Монтаж технічних засобів автоматизації процесу стадії підготовки аміаку до нейтралізатора у виробництві НАК
Верхня частина стояків всіх агрегатів на рівні 21 тарілки має підживлення оборотною водою під тиском не вище ніж 0,5 МПа (5,0 кгс/см2). Змійовики виконані суцільнотягнутими в середині колони. Оборотна вода надходить в змійовики абсорбційної колони з температурою не вище ніж 28 0С. технологічний процес пристрій тиск Після абсорбційної колони оборотна вода з температурою не вище ніж 30… Читати ще >
Монтаж технічних засобів автоматизації процесу стадії підготовки аміаку до нейтралізатора у виробництві НАК (реферат, курсова, диплом, контрольна)
Міністерство освіти і науки України Національний університет водного господарства та природокористування Технічний коледж
ПОЯСНЮВАЛЬНА ЗАПИСКА
до курсового проекту
з дисципліни:
" Монтаж технічних засобів автоматизованих систем"
на тему:
«Монтаж технічних засобів автоматизації процесу стадії підготовки аміаку до нейтралізатора у виробництві НАК»
Виконав:
студент групи ІЕМ-4
Полюхович О.Г.
Керівник:
Климчук В.М.
Рівне-2013
Зміст
Вступ
1. Аналіз технологічного процесу
1.1. Опис технологічного процесу
2. Проектування автоматизованої системи керування процесом
2.1. Фактори, що впливають на процес виготовлення та номінальні значення параметрів технологічного процесу
2.2. Норми технологічного режиму
3. Вибір технічних засобів системи автоматизації
3.1. Обгрунтування вибору ТЗА
3.2. Характеристика та принцип дії обраних ТЗА
4. Монтаж основних ТЗА
4.1. Монтаж відбірних пристроїв для вимірювання витрати
4.2. Монтаж пристроїв для відбору тиску й розрідження
5. Монтажні схеми
5.1. Розробка схеми зовнішніх під'єднань ТЗА
5.2. Проектування пульта управління процесом
Висновок Використана література Додаток
Вступ
Сучасні хіміко-технологічні процеси відзначаються складністю та високою швидкістю протікання, а також чутливістю до відхилення режимних параметрів від нормальних значень, шкідливістю умов роботи, вибухо-пожежно безпечністю перероблюваних речовин. Зі збільшенням навантаження апаратів, потужності машин виконувати технологічні процеси при високих і надвисоких тисках та температурах (близьких до критичних значень), а також швидкостях хімічних реакцій з використанням ручного керування неможливо. У таких умовах навіть досвідчений працівник не може своєчасно вплинути на процес у разі відхилення його від норми, а це може призвести до втрати якості готової продукції, псування сировини, допоміжних речовин, а також до аварійних ситуацій, включаючи пожежі, вибухи, викиди шкідливих речовин у навколишнє середовище. Деякі технологічні процеси можна виконувати лише при їх повній автоматизації.
Автоматизація — це застосування комплексу засобів, що дозволяють здійснювати виробничі процеси без особистої участі людини, але під її контролем. Автоматизація виробничих процесів приводить до збільшення випуску, зниженню собівартості і поліпшенню якості продукції, зменшує чисельність обслуговуючого персоналу, підвищує надійність і довговічність машин, дає економію матеріалів, поліпшує умови праці і техніки безпеки.
Автоматизація звільняє людину від необхідності безпосереднього керування механізмами. В автоматизованому процесі виробництва роль людини зводиться до налагодження, регулювання, обслуговування засобів автоматизації і спостереження за їхньою дією. Якщо механізація полегшує фізичну працю людини, то автоматизація має мету полегшити так само і розумову працю.
1. Аналіз технологічного процесу
1.1 Опис технологічного процесу
Виробництво неконцентрованої азотної кислоти складається з наступних стадій[1]:
1. Підготовка і компримування повітря.
2. Підготовка газоподібного аміаку.
3. Підготовка аміачно-повітряної суміші.
4. Конверсія аміаку та охолодження нітрозного газу.
5. Абсорбція оксидів азоту.
6. Селективне очищення хвостових газів від залишкових оксидів азоту.
7. Рекуперація енергії тиску і теплоти очищених хвостових газів.
