової продукції
Аміак (NH3).
Аміак отримують із синтез-газу, який на виході із конвертора має наступний
За звичайної температури аміак — безкольоровий газ із удушливим різким запахом та їдким смаком, має подразливу дію на слизову оболонку.
Таблиця 1 — Характеристики аміаку [5]
Молекулярна маса | Мольний об'єм м3/кмоль | Температура, К | Критичні константи | ||||
кг/кмоль | (при273К, 0,1013МПа), л. | Ткип. | Тпл. | Ткр., К | Ркр, атм. | Vкр., см3/моль | |
17,0306 | 237,6 | 195,2 | 405,4 | 111,5 | 72,5 | ||
За фізико-хімічними показниками водний аміак повинен відповідати нормам, зазначеним у таблиці 2.
Таблиця 2 — Аміак — ГОСТ 9–92 [5]
Найменуванняпоказника | Норма для марки | ||
А ОКП 21 33 250 200 | Б ОКП 21 81 330 200 | ||
1. Зовнішній вигляд | Прозора без барвна рідина | Прозора Безбарвна або жовтувата рідина | |
2. Масова частка аміаку, %, не менше | |||
— в перерахунку на азот, %, не менше; 3. Масова концентрація нелеткого залишку, г/дм3, не більше; 4. Масова концентрація диоксиду вуглецю, г/дм3, не більше; | Не нормується 0,07 Не нормується | 20,5 Не нормується | |
Аміак дуже добре розчинний у воді. При кімнатній температурі та атмосферному тиску в 1 літрі воді розчиняється приблизно 750 літрів газоподібного аміаку.
При звичайній температурі аміак стійкий. Аміак — досить реакційно здатна речовина, яка вступає в реакції приєднання, заміщення та окислення. Аміак вступає в реакції приєднання, заміщення та розкладання. З кислотами він утворює солі; наприклад, з азотною кислотою — нітрат амонію (аміачна селітра):
NH3 +HNO3 = NH4NO3
З сірчаною кислотою — сульфат амонію:
2NH3 + H2SO4 = (NH4) 2SO4
Ці та ряд інших солей амонію знаходять широке застосування в промисловості та в сільському господарстві. Рідкий аміак, його водні розчини, а також розчини карбаміду, аміачної селітри та інших солей в аміаку, які називаються аміакати, використовують в якості рідких добрив.
Природний газ Природний газ — це суміш, склад якої коливається в досить широких межах, в залежності від родовища газу, який не має запаху, смаку та кольору. Але незважаючи на це, основним компонентом природного газу є метан, вміст якого може коливатися від 75 до 98%. Також до складу природного газу можуть входити важкі вуглеводні - гомологи метану:
· етан (C2H6),
· пропан (C3H8),
· бутан (C4H10),
а також інші не вуглеводні речовини:
· водень (H2),
· сірководень (H2S),
· діоксид вуглецю (СО2),
· азот (N2),
· гелій (Не).
Прикладом цього є Ставропільський природний газ (%): CH4 - 97,6; CO2 — 0,5; N2 — 1,5; C2H6 - 0.25; C3H8 — 0.15;
Фізичні властивості (залежать від складу):
· Молекулярна масаCH4 — від 16,04кг/кмоль.
· Густина:
o від 0,68 до 0,85 кг/мі відносно повітря (сухий, газоподібний);
o 400 кг/мі (рідкий).
· Температура самозапалення: 650 °C;
· Вибухонебезпечні концентрації суміші газу з повітрям від 5% до 15% (об'ємних);
· Відносна теплота згорання: 28−46 МДж/мі
· Порівняно з рідким і твердим паливом природний газ має ряд наступних переваг:
· відносна дешевизна, яка пояснюється більш легким способом здобуття і транспортування;
· відсутність золи і виділення твердих частинок в атмосферу;
· висока теплота згорання;
· полегшує умови автоматизації робочих процесів;
метан аміак конвертор синтетичний
1.2 Аналітичний огляд літератури
1.2.1 Фізико-хімічні основи виробництва. [3]
В наш час конверсія метану та його гомологів являється основним промисловим методом одержання водню і технологічних газів для синтезу аміаку, спиртів, моторних палив та інших продуктів.
Отримати водень можна трьома способами:
· Конверсією з водяним паром:
СН4 + Н2О = СО + 3Н2 - 206,2 кДж; (1.1)
· Конверсією з вуглекислим газом:
СН4 + СО2 = 2СО + 2Н2 - 247,4 кДж; (1.2)
· Неповним окисненням киснем:
СН4 + 0,5О2 = СО + 2Н2 +35,7 кДж. (1.3)
Якою б із схем не отримували водень, утворений при цьому окис вуглецю конвертують водяним паром:
СО + Н2О = СО2 + Н2 + 41,2 кДж. (1.4).
Якщо необхідно отримати технологічно чистий водень проводять реакції (1.1) та (1.3) із послідуючою конверсією СО по реакції (1.4).