8. Видача та зберігання продукційної кислоти.
Підготовка і компримування повітря [1]
Атмосферне повітря осьовим компресором газотурбінної установки ГТТ-3М всмоктується через повітрозабірну трубу в апарат очищення повітря, в якому проходить двоступінчасте очищення від пилу і твердих домішок на касетних фільтрах:
тонке очищення — на фільтрі Петрянова елемента Д-33КЛ;
грубе очищення — на лавсановому фільтрі елемента Ф-1,8;
Стан фільтрів контролюється їх опором, який повинен бути не більше ніж 2кПа (200 мм вод. ст.).
Із апарата поз. IX повітря надходить в газотурбінну установку ГТТ-3М, яка включає в себе: осьовий компресор; повітроохолоджувач; нагнітач; газову турбіну; камеру згоряння; редуктор; розгінний електродвигун.
Компресор і нагнітач приводяться в рух за допомогою газової турбіни.Камера згоряння забезпечує роботу установки під час пуску та в робочому режимі.
Редуктор використовується для приводу нагнітача і розгінного електродвигуна.
Електродвигун призначений для розгону газотурбінної установки ГТТ-3М під час пуску і забезпечення балансу потужності установки в робочому режимі.
Осьовий компресор стискує повітря до тиску від 0,250МПа до 0,293МПа (від2,50 кгс/см2 до 2,93 кгс/см2) з підвищенням температури не вище ніж 175 0С. Потім повітря охолоджується в повітроохолоджувачі до температури не вище ніж 48 0С оборотною водою. Для підвищення температури повітря після нагнітача передбачено байпас мимо повітроохолоджувача. Після повітроохолоджувача повітря надходить в нагнітач, в якому стискується до тиску не вище ніж 0,8 МПа (8,0 кгс/см2) з підвищенням температури не вище ніж 175 0С.
Після нагнітача основна частина повітря направляється в технологічний цикл безпосередньо на окислення аміаку.
Крім того, повітря використовується:
§ в віддувній колоні поз. 12 вузла абсорбції оксидів азоту;
§ в трубопроводі нітрозного газу після підігрівача хвостових газів поз. 6 для окислення оксиду азоту в діоксид азоту.
Підготовка газоподібного аміаку [1]
Газоподібний аміак утворюється в процесі випаровування рідинного аміаку в випарнику вузла підготовки газоподібного аміаку. Випарник — це горизонтальна циліндрична посудина з розміщеним в ній пучком U-подібних трубок.
Рідинний аміак під тиском від 1,3 МПа до 1,5 МПа (від13 кгс/см2 до 15 кгс/см2) надходить в випарник із мережі підприємства, попередньо очищений від механічних домішок і каталізаторного пилу на сітчастому фільтрі, який розміщений на лінії подачі рідинного аміаку в цех.
В міру випаровування рідинного аміаку вміст оливи і механічних домішок в кубовій частині випарника збільшується. Для запобігання цьому передбачено відведення частини рідинного аміаку (до 20% від кількості аміаку, яка надходить в випарник) із випарника в апарат підготовки аміаку КАПА-1.
Із випарника газоподібний аміак для очищення від оливи і механічних домішок надходить в фільтр. Після фільтра очищений газоподібний аміак надходить в дистиляційну колону. В верхній частині дистиляційної колони розміщений фільтр.
Сконденсований рідинний аміак, олива і механічні домішки, які накопичуються в нижній частині дистиляційної колони, безперервно відводяться в апарат підготовки аміаку КАПА-1.
В апараті підготовки аміаку КАПА-1 рідинний аміак випаровується за рахунок теплоти пари, яка надходить в апарат під тиском не вище ніж 0,5МПа і з температурою від 1800С до 2000С.
Газоподібний аміак із апарата підготовки аміаку КАПА-1 з температурою від 1000С до 1100С і під тиском не вище ніж 0,4МПа (4,0кгс/см?) видається в мережу підприємства.
Газоподібний аміак після дистиляційної колони надходить в трубний простір підігрівача, в якому підігрівається до температури від 1000С до 1100С за рахунок теплоти пари, яка надходить в міжтрубний простір підігрівача з температурою від 1800С до 200 0С і під тиском не вище ніж 0,5 МПа.