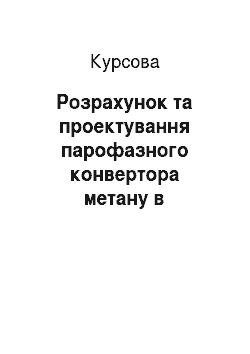
При отриманні азотно-водневої суміші для синтезу аміаку потрібну кількість азоту вводять з киснем на стадії конверсії вуглеводних газів або при промивці конвертованого газу рідким азотом для видалення залишку окису вуглецю. У тому випадку, коли конверсія метану проводиться за реакцією (1.1), треба компенсувати втрати тепла на реакцію, а азот, необхідний для синтезу аміаку, вводити ззовні. При конверсії за реакцією (1.2) витрата тепла ще більше, а азот також треба вводити ззовні. При неповному окисненні за реакцією (1.3) тепло виділяється, а азот можна подати у складі повітря. Тепла виділяється стільки, що виникає потреба відводу його із надлишку. Можна було б одночасно проводити конверсію частини метану по реакції (1.1) та неповне окиснення його по реакції (1.3) таким чином, щоб надлишок тепла покривав втрати в навколишнє середовище. Але, як показують теоретичні розрахунки при подачі кисню в складну суміш реакція (1.3) не проходить, а весь кисень взаємодіє з воднем, який виділився внаслідок реакції (1.1), (1.4), утворюючи пари води. Теплота цієї реакції використовується для підтримання теплового режиму процесу. Одна з можливих схем переробки природного газу на азотно-водневу суміш показана на малюнку 1. Природний газ в сатураційній башні 1 зволожується та поступає в теплообмінник 2, на вході в який до газу додається пар. Нагріта паро-газова суміш потрапляє в змішувач, в якому до неї додається повітря та технічний кисень. Після цього суміш потрапляє в конвертор метану 4. Гарячий конвертований газ подається до зволожувача 5, а звідти — в теплообмінник 2. Газ, який відав у теплообміннику надлишок тепла, потрапляє в конвертор окису вуглецю 6; на вході в конвертор до газу додається невистачаюча кількість пару. Після конвертора газ проходить котел-утилізатор 7 і водонагріваючий теплообмінник 8. Охолоджений в конденсаторній башті 9, газ потрапляє на очистку.
Рис. 1 — Схема отримання азотно-водневої суміші з природного газу:
1 — сатураційна башта, 2 — теплообмінник, 3 — змішувач, 4 — конвертор метану, 5 — зволожувач, 6 — конвертор окису вуглецю, 7 — котел-утилізатор, 8 — водонагрівальний теплообмінник, 9 — конденсаторна башта, 10 — насос.
Очистка газу проводиться за різними технологічними схемами. Згідно з однією з них в першу чергу позбавляються з'єднань сірки, при цьому їх основну частину видаляють до конверсії метану, так як ці речовини отруюють каталізатор. Після цього видаляють двоокис вуглецю, для чого промивають газ водою під тиском.
В нашому випадку в апараті шахтного конвертора вигідно проводити наступну реакцію:
СН4 + 0,5О2 = СО + 2Н2 +35,7 кДж.,
оскільки вагомою різницею кисневої конверсії метану, являється її екзотермічність, що дозволяє проводити реакцію авто термічно, без підводу теплоти ззовні. Значення константи рівноваги неповного окислення метану киснем розраховується наступним чином:
Кр=РсоР3Н2/РСН4РО20,5,та змінюється від 4,3×1013 при 400К до 1,5×1011 при 1400К. Такі великі константи рівноваги пояснюються тим, що концентрація кисню в рівноважній газовій суміші, який не прореагував, практично рівна нулю.
Кінетика процесу окислення метану киснем в інтервалах температур 1000−1400 К, враховуючи практично незворотність реакції, можна описати рівнянням:
щ = к [CH4] m [O2] t,
де щ — сумарна швидкість, моль/ (мл с); [СН4], [О2] - концентрації метану і кисню, мольні долі; m іt — порядки реакції відповідно по метану і кисню.
Конверсія метану може бути здійснена суміщу окисників: кисню с водяним паром або кисню з водяним паром і оксидом вуглецю. У тому випадку коли очищений конвертований газ направляється на синтез аміаку, до указаних сумішей окисників добавляють повітря, як джерело азоту для отримання азотно-водневої суміші.
Каталізатори синтезу аміаку.
Найбільшу каталітичну активність в процесі конверсії метану мають нікелеві каталізатори з активатором Al2O3. Вони не дуже дорого коштують порівняно з каталізаторами із більш дорогоцінних металів, тому це є вагомим критерієм вибору каталізатора.
Нікелеві каталізатори випускають у вигляді таблеток у формі кілець Рашига. Каталізатор марки ГИАП-16 має склад: 25% NiO.57%Al2O3, 10%CaO.8%MgO. Термін придатності каталізаторів конверсії при правильній експлуатації досягає трьох і більше років. Їх активність знижається при дії різноманітних каталітичних ядів.
1.2.2 Порівняльний аналіз існуючих варіантів технологічних схем. [1]
За часів СССР виробництво аміаку стрімко розвивалось. Із середини 60-х років почалась нова сторінка в історії виробництва аміаку: в світовій практиці починають з’являтись установки нового типу. В 1965 році найбільшими апаратами були агрегати потужність яких складала 600 т/добу, в 1970 році - 1000−1500 т/добу, з 1975 року розроблялися агрегати потужністю 1800−2700 т/добу.
Для порівняння технологічної схеми, яка зображена на рисунку 3, взято схему паро-кисневої конверсії природного газу з тиском 2 МПа, яка нижче зображена на рисунку 2.
Природний газ, який в своєму складі вміщає не більше 10 мг/нм3 сірки, із тиском 1,2 МПа з газорозподільної станції поступає на всмоктування поршневим одноступінчатим компресором (1), після якого з температурою до 320К і тиском 2,4 МПа направляється в колектор природного газу і розподіляється по окремим агрегатам.
Із колектора природний газ з тиском 2,03−2,13 МПа поступає в між трубний простір теплообмінника природного газу (2), де змішується з водяним паром (Т=523 К) до співвідношення пар: газ = (2…2,3): 1 і нагрівається до 673 К конвертованим газом, який поступає із конвектора СО другого ступеня (8). Після теплообмінника парогазова суміш направляється в трубчатий змішувач (4), в якому змішується з паро-кисневою суміщу. Потім кисень поступає в паро-кисневий змішувач (3), куди дозується перегрітий пар з температурою 570−720К до співвідношення пар: кисень = (1…1,5): 1.
Паро-киснева суміш з температурою 520−623 К подається на змішування з природним газом в змішувачі (3).
Із змішувача паро-киснева суміш (співвідношення кисень: природний газ = 0,657: 1; пар: газ = (2,7…3):
1) з температурою 623 — 673 проходить змішувальний канал і входить зверху в конвертор метану (5), направляючись на каталізатор.
В конвекторі метану спочатку протікають екзотермічні реакції взаємодії метану з киснем, в результаті якого температура в контактній зоні піднімається до 1280 К. Потім проходять ендотермічні реакції взаємодії метану з водяним паром і СО2, завдяки чому температура газової суміші, яка виходить із конвертора, понижається до 1123−1173К.
Після конвертора метану конвертований газ з вмістом не більше 0,5% (об.) поступає в зволожувач, в якому охолоджується до 633−693К і насичується водяними парами до співвідношення (0,65…0,75): 1.
Зволожений конвертований газ направляється на конверсію оксиду вуглецю. Щоб не досягти піднімання температури парогазової суміші, яка поступає в конвертор СО, передбачена аварійна автоматична подача насиченого пару в зволожувач конвертора метану. При температурі вище 723 К відбувається автоматична зупинка агрегату шляхом блокування.
Конверсію оксиду вуглецю проводять в два ступені, що дає можливість використати швидкості реакції при високих температурах в початковій стадії і велику ступені перетворення СО при низьких температурах в кінцевій стадії процесу.
Між сходинками знаходиться випарник (7), на насадку якого завдяки форсунок вприскується конденсат. Кількість конденсату регулюється температура на виході із конвектора СО другої ступені.
В конвекторах СО першої і другої ступені (6) і (8) на залізо хромовому каталізаторі при температурі до 773 К відбувається конверсія СО з водяним паром до вмісту в конвертованому газі 3,8−4,0% СО. Після конвертора СО другої ступені (8) конвертований газ з температурою до 713К направляється в теплообмінник природного газу (2), де охолоджується до 593 К, і поступає в нижню частину скрубера-охолоджувача першої ступені (9), в якому газ охолоджується циркулюючим конденсатом до температури 413К з одночасною конденсацією більшої частини водяного пару.
Циркулюючий конденсат нагрівається у скрубері до 448 К, після чого подається насосом на кип’ятильник регенераторів МЄА — розчину (16), (22), де охолоджується до 408 К, і повертається у верхню частину скрубера першого ступеня. Частина конденсату із скрубера першого ступеня подається на оприск в зволожувач конвертора метану (5) і випарник конвертора СО (7).
Охолодження газу до температури 313К відбувається циркуляційним конденсатом в скрубері-охолоджувачі другого ступеня (10), тут же проводиться майже повна конденсація водяного пару.
Конвертований газ після скрубера направляється на очистку від оксиду вуглецю 20 і 12% - ми розчинами моноєтаноламіна.
Після конверсії оксиду вуглецю конвертований газ з температурою до 313К поступає в першу ступінь абсорбції - абсорбер (11) — знизу вверх, зрошений 20-% -м розчином МЄА. Потім газ поступає в абсорбер другого ступеня (17), який також обробляється 12-м розчином МЄА.
Після цього газ відправляється на очистку від оксидів азоту і лужну доочистку.
Розчин із нижньої частини абсорбера першого ступеня (11) з вмістом СО2 до 75 г/лі температурою до 328К поступає в трубний простір теплообмінника (14), де підігрівається до 375К регенеруючим розчином, який проходить по між труб. Після теплообмінника розчин направляється в регенератор (15), де двигаючись вниз по насадці із сітчастих тарілок, підігрівається зустрічним потоком парів, завдяки чому відбувається виділення із розчину поглинутого оксиду вуглецю. Кінцева десорбція СО2 із розчину відбувається при кипінні його у виносних кип’ятильниках (16) за рахунок теплоти циркуляційного конденсату, поступаю чого із скрубера-охолоджувача першої ступені (9) з температурою 448К. додатково розчин підігрівається гарячою парогазовою суміщу, яка поступає із регенератора другого ступеня (21) в регенератори першого ступеня (15).
Регенеруючий розчин при температурі до 393К і залишковим вмістом СО2 до 25г/л проходить теплообмінник (14), де охолоджується до 343К, віддаючи теплоту знову поступаю чому на регенерацію розчину. Після охолодження розчин насосом (13) через водяний холодильник 12 знову подається на зрошення абсорбера першої ступені (11).
Схема регенерації розчину МЭА після абсорбера другого ступеня (17) аналогічна. Теплоту, необхідну для регенерації розчину, також передає гарячий конденсат, який поступає із відділення конверсії циклу скрубера-охолоджувача першої ступені в кип’ятильник (22).
Розчин МЄА, насичений СО2 до 35г/л, із нижньої частини абсорбера другого ступеня (17) з температурою до 323К проходить по трубам теплообмінника (20), де підігрівається до 383К за рахунок теплообміну з регенерованим розчином.
Після регенератора (21) розчин з температурою до 403К і залишковим вмістом СО2 до 6г/л проходить між трубами теплообмінника (20), охолоджується до 333К і насосом (19) через холодильник (18) з температурою не вище 308К подається на зрошення абсорбера другого ступеня (17).
Гази десорбції, які виходять із регенератора другого ступеня) пари Н2О — 85% (об.), СО2 - 15% (об.)) з температурою до 398К поступають в регенератор першого ступеня.
Після цього гази з температурою 379К поступають в скрубер-охолоджувач, зрошуваний циркуляційним конденсатом, де при охолодженні до 313К відбувається конденсація водяних парів. Оксид вуглецю (98,5−99,5% (об.) СО2) направляється до споживача.
Після МЄА очистки від СО2 конвертований газ із вмістом оксиду азоту до 0,5 см3/м3 поступає між рубами теплообмінника (23), де підігрівається за рахунок теплоти газів, які виходять із апарата очистки (24), а потім направляється в апарат очистки. Газ, що очищається поступає зверху і проходить по центральній трубі апарата, в якому розташований підігрівач. Тут газ додатково нагрівається до температури реакції, після чого направляється по кільцевому зазору у верхню частину апарату і проходить зверху вниз через паладієво-ртутний каталізатор, на якому при температурі до 493К проходить відновлення NO. Очищений газ, який виходить знизу, з вмістом NO до 0,01 см3/м3NO. Одночасно в результаті побічних реакцій в конвертованому газі піднімається вміст СО2 до 2000 см3/м3. Для видалення СО2 газ після теплообмінника (23) при температурі до323К направляється скрубер (25), зрошений розчином NaOH з концентрацією до 90г/л. Очищений газ з вмістом СО2 не більше 10 см3/м3 подається в блоки промивки рідким азотом.