Конденсат із випарника і з підігрівача надходить в збірник.
Після підігрівача газоподібний аміак з температурою від 1000С до 1100С направляється в змішувач. Частина газоподібного аміаку після вузла підготовки аміаку надходить в реактор селективного очищення поз.5.
Підготовка аміачно-повітряної суміші [1]
Після нагнітача повітря під тиском не вище ніж 0,8МПа і з температурою не вище ніж 175 0С надходить в змішувач, де змішується із газоподібним аміаком.
Газоподібний аміак надходить в змішувач з підігрівача газоподібного аміаку поз.11г під тиском не вище ніж 0,8МПа і з температурою від 1000С до 110 0С.
Об'ємна частка газоподібного аміаку в аміачно-повітряній суміші підтримується автоматично регулятором в межах від 9,5% до 11,0%.
Після змішування аміаку і повітря в змішувачі утворена аміачно-повітряна суміш очищується від пилу, механічних домішок, оливи на патронних фільтрах, розміщених в верхній частині змішувача.
Конверсія аміаку та охолодження нітрозного газу [1]
Аміачно-повітряна суміш із змішувача з температурою від 1400С до 230 0С надходить в контактний апарат поз.3, в якому за температури від 8500С до 910 0С на каталізаторі відбувається окислення аміаку киснем, що знаходиться в аміачно-повітряній суміші, з утворенням оксиду азоту, водяної пари та елементарного азоту за реакціями:
4NH3 + 5O2 = 4NO + 6H2O + 905,8 кДж (1)
4NH3 + 4O2 = 2N2O + 6H2O + 1103 кДж (2)
4NH3 + 3O2 = 4N2 + 6H2O + 1267 кДж (3)
Основною є перша реакція. Вихід оксиду азоту залежить від кількості аміаку, який іде на окислення.
Окислення аміаку відбувається на пакеті каталізаторних сіток з платинових сплавів, в якому є від п’яти до 15 сіток в залежності від їх маси та структури. Під каталізаторними сітками встановлено пакет з чотирьох паладієвих сіток, призначених для вловлювання платини.
Над сітками розташований запальний пристрій з стаціонарним пальником.
В верхній частині контактного апарата розміщена вибухова пластина, яка запобігає руйнуванню контактного апарата у випадку вибуху аміачно-повітряної суміші. Викид газів після пластини здійснюється в атмосферу.
Для захисту каталізаторних сіток від сплавлення передбачено захисне блокування, яке зупиняє технологічну частину агрегату у разі підвищення температури на сітках контактного апарата до 950 0С (контур TIRSAH-102).
Відхилення від нормального технологічного режиму сигналізується світловим та звуковим сигналами на щиті керування агрегатом.
Утворені на каталізаторі нітрозні гази (NOX, N2, H2O) з температурою від 8500С до 910 0С надходять в котел-утилізатор Г-420БПЕ поз.4, де охолоджуються до температури від 3000С до 380 0С. За рахунок теплоти нітрозних газів в котлі відбувається випаровування деаерованої хімочищеної води з утворенням пари під тиском не вище ніж 1,5МПа і з температурою від 2100С до 250 0С.
Котел Г-420БПЕ — це горизонтальний двоходовий теплообмінник з прямими трубками. В об'ємі котла частково проходить реакція окислення оксиду азоту в діоксид азоту з виділенням теплоти. На лінії подачі живильної води в котел встановлено економайзер для попереднього підігрівання води очищеними хвостовими газами, які надходять від котла-утилізатора хвостових газів.
Після котла-утилізатора поз.4 нітрозні гази надходять в міжтрубний простір підігрівача хвостових газів другого ступеня ПХГ-ІІ поз.1, в якому охолоджуються до температури від 2100С до 260 0С хвостовими газами, що направляються в трубки підігрівача хвостових газів ПХГ-ІІ поз.1 із підігрівача хвостових газів ПХГ-І поз.6.
Після підігрівача хвостових газів другого ступеня ПХГ-ІІ поз.1 нітрозні гази надходять в трубки підігрівача хвостових газів першого ступеня ПХГ-І поз.6, в якому охолоджуються до температури від 1400С до 1900С хвостовими газами із абсорбційної колони поз.8.
Схемою автоматизації передбачено регулювання рівня живильної води в барабані котла-утилізатора Г-420БПЕ поз.4 (контур LIRCALH-131). У разі зниження рівня води в котлі нижче середнього значення на 130 мм передбачено захисне блокування, яке зупиняє технологічну частину агрегату.
Абсорбція оксидів азоту [1]
Після підігрівача хвостових газів першого ступеня поз.6 нітрозні гази з температурою від 1400С до 1900С надходять в міжтрубний простір холодильників-конденсаторів поз.7, поз.7а, де охолоджуються до температури не вище ніж 800С оборотною водою, яка подається в трубний простір з абсорбційної колони поз.8. В холодильниках-конденсаторах в міжтрубному просторі відбувається конденсація водяної пари і утворення азотної кислоти з масовою часткою HNO3 від 40% до 50%.
Холодильники-конденсатори — це вертикальні одноходові кожухотрубні теплообмінники з водяною оболонкою. Перший за ходом газу холодильник-конденсатор, який працює в більш тяжких умовах, виготовлений із сталі 00Х23Н9Т, другий — із сталі Х18Н10Т.
Оборотна вода подається в холодильники-конденсатори після змійовиків абсорбційної колони поз.8. Кислота з холодильників-конденсаторів подається на одну з тарілок абсорбційної колони з відповідною концентрацією.
Схемою передбачено подачу кислоти на 6;8;10;12 тарілку.
Нітрозні гази після холодильників-конденсаторів з температурою не вище ніж 800С надходять в кубову частину абсорбційної колони під першу тарілку і проходять вверх колони через 47 сітчастих тарілок. На 46 тарілку подається насосами поз.161−3 із збірника поз.15 знесолена вода з температурою не вище ніж 35 0С, витрата якої регулюється автоматично регулятором. Утворена на верхній тарілці слабка азотна кислота перетікає на нижче розташовані тарілки, рухаючись назустріч нітрозним газам. Масова частка азотної кислоти збільшується в міру проходження кислоти через тарілки. На виході із колони температура азотної кислоти становить від 400С до 600С, а масова частка азотної кислоти — не менше ніж 57%. Процес утворення азотної кислоти відбувається за реакціями:
2NO + O2 = 2NO2 + Q
2NO2 + H2O= HNO2 + HNO3 + Q
3HNO2 = HNO3 + 2NO + H2O + Q
Процес абсорбції діоксиду азоту — екзотермічний. Для відведення теплоти, яка виділяється в процесі абсорбції, на тарілках розміщено змійовики, по яких проходить оборотна вода. Підведення і відведення оборотної води виконано індивідуально для кожної тарілки.
Верхня частина стояків всіх агрегатів на рівні 21 тарілки має підживлення оборотною водою під тиском не вище ніж 0,5 МПа (5,0 кгс/см2). Змійовики виконані суцільнотягнутими в середині колони. Оборотна вода надходить в змійовики абсорбційної колони з температурою не вище ніж 28 0С. технологічний процес пристрій тиск Після абсорбційної колони оборотна вода з температурою не вище ніж 30 0С направляється в холодильники-конденсатори. Далі оборотна вода з температурою не вище ніж 35 0С направляється в оборотний цикл № 3. Завдяки пінному режиму на тарілках колони забезпечується хороший теплообмін. Для поліпшення режиму абсорбції з метою підвищення ступеня абсорбції в абсорбційній колоні агрегату № 3 над 14 і 22 тарілками розміщена металева насадка на додаткових сітчастих тарілках. Ступінь абсорбції оксидів азоту в абсорбційній колоні має бути не менше ніж 99,0%.
В процесі утворення азотної кислоти в абсорбційній колоні накопичуються хлориди, які посилюють корозію металу. З метою запобігання їх накопиченню і зменшення корозійної дії на матеріал колони схемою передбачено відвід хлоридів з тарілок абсорбційної колони в цеховий колектор азотної кислоти з 9−19 тарілки;
Допустима масова концентрація хлоридів на тарілках абсорбційної колони становить не більше ніж 500 мг/дм3. З метою підвищення ступеня абсорбції схемою передбачено подачу додаткового повітря для доокислення нітрозних газів в трубопровід нітрозних газів після підігрівача хвостових газів поз.6. З абсорбційної колони азотна кислота з температурою від 400С до 600С надходить в віддувну колону поз.12, де на тарілках сітчастого типу гарячим повітрям з нагнітача азотна кислота віддувається від оксидів азоту до масової частки оксидів азоту не більше ніж 0,1%.