В технологічній схемі, яка зображена на рисунку 3, природний газ, змішаний з азотно-водневою суміщу, поступає на центробіжний компресор (1), в якому здавлюється до тиску 4,1−4,5 МПа. Після цього газова суміш перед очисткою від сирнистих з'єднань нагрівається у нагрівачі (2) до температури 670 К димовими газами, отриманих при згоранні природного газу. Після підігрівача газова суміш проходить реактор гідрування сіро-органічних з'єднань (3), який оснащений алюмонікель-молібденовим каталізатором, а потім послідовно проходить два сіро-очисних апарати (4), для видалення сирнистих з'єднань, оснащених оксидом цинку. Після сіро очистки газова суміш, очищена до вмісту сірки не менше ніж 0,5мг/м3 з температурою 640 К і тиском 3,9МПа направляється на парову конверсію метану в трубчату піч (6). Перед піччю газова суміш змішується з паром до співвідношення пар: природний газ, рівного 3,7: 1.
Після змішування парогазова суміш з температурою 620−650 К направляється в підігрівач, розміщений в конвекційній зоні трубчатої печі, де нагрівається за рахунок теплоти димових газів до температури 780−810 К. Нагріта парогазова суміш направляється в реакційні труби печі парогазової конверсії метану (6).
В реакційних трубах на нікелевому каталізаторі під тиском 3,6МПа, при температурі на виході 1100 К і об'ємної швидкості 1750 ч-1 відбувається ендотермічний процес парової конверсії метану та інших вуглеводів з отриманням водню при температурі 1000 К. Залишок метану в конвертованому газі на виході із труб печі парової конверсії близьке к рівноважному і складає 9,2−10% (об).
Трубчата піч, крім радіаційної зони із реакційними трубами оснащена конвекційною зоною з апаратурою використання теплоти (АВТ) та допоміжною піччю, в якій за рахунок згорання природного газу отримують пар тиском 10,5Мпа. Димові гази після допоміжної печі направляються в конвекційну зону печі. Теплота димових газів, які виходять із печі при температурі 1310 К використовується:
· для підігріву парогазової суміші, яка потрапляє в реакційні труби до температури 780−800 К;
· для підігріву пароповітряної суміші, яка переправляється в конвертор метану 2-го ступеню, до температури 755 К;
· для підігріву пару в 2-х ступінчатому пароперегрівачі до 760 К;
· для підігріву природного газу, який надходить на згорання в горілках трубчатої печі до температури 420 К.
Димові гази трубчатої печі після використання їх теплоти в (АВТ) з температурою 470−510 К видаляються димососами через димову трубу (5) в атмосферу.
З трубчатої печі конвертована парогазова суміш по з'єднаному трубопроводу подається в шахтний конвертор другого ступеня (7).
Після змішувача паро-газоповітряна суміш потрапляє на нікелевий каталізатор. Для не допускання перегріву та забезпечення нормальної роботи каталізатора над ним в конверторі метану мається вільний об'єм, де відбувається горіння частини газу з киснем повітря. Далі парогазова суміш проходить послідовно через шестигранні вогнестійкі плитки, які рівномірно розподіляють газовий потік по перетину конвертора, шар термостійкого алюмохромового каталізатора, а потім нікелевого каталізатора. Процес конверсії метану здійснюється при температурі на виході 1270 К та об'ємної швидкості 3500 ч-1. Залишок метану в сухому конвертованому газі складає 0,35−0,55% (об).
Конвертована парогазова суміш після шахтного конвертора метану охолоджується в котлах-утилізаторах першого ступеня (10), другого ступеня (8) з температурою 650 К та направляється через зволожувач (9) на конверсію окису вуглецю.
Після зволожування конвертована суміш в співвідношенні пар: газ=0,57 поступає в конвертор першої ступені (11), в якому на середньо-температурному залізо-хромовому каталізаторі при температурі на виході
723К, об'ємній швидкості до 2000 год-1 проходить реакція конверсії оксиду вуглецю з водяним паром.
Залишок оксиду вуглецю після конвертора першої ступені складає 3,7% (на сухий газ).
Після конвертора першої ступені теплота парогазової суміші використовується для отримання насиченого пару тиском 10,5 МПа в котлі утилізаторі (12). При цьому парогазова суміш охолоджується до 603К. Після цього парогазова суміш охолоджується до температури 493К у нагрівачі (13), нагріваючи при цьому конвертований, який не має в своєму складі СО2 перед метануванням до 573К. Після підігрівача парогазова суміш з температурою до 573К. Після підігрівача парогазова суміш з температурою 493К і співвідношенням пар: газ=0,45 поступає в конвертор СО другої ступені (14), в якому на низко-температурному каталізаторі, який в своєму при об'ємній швидкості 2000 год-1 та температурі на виході 523К відбувається конверсія оксиду вуглецю з водяним паром до вмісту СО в конвертованому газі приблизно 0,15−0,5% (об.).
З конвертора другого ступеня конвертований газ поступає через охолоджувач (15) в кип’ятильник МЄА-розчину (26). В охолоджувачі газ охолоджується до 450К, після кип’ятильників — до410К. Потім газова суміш охолоджується до 380К в абсорбційно-холодильній установці (АХУ).
Після цього конвертована парогазова суміш поступає в підігрівач 16 та охолоджується до температури 358−368К, нагріваючи очищений від СО2 конвертований газ.
Кінцеве охолодження конвертованої парогазової суміші до температури 313К відбувається в апаратах повітряного охолодження (17). Після цих апаратів газ проходить сепаратор вологовідділювач і направляється на очистку від окису вуглецю моноєтаноламіновим розчином. Очистка конвертованого газу від СО2 відбувається 20-% розчином моноєтаноламіна по двох потоковій схемі з регенерацією розчину в регенераторі-рекуператорі.
Конвертований газ під тиском 2,8 МПа и з температурою 313К подається в абсорбер (18), зрошений 20-% розчином МЄА з температурою 310К. Абсорбція СО2 відбувається на насадці із сітчастих тарілок з високими барботажними шарами рідини. У відповідності з двох поточною схемою абсорбер розділений на нижню та верхню секції.
Конвертований газ, який в своєму складі має 18% СО2, проходить спочатку нижню секцію абсорбера, а потім верхню і очищається до залишкового вмісту 0,01−0,03% (об.) СО2. В верхній частині абсорбера очищений від СО2 конвертований газ проходить ковпачкові тарілки, зрошуваний флегмою, і сепаративний устрій для зменшення втрат моноєтаноламіну з газом. Очищений від СО2 конвертований газ направляється на метанування.
Верхня секція абсорбера (18) зрошується тонко регенеруючим розчином другого потоку. Тут розчин насичується оксидом вуглецю (від 0,1 до 0,45 мольСО2 /моль аміну) і поступає в нижню секцію, в якому змішується з грубо регенеруючим розчином, який йде із регенератора першим потоком.
Насичений розчин виходить із нижньої секції абсорбера з вмістом СО2 приблизно 0,65 моль/моль аміну і температурою 350К та розділившись на три потоки, поступає в регенератор (25). Перший потік, який складає біля 10% загальної кількості, направляється на верх генератора. Другий потік, який складає 45% загальної кількості розчину, пройшовши теплообмінник (23), нагрівається до 370К за рахунок теплоти тонко регенеруючого розчину і поступає на 20-ю тарілку регенератора.
Третій потік, який складає також приблизно 45%, пройшовши теплообмінники (21) і випарювач (22), нагрівається до 386К за рахунок теплоти грубо регенеруючого розчину і поступає в регенератор на 15-ю тарілку.
Регенератор, подібно абсорберу, також розділений на дві секції. В верхній секції регенератора (тарілки 11−22) відбувається десорбція насиченого МЄА-розчину до вмісту 0,3−0,35 моль СО2 /моль аміну за рахунок теплоти парогазової суміші, яка поступає із нижньої секції регенератора. Потім розчин ділиться на два приблизно рівних потоки. Перший потік — грубо регенеруючий — виходить із регенератора і поступає в між трубний простір випарювача (22) і теплообмінників (21), де віддає свою теплоту насиченому розчину, охолоджуючись від 393 до 338К. Подальше охолодження регенерованого розчину першого потоку до 320К відбувається в повітряному холодильнику (20). Потім груборегенеруючий розчин поступає на зрошення нижньої частини абсорбера.
Другий потік поступає для більш глибшої регенерації в нижню секцію (тарілки 1−10), де із нього десорбуєтьсяCO2до залишкового вмісту 0,1 моль CO2/моль аміну. Кінцева десорбція CO2 із МЄА-розчину відбувається при кип’ятінні в виносних холодильниках (12).
Із нижньої секції регенератора тонко регенеруючого розчину направляється в між трубний простір теплообмінника (23), охолоджується від 398 до 343К, після чого насосом (24) прокачується через повітряний холодильник (19) і поступає на зрошення верхньої секції абсорбера.
З метою очистки робочого МЄА — розчину від продуктів розпаду, окислення і осмолення моноєтаноламіну та неорганічних домішок, які визивають корозію апаратури, запроваджувана розгонка частини циркуляційного розчину в спеціальному апараті.
Після моноєтаноламінової очистки конвертований газ підігрівають, проходячи послідовно два теплообмінника — підігрівача, які розташовані у відділенні конверсії СО. В першому підігрівачі (16) газ нагрівається від 313 до 370 К теплотою парогазової суміші після АХУ, в другому (13) — до 573 К — парогазовою суміщу після конверсії СО першої ступені, а потім поступає в метонатор (27)
В метонаторі газ проходить шар нікелево-алюмінієвого каталізатора, де в результаті гідрування відбувається тонка очистка азотно-водневої суміші до вмісту в ній не більше 0,002% (об.).
Із метонатора очищена азотно-воднева суміш з температурою 623 К поступає послідовно в між трубний простір підігрівачів води високого і низького тиску (28) і (29), де охолоджується відповідно до 400 і 343К. Кінцеве охолодження азотно-водневої суміші до 313К і конденсація водяних парів, отриманих в результаті гідрування оксидів вуглецю, відбувається у повітряному холодильнику (30).
Після відділення газового конденсату у апараті відділення вологи газ направляється на центр обіжний компресор для стиснення азотно-водневої суміші.
Також для порівняння можна сказати, що азотно-воднева суміш, яка поступає в блок синтезу аміаку агрегату 1360т/добу, відрізняється підвищеним показником чистоти у порівнянні з агрегатом потужністю 600т/добу та іншими старими схемами промисловості.
1.2.3 Порівняльний аналіз існуючих конструкцій апарата, що проектуються. [5]
Використовують шахтні конвертори пароповітряної конверсії агрегату синтезу аміаку продуктивністю 600 т/добу, який зображений на рисунку 4, в якому конвертований газ при температурі 760−830 К поступає із трубчатих печей по футерованому газоходу в змішувач шахтного реактора для змішування з киснем. Вхід газу відбувається тангенсально на відміну від шахтного реактора на рисунку (3), в якому газ поступає зверху. Температура повітря на вході в реактор складає 670−820 К. В шахтні реактори другої ступені потрапляє газ із трубчатої печі, який складає 8−10% (об.) метану. У всіх реакторів при змішуванні потоків, швидкість повітря дорівнює 10−60 м/с. Найбільш висока температура горіння — в нижній частині змішування 5−20 м/с.
Процес в шахтному реакторі контролюється термопарами (5), які встановленні на вході реакційних потоків, в шарі каталізатора та на виході газу із реактору.
Рисунок 4 — Шахтний конвертор метану: 1-верхня кришка реактора; 2-камера; 3-водяна оболонка; 4-корпус реактора; 5-термопари; 6-штуцер входу води до водяної оболонки; 7-газохід; 8-футеровиний вузол виходу конвертованого газу; 9-днище; 10-розподыльна насадка для виводу гарячого конвертованого газу; 11-шари із оксиду алюмінію; 12-кришка люкалаза; 13-каталізатор; 14 — футеровка із жаростійкого та теплоізоляційного бетону; 15-захисний кожух; 16-штуцер виводу води із водяної оболонки; 17 — повітряник; 18 — фурми для вводу повітря.