Прояснена азотна кислота після віддувної колони направляється на склад в сховище кислоти або безпосередньо на виробництво адипінової кислоти. Рівень кислоти в віддувній колоні підтримується автоматично регулятором рівня. Віддуті гази із віддувної колони надходять в трубопровід нітрозних газів перед абсорбційною колоною. Неабсорбовані хвостові гази після абсорбційної колони з об'ємною часткою оксидів азоту не більше ніж 0,11% (в період з 1.05 до 1.10 — не більше ніж 0,15%) і об'ємною часткою кисню не більше ніж 4,0% надходять в підігрівач хвостових газів першого ступеня поз.6, де за рахунок теплоти нітрозних газів підігріваються до температури від 1100С до 140 0С.
Схемою передбачено відведення в дренажний бак поз.19 два рази на зміну азотної кислоти, яка накопичується в трубному та міжтрубному просторі підігрівача хвостових газів першого ступеня поз.6 .
Схемою автоматизації вузла абсорбції передбачено:
— регулювання рівня кислоти в віддувній колоні видачею її на склад (контур поз. LIRCALH-105);
— регулювання витрати повітря в віддувну колону і трубопровід нітрозних газів (контур поз. QIR-103);
— регулювання витрати знесоленої води на зрошення абсорбційної колони (контур поз. QIRCA-109).
Відхилення від норм технологічного режиму вузла абсорбції сигналізується відповідними світловими та звуковими сигналами на щиті керування агрегатом.
Селективне очищення хвостових газів від залишкових оксидів азоту [1]
Хвостові гази після підігрівача хвостових газів першого ступеня поз.6 надходять в міжтрубний простір підігрівача хвостових газів другого ступеня поз.1, де за рахунок охолодження нітрозних газів підігріваються до температури від 2400С до 300 0С і направляються в реактор селективного очищення. В якості реактора селективного очищення використовується реконструйований окислювач. В реакторі на алюмованадієвомарганцевому каталізаторі АВК-10М відбувається відновлення оксидів азоту за реакціями:
6NO + 4NH3 = 5N2 + 6H2O + Q;
6NO2 + 8NH3 = 7N2 + 12H2O + Q;
4NH3 +3O2 = 2N2 + 6H2O + Q;
Газоподібний аміак подається безпосередньо в трубопровід хвостових газів перед реактором по трубопроводу, який змонтований після відсікачів поз. HA 270−6C-115 на лінії подачі аміаку в змішувач. Така конструкція забезпечує автоматичне припинення подачі аміаку в реактор селективного очищення у разі зупинки технологічної частини агрегату або повністю агрегату виробництва азотної кислоти. Схемою передбачено автоматичне регулювання об'ємної витрати газоподібного аміаку.
Співвідношення аміак-оксиди азоту складає 1,5:1, процес очищення проходить за температури від 2500С до3100С.
Рекуперація енергії тиску і теплоти очищених хвостових газів [1]
Очищені хвостові гази після реактора селективного очищення проходять між зовнішнім і внутрішнім корпусами універсальної камери згоряння турбіни, змішуються з паливними газами, які виходять з камери згоряння турбіни, і з температурою не вище ніж 700 0С надходять в газову турбіну.
В якості універсальної камери згоряння турбіни використовується реконструйована камера згоряння реактора каталітичної очистки.
Сталість температури газової суміші на вході в турбіну забезпечується відповідним режимом роботи камери згоряння турбіни газотурбінної установки ГТТ-3М.
Відпрацьовані в турбіні гази з температурою не вище ніж 410 0С надходять в котел-утилізатор хвостових газів КУГ-66 або Г-400 ПЕ поз.V. Котел-утилізатор включає в себе: випарник (барабан) — одноходовий теплообмінник, пароперегрівач трубчастого типу, стальний економайзер на лінії подачі живильної води в котел. В котлі виробляється пара під тиском не вище ніж 1,5 МПа і з температурою від 2300С до 250 0С за рахунок теплоти хвостових газів .