На рисунку 5 зображено шахтний реактор паро-кисневої конверсії. Це вертикальний апарат, представляє собою вертикально розташовану металічну обичайку із мало вуглецевої котельної сталі у верхній частині якого знаходиться змішувальна камера 11. У нижній конусній частині апарату викладений звід 6, на якій укладаються шари з глинозему 5, а на них нікелевий каталізатор 9 у формі кілець, загальним об'ємом 38,5 м3. Всередині апарат футерований жаростійким бетоном 10, ззовні він має водяну оболонку 4, не допускає небезпечних перегрівів корпусу при дефектах футеровки. Внутрішній діаметр апарату 3,7 м, його висота (з опорою) 17,4 м. Днище шахти представляє собою сферичну, конічну або плоску решітку із високо-глиноземистої фасонної цегли.
Рисунок.5 — Шахтний конвертор метану: 1 — термопари, 2 — захисний шар, 3 — корпус, 4 — водяна оболонка, 5 — шари з глинозему, 6 — решітка, 7 — опора, 8 — драбина, 9 — каталізатор, 10 — змішувальна камера, 12 — майданчик для обслуговування.
Нижче в табл.3 приведені деякі характеристики промислових шахтних реакторів для агрегатів різної продуктивності (по аміаку).
Таблиця 3 — Характеристики реакторів.
Критерій для порівняння | Для продуктивності 600 т/добу | Для продуктивності 1300−1500 т/добу | |
Робочий тиск, МПа | 26−28 | 26−31 | |
Об'єм каталізатора, м3 | |||
Об'ємна швидкість, год. — 1 | |||
Висота, м | |||
Зовнішній діаметр, м | |||
Надійна робота реакторів в основному залежить від якості футеровки, тому до неї пред’являють великі вимоги. Глибокі тріщини приводять до небезпечних перегрівань корпусу. Виходячи з умов техніки безпеки, майже всі промислові реактори оснащені зовнішньою водяною оболонкою.
1.3 Обґрунтування вибору конструкції апарата, що проектується
Серед розглянутих апаратів шахтних конверторів вибрано реактор, який нижче зображений на рисунку 5.
Рисунок 5. — Шахтний реактор пароповітряної конверсії.
Апарат призначений для проведення практично повної конверсії метану, який залишився в газі після трубчатої печі і введення в склад отримуваного технологічного газу необхідної кількості атмосферного азоту. Апарат представляє собою вертикально розташовану металічну обичайку із мало вуглецевої котельної сталі. Верхня конусна частина апарата слугує основою привареного до неї корпусу змішувальної камери. Нижня частина обичайки закінчується конічним днищем з двома боковими відводами конвертованого газу. В середині реактор футерований вогнестійким монолітним бетоном товщиною приблизно 300 мм. Опорний звід і насадні матеріали, які використовуються в середині апарата зроблені із корунду високої чистоти. Шахтний реактор повністю покритий водяною оболонкою.
Конвертований газ при температурі 1080−1100 К поступає із трубчатої печі по футерованому колектору в змішувач шахтного реактора і туди ж компресором подається повітря. Газ в корпус змішувача вводять тангенсально, повітря — зверху. Температура пароповітряної суміші на вході в реактор складає приблизно 755−773 К.
При змішуванні потоків швидкість витрачання повітря із сопел розподільчого пристрою досягає 60 м/с, швидкість руху газу в циліндричній частині змішувача — 20 м/с.
Схема загрузки апарату: на опірний звід, виготовлений із фасонних корундових виробів, укладають три шари з діаметром відповідно 70, 50 і 20 мм, після чого поміщають нікелевий кільцевидний або циліндричний каталізатор об'ємом 32 м3, далі - 6 м3алюмохромового каталізатор, на нього по периметру апарату укладають кругову корундову цеглу, а після всю поверхню каталізатора закривають щільно укладеним шестигранними корундовими плитками, які мають по 12 або 9 отворів для проходження газу. Така конструкція розподільчої корундової решітки над шаром каталізатора забезпечує низькі температурні градієнти в поперечному перерізі шару каталізатора і рівномірне розподілення потоків газу по шару. Загальний опір апарату при проектному навантаженню не повинно перевищувати 0,1 МПа.
Можна зробити висновок, що апарат, який зображений на рисунку 5 в даній технологічній схемі буде найбільш ефективним. Апарат має широке використання в агрегатах синтезу аміаку. Каталізатори які використовуються в апараті мають велику ефективність і порівняну дешевизну.
1.4 Норми технологічного режиму
1. Температура парогазової суміші (у кільцевому просторі) — 1100 К;
2. Температура газу на виході із шахтного реактора — не більше 1300 К;
3. Загальний опір апарату при проектному навантаженні - не більше 0,1 МПа;
4. Склад синтез-газу (%): H2 - 61.7; CO — 0.5; CO2 - 17.4; N2+ Ar — 20.1; CH4 — 0.3.
5. Склад природного газу, який відповідає Ставропільському родовищу (%): CH4 — 97,6; CO2 — 0,5; N2 — 1,5; C2H6 - 0.25; C3H8 — 0.15;
2. Спеціальна частина
2.1 Матеріальні розрахунки
Прихід:
Продуктивність конвертораVк= 12 500 м3/год. Маємо склад природного газу з якого розрахуємо кожен його компонент:
9V (CH4) =Vк * ССН4=12 500*0,96=12 000м3/год.
V (СО2) =Vк*ССО2=12 500*0,025=312.5м3/год.
V (С2Н6) =Vк*СС2Н6=12 500*0,012=150м3/год.
V (N2) = Vк*CN2=12 500*0.003=37.5м3/год.