Для живлення котлів-утилізаторів КУГ-66 або Г-400 ПЕ використовується нагріта до температури 1020С — 104 0С деаерована хімочищена вода.
Хвостові гази після котлів-утилізаторів хвостових газів КУГ-66 або Г-400ПЕ проходять через економайзер котла-утилізатора нітрозних газів Г-420БПЕ і викидаються в атмосферу через викидні труби висотою 151 м і 153 м.
2. Проектування автоматизованої системи керування процесом
2.1 Фактори, що впливають на процес виготовлення та номінальні значення параметрів технологічного процесу
Для розробки функціональної схеми автоматизації передусім потрібно знати які параметри технологічного процесу будуть контролюватися. Для цього складемо технологічну карту контрольованих параметрів. На технологічній карті показані параметри, які контролюються у наступних апаратах і обладнанні :
Таблиця 1
§ Контактний апарат КА-3;
§ Котел-утилізатор нітрозних газів КУН-4;
§ Підігрівач хвостових газів ІІ ступеня ПХГ-2;
§ Підігрівач хвостових газів І ступеня ПХГ-1;
§ Холодильники-конденсатори ХК-7/7а;
§ Віддувна колона ВК-12;
§ Абсорбційна колона АК-8;
§ Збірник знесоленої води 15 (не зображено);
§ Насос подачі знесоленої води (не зображено).
2.2 Норми технологічного режиму
Занесемо усі номінальні параметри технологічного процесу у таблицю 2
Таблиця 2
Найменування стадій і потоків реагентів | Найменування параметра і одиниця вимірювання | Межі допустимих значень параметрів | |
Конверсія аміаку та охолодження нітрозних газів | |||
1 Окислення аміаку в контактному апараті поз.3 | Температура, оС Ступінь конверсії, % | 850 — 910 Не менше 93,5 | |
2 Нітрозні гази на виході з котла Г-420БПЕ поз.4 | Температура, оС | 300 — 380 | |
3 Нітрозні гази на вході в котел Г-420БПЕ поз.4 | Об'ємна частка аміаку, % | Не більше 0,03 | |
4 Прогрівання металу газових камер котлів Г-420БПЕ поз.4 перед пуском технологічної частини агрегату та після її зупинки | Температура, оС | 130 — 150 | |
5 Нітрозні гази на виході з підігрівача хвостових газів ІІ ступеня поз.1 | Температура, оС | 210 — 260 | |
6 Пара на виході з котла Г-420БПЕ поз.4 | Температура, оС Тиск, МПа (кгс/см2) | 210 — 250 Не вище 1,5 (15,0) | |
7 Живильна вода на виході з де аераційного бака | Температура, оС Масова концентрація кисню, мкг/дм3 | 102 — 104 Не більше 30 | |
Абсорбція оксидів азоту | |||
1 Нітрозні гази на виході з підігрівача хвостових газів першого ступеня: поз. 6 | Температура, оС | 140 — 190 | |
2 Нітрозні гази на вході в абсорбційну колону поз.8 | Температура, оС | Не вище 80 | |
3 Азотна кислота на виході з холодильників-конденсаторів поз.7,поз.7а | Масова частка азотної кислоти, % | 40 — 50 | |
4 Кислота на виході з абсорбційної колони поз.8 | Температура, оС Масова частка азотної кислоти, % | 40 — 60 не менше 57 | |
5 Хвостові гази на виході з абсорбційної колони поз.8 | Температура, оС Ступінь абсорбції оксидів азоту, % Об'ємна частка оксидів азоту, % Об'ємна частка кисню, % | 25 — 35 Не менше 99,0 Не більше 0,11 (з 1.05 до 1.10 не більше 1,15) Не більше 4,0 | |
6 Хвостові гази на виході з підігрівача хвостових газів І ступеня поз.6 | Температура, оС | 110 — 140 | |
7 Знесолена вода на вході в абсорбційну колону поз.8 | Об'ємна витрата, м3/год Температура, оС | Не більше 8,0 Не вище 35 | |
8 Знесолена вода на нагнітанні насосів поз.16 | Тиск, МПа (кгс/см2) | 1,75 — 2,0 (17,5 — 20,0) | |
9 Оборотна вода на вході в абсорбційну колону поз.8. Перший ввід | Об'ємна витрата, м3/год Температура, оС Тиск, МПа (кгс/см2) | 1200 — 1900 Не вище 28 Не нижче 0,35 (3,5) | |
3. Вибір технічних засобів системи автоматизації
3.1 Обгрунтування вибору ТЗА
В якості давачів температури використаємо термопари для швидкого реагування на зміни температур потоків. Для контура регулювання температури виберемо універсальний мікропроцесорний регулятор МИК-12. Для здійснення керуючого впливу на витрату теплоносія використаємо регулюючий клапан з електроприводом. Для індикації температур теплоносія і температури технологічного потоку використаємо багатоканальний цифровий індикатор. Для індикації тисків використаємо манометри з трубчатою пружиною. Також у системі необхідний сигналізатор потоку продукту, який подаватиме сигнал в схему захисту і блокування при зниженні витрати продукту.