За формулою m=V*Mr/ 22.4 знайдемо масу речовини:
m (CH4) =8571.429 кг/год.
m (СО2) =613.839 кг/год.
m (С2Н6) =187.5 кг/год.
m (N2) =37.5 кг/год.
Об'єм парів води, які приходять з трубчатої печі, знайдемо по заданому об'ємному співвідношенню водяної пари і газу на вході в конвертор 1,05: 1, тобто пару приходить на 5% більше від об'єму газу, що в перерахунку буде мати вигляд:
Знайдемо 5% від заданого об'єму газу за пропорцією:
V5%=Vг*5/100= 12 500*5/100=625м3/год.
V (Н2О) =V5%+Vг=12 500+625=13 125м3/год.
m (Н2О) пр. =V (Н2О) *Mr (Н2О) /22.4=10 546.875кг/год.
Знайдемо об'єм повітря, яке поступає в конвертор за співвідношенням пар: повітря = 0,1: 1:
Vпов. =V (Н2О) *10=131 250м3/год.
Повітря в своєму складі має наступні компоненти об'ємні долі:
· О2 (20,99%);
· Ar (0.99%);
· N2 (78,05%);
· СО2 (0,03%)
Звідси знаходимо об'єм кожного компонента:
V (О2) =Vпов*щО2=131 250*20,99=2 754 937.5м3/год.
V (Ar) =Vпов*щAr=131 250*0.99=129 937.5м3/год.
V (N2) = Vпов*щN2=131 250*78,05=10 244 062.5м3/год.
V (СО2) = Vпов*щCO2=131 250*0.03=3937.5м3/год.
Відповідно масу кожного компонента знайдемо за формулою V*Mr/ 22.4:
m (О2) пр. =2 754 937.5*32/22,4=3 935 625 кг/год.
m (Ar) =129 937.5*40/22,4=232 031.25 кг/год.
m (N2) =10 244 062.5*28/22,4=12 805 078.1кг/год.
m (СО2) =3937.5*44/22,4=7805.089 кг/год.
Знайдемо кількість Н2 і СО, яке прийшло із трубчатої печі, знаючи що з печі приходить 10% СН4 за реакцією: СН4 +Н2О>СО+3Н2.
Враховуючи стехіометрію реакції:
V (СО) =V (CH4) *9=108 000м3/год., 135 000 або кг/год.
V (Н2) =V (CH4) *9*3=324 000м3/год., або m (Н2) =260 517.857 кг/год.,
де 3 — коефіцієнт при Н2.
Витрати:
Знаючи ступінь конверсії метану — 98.5, знайдемо кількість не проредагованого метану:
V (2) (CH4) =V (CH4) — V (CH4) *0.985=180м3/год.
Масу СО знайдемо за реакцією, знаючи співвідношення метану і окису вуглецю: 1: 1.
m (2) (CO) =m (CH4) *Mr (CO) /Mr (CH4) =8571.429*28/16=15 000кг/год.
Знайдемо загальну кількість витрати СО за формулою:
m (3) (CO) =m (2) (CO) +m (CO) =15 000+135000 кг/год.
V (3) (CO) =m (3) (CO) *22,4/Mr (CO) = 120 000 м3/год.
m об. (Н2) =m (Н2) +m (1) (Н2)
m (1) (Н2) =m (CH4) *2Mr (Н2) / Mr (CH4) =19 285.715кг/год.
m (Н2) об. =19 285.715+260 517.857=279 803.572кг/год.
V (Н2) об. =12 654,62371 нм3/год.
Знайдемо кількість О2:
m (О2) =m (О2) пр. - m (О2) (2);
m (О2) (2) =m (О2) (3) +m (О2) (4);
m (О2) (3) знайдемо по реакції:
С2Н6+3,5О2>2СО2+3Н2О.
Співвідношення С2Н6 іО2 = 1: 3,5. Звідси знайдемо:
m (О2) (3) = [m (С2Н6) *Mr (О2) / Mr (С2Н6)] *3.5=700кг/год.
m (О2) (4) знайдемо за реакцією: СН4 +0,5О2>СО+2Н2; враховуючи те що метан прореагував не повністю: mр (СН4) =4628,57−69,428
m (О2) (4) = [mр (СН4) *Mr (О2) /Mr (СН4)] /2 = 4559.142кг/год.
m (О2) (2) =700+4559.142=5259.142кг/год.
m (О2) =3 935 625−5259.142=3 930 365.858 кг/год.
m (СО2) =m (СО2) пр. +m (СО2) (2);
m (СО2) (2) знайдемо по реакції С2Н6+3,5О2>2СО2 +3Н2О за співвідношенням
С2Н6 і СО2 = 1: 2.
m (СО2) (2) = [m (С2Н6) *Mr (СО2) /Mr (С2Н6)] *2 = 600кг/год.
m (Н2О) =m (Н2О) (1) +m (Н2О) пр.;
За співвідношенням С2Н6 і Н2О = 1: 3 знайдемо:
m (Н2О) (1) = [m (С2Н6) *Mr (Н2О) /Mr (С2Н6)] *3=337.5кг/год.
m (Н2О) = 337.5+10 546.875=10 884.375кг/год., V (Н2О) =7330.316
Азот, який прийшов з газом та повітрям і аргон який прийшов з повітрям:
m (N2) =12 805 078.1кг/год., m (Ar) =232 031.25кг/год.
Матеріальний баланс конвертора природного газу, який нижче зображений у таблиці 4.
Таблиця 4 — Матеріальний баланс.