Таблиця 3
Специфікація на технічні засоби автоматизації
3.2 Характеристика та принцип дії обраних ТЗА
ПЛК МІК-51. МІК-51 — це компактний малоканальні багатофункціональний мікропроцесорний контролер, призначений для автоматичного регулювання та логічного управління технологічними процесами. Він призначений для застосування в електротехнічній, енергетичній, хімічній, металургійній, харчовій, цементної, скляної та інших галузях промисловості.
МІК-51 ефективно вирішує як порівняно прості, так і складні завдання управління. Завдяки малоканальном МІК-51 дозволяє, з одного боку, економічно управляти невеликим агрегатом і, з іншого, забезпечити високу живучість великих систем управління.
Контролер МІК-51 дозволяє вести локальне, каскадне, програмне, супервизорного, багатозв’язних регулювання.
Архітектура контролера забезпечує можливість вручну або автоматично включати, відключати, перемикати і реконфигурировать контури регулювання, причому всі ці операції виконуються безударно незалежно від складності структури управління. У поєднанні з обробкою аналогових сигналів контролер МІК-51 дозволяє виконувати також логічні перетворення сигналів і виробляти не тільки аналогові або імпульсні, а й дискретні команди управління. Логічні функціональні блоки формують логічний програму крокового управління із завданням контрольного часу на кожному кроці. У поєднанні з обробкою дискретних сигналів контролер дозволяє виконувати також різноманітні функціональні перетворення аналогових сигналів і виробляти не тільки дискретні, але і аналогові сигнали.
МІК-51 містить засоби оперативного управління, розташовані на лицьовій панелі контролера. Ці засоби дозволяють вручну змінювати режими роботи, встановлювати завдання, управляти ходом виконання програми, вручну управляти виконавчими пристроями, контролювати сигнали і индицировать помилки. Стандартні аналогові й дискретні датчики та виконавчі пристрої підключаються до контролера МІК-51 за допомогою індивідуальних кабельних зв’язків. Усередині контролера сигнали обробляються в цифровій формі.
Контролери МІК-51 можуть об'єднуватися в локальну керуючу мережу шинної конфігурації. Для такого об'єднання ніяких додаткових пристроїв не потрібно. Через мережу контролери можуть обмінюватися інформацією в цифровій формі.
Програмування контролера виконується за допомогою клавіш передньої панелі або по інтерфейсу за допомогою спеціального програмного забезпечення — візуального редактора FBD-програм АЛЬФА. Програмний пакет редактор FВD-програм АЛЬФА поширюється безкоштовно.
Система програмування реалізована відповідно до вимог стандарту Міжнародної Електротехнічної Комісії (МЕК) IЕС 1131−3 і призначена для розробки прикладного програмного забезпечення збору даних і управління технологічними процесами, що виконуються на програмованих контролерах.
В якості мови програмування в системі реалізований мову функціональних блокових діаграм FunctionBlockDiagram (FBD), що надає користувачеві механізм об'єктного візуального програмування.
Контролер МІК-51 являє собою комплекс технічних засобів. У його склад входить центральний мікропроцесорний блок контролера і клемної-блоковий з'єднувач. Центральний блок перетворює аналогову та дискретну інформацію в цифрову форму, веде обробку цифрової інформації і виробляє керуючі впливу.