Прихід | Витрати | |||||||
Компонент. | m (кг/год.) | Vм3/год. | Молі | Компонент | m (кг/год.) | Vм3/год. | ||
CH4 | 8571.429 | CH4 | 69,428 | |||||
СО2 | 331,47 | 168,75 | СО2 | 8405.09 | 3937.5 | |||
С2Н6 | 187.5 | N2 | 12 805 078.1 | 10 244 062.5 | ||||
N2 | 46.875 | 37.5 | Н2О | 10 884.375 | 7330,316 | |||
Н2О | 10 546.875 | Ar | 232 031.25 | 129 937.5 | ||||
Повітря: | Н2 | 279 803.572 | 12 654,6237 | |||||
О2 (20,99%) | 2 754 937.5 | СО | 8405.089 | 64 702,792 | ||||
Ar (0,99%) | 232 031.25 | 129 937.5 | О2 | 3 930 365.858 | 2 754 937.5 | |||
СО2 (0,03%) | 7805.089 | 3937.5 | ||||||
Н2 | 260 517.857 | |||||||
СО | ||||||||
? =4 461 358.006 | ? =4 461 358.006 | |||||||
2.2 Теплові розрахунки
Для розрахунку приймемо наступні данні, які зазначені у таблиці 5:
Таблиця 5 — Константи речовин.
Комп. | a | b | с | d | c' | ?H, Дж | C853 | C1093 | |
CH4 | 17,45 | 0,6 046 | — 1.117*106 | — 7.2*10-9 | — 74 850 | 63,74 096 | 72,79 695 | ||
С2Н6 | 4,494 | 0,18 226 | — 7.486*105 | 1.08*10-8 | — 84 670 | 112, 196 | 128,3749 | ||
N2 | 27,87 | 0,427 | 31,51 231 | 32,53 711 | |||||
СО2 | 44,14 | 0,904 | — 853*103 | — 393 510 | 50,67 879 | 53,3067 | |||
СО | 28,41 | 0,0041 | — 46 000 | — 110 500 | 31,84 408 | 32,85 279 | |||
Н2 | 27,28 | 0,326 | 30,12 977 | 30,8852 | |||||
Н2О | 0,1 071 | — 241 840 | 39,18 098 | 41,73 365 | |||||
О2 | 31,46 | 0,339 | — 377 000 | 33,83 353 | 34,8497 | ||||
Ar | 20,76 | 20,76 | |||||||
Прихід тепла:
Для знаходження фізичного тепла приходу і витрат розрахуємо молі речовин за формулою: n=; Данні занесемо до нижче вказаної таблиці 6.
Таблиця 6 — Молі речовин.
Компонент | Молі приходу | Молі витрат | |
CH4 | 289 285,625 | 4339,25 | |
С2Н6 | 3613,33 333 | ———-; | |
N2 | 2 470 454,77 | ||
СО2 | 8482,62 784 | 15 709,29 | |
СО | 2 603 571,43 | ||
Н2 | |||
Н2О | 316 406,25 | 327 246,3 | |
О2 | 664 136,719 | 509 016,9 | |
Ar | 31 324,2175 | 31 323,97 | |
1. Фізичне тепло парогазової суміші, що поступило знайдемо за формулою:
Q=?nicit, де
ni — мольна доля речовини;
ci — теплоємність компонента при t. (Дж/моль*К);
t — температура;
Qфіз. = (289 285,625*63,74 096+3613,33 333*112, 196+2 470 454,77*31,51 231+8482,62 784*50,67 879+2603571,43*31,84 408+70296000*30,12 977+316406,25*39,18 098+664136,719*33,83 353+31324,2175*20,76) *853=1,99 052*1012Дж/год.
2. Для знаходження теплоти реакцій, знайдемо? Ср, використовуючи коефіцієнти реакцій, які зазначені у таблиці 6. За формулою знайдемо:
?Ср=?а+?bt+?ct2+?dt3+?c' (;
Для реакції СН4 +0,5О2>СО+2Н2, знайдемо коефіцієнти:
?а=28,41+2*27,28−0,5*31,46−17,45=49,79;
?b=0,0041+2*0,326−0,5*0,339−0,6 046=-0,51 535;
?c=0,1 117;
?d=7,2*10-9; ?c'=242 900;
Для реакції С2Н6+3,5О2>2СО2 +3Н2О, знайдемо коефіцієнти:
?а=2*44,14+3*30−3,5*31,46−4,494=63,676;
?b=-0,143 915; ?c=0,7 486; ?d=1,08*10-8; ?c'=-287 500, звідси Для першої реакції:
?Ср=49,79+ (-0,51 535) *t+0,1 117*t2+7,2*10-9* t3+242 900 (;
Для другої реакції:
?Ср=63,676+ (-0,143 915) *t+0,7 486*t2+1,08*10-8*t3+ (-287 500) (;
Знайдемо стандартні теплоти реакції, використовуючи значення? H з таблиці 5:
Для СН4 +0,5О2>СО+2Н2:
?H298=2*?H (СО) +2*?H (Н2) — 0,5*?H (О2) — ?H (СН4);
?H298=35 650 Дж.
Для С2Н6+3,5О2>2СО2 +3Н2О:
?H298=2*?H (СО2) +3*?H (Н2О) — 3,5*?H (О2) — ?H (С2Н6);
?H298=-1 427 870 Дж.
?а*t+?b/2*t2+?c/3*t3+?d/4*t4-?c'/2 ()
?Ht=?H298 +?а (T2-T1) +?b/2 (-) +?c/3 (-) +?d/4 () — ?c' ();
?H853=-5 966 173 327 Дж.;
?H1093=-5 165 017 059 Дж.;
??Ht=-11 131 190 386 Дж.;
Загальний прихід тепла, знаючи, що Q=-?H:
Qпр. =Qфіз — ?H853 — ?H1093;
Qпр. =1,99 052*1012+5 966 173 327+5165017059=2,165*1012 Дж/год.
Витрати тепла:
1. Фізичне тепло паро-газової суміші виділяється при температурі 1093К:
Qвитр. = (4339,25*72,79 695+2470455*32,53 711+15709,29*53,3067+2 888 518*32,85 279+70865893*30,8852+327 246,3*41,73 365+509016,9*34,8497+31 323,97*20,76) *1093=2,58 672*1012 Дж/год.
2. Тепло, яке забране обичайкою конвертора:
Qоб. =Qвитр. - Qпр. =2,58 672*1012 — 2,165*1012=5,85 069*1011Дж. /год.,
відповідно тепло ПГС буде перераховано:
Q= Qвитр. - Qоб. = 2,58 672*1012 — 5,85 069*1011=2,165*1012Дж. /год.