Контролер МІК-51 це — проектно-компонований виріб, який дозволяє користувачеві вибрати потрібний комплект модулів розширення (УСО — пристрої зв’язку з об'єктом) і клемної-блокових з'єднувачів згідно числу і виду вхідних і вихідних сигналів. Його склад і ряд параметрів визначаються споживачем і вказуються в замовленні. До одного контролера МІК-51 можна підключити тільки один модуль розширення!
У контролер МІК-51 вбудовані розвинуті засоби самодіагностики, сигналізації та ідентифікації несправностей, у тому числі при відмові апаратури, виході сигналів за допустимі межі, збої в ОЗУ, порушенні обміну по мережі і т.п.
Основні властивості МИК-51
У контролері МІК-51 передбачено:
* До 9 незалежних контурів регулювання, кожен з яких може бути локальним або каскадним, з аналоговим або імпульсним виходом, з ручним, програмним (в тому числі багатопрограмним) або супервизорногозадатчиком.
* Більше 80 типів зашитих в ПЗУ функціональних блоків безперервного і дискретної обробки інформації, включаючи функціональні блоки ПІД регулювання, функціональні блоки математичних, динамічних, нелінійних, аналогово-дискретних і логічних перетворень.
* До 99 використовуваних блоків з вільним їх заповненням-якими функціональними блоками з бібліотеки і вільним конфігуруванням між собою і з входами-виходами контролера. Ручна установка або автопідстроювання будь-яких властивостей, параметрів і коефіцієнтів в будь-яких функціональних блоках.
* Зміна режимів управління, включення/відключення, переключення і реконфігурація контурів регулювання будь-якого ступеня складності.
* Оперативне управління контурами регулювання за допомогою клавіш лицьової панелі, 2-х чотирирозрядного, і одного трирозрядного цифрових індикаторів і набору світлодіодів, що дозволяють змінювати режими, встановлювати завдання, управляти виконавчими механізмами, контролювати сигнали, ініцілізувати аварійні ситуації. При програмному регулюванні засоби оперативного управління дозволяють вибирати потрібну програму, пускати, зупиняти, і скидати програму, переходити до наступної ділянки програми, а також контролювати хід виконання програми.
* Об'єднання до 32 контролерів в локальну керуючу мережу, причому в цю мережу можуть включатися також і інші моделі контролерів.
Кількість входів-виходів в базовій моделі контролера:
— Аналогові входи — 4 (2 універсальних, 2 уніфікованих);
— Аналогові виходи — 1.
Витратомір SigmaFC2
Висока точність Висока точність вимірювання забезпечується завдяки застосуванню високоточного АЦП, схемній обробці вхідного сигналу датчика, технології SMD і цифрової корекції погрішностей при малій витраті. Технологічні рішення забезпечують високу температурну й часову стабільність вимірювання.
Простота обслуговування Велика кількість режимів і встановлюваних параметрів дозволяють настроїти прилад для найбільш повної відповідності конкретним завданням і умовам вимірювань. Встановлювати параметри можна через наочне меню, використовуючи клавіатуру й дисплей на перетворювачі, або із приєднаного комп’ютера.
Дроселювання й нечутливість Можна встановити різні режими й розміри дроселювання під час вимірювання витрати неоднорідних речовин, при сильних коливаннях миттєвої витрати, встановлювати область нечутливості при дуже малій витраті.
Разервування Перетворювач зберігає отримані при вимірюванні дані й у випадку відключення живлення. Зберігає коди виникнення чотирьох помилок. Крім того, найважливіші дані (калібровані постійні, кумулятивні значення й параметри встановлених режимів) уводяться в незалежну від напруги пам’ять EEPROM.
Реальний час і періодичність вимірювань Перетворювач обладнаний годинником реального часу. У пам’яті перетворювача можна зберегти до 1000 значень, автоматично вимірюваних із заданою періодичністю, і/або вимірювання в заданий час, наприклад пятнадцатихвилинний максимум щодня в певний час. Можна зберігати також статистичні результати: максимальне, мінімальне або середнє значення в інтервалі, накопичений обсяг в обох напрямках і реальний час.
Дозування За допомогою перетворювача можна дозувати заданий обсяг рідини. Дозування включається кнопкою або зовнішнім сигналом, а зупиняється перетворювачем.
Ввід-Вивід У перетворювача є ряд гальванічно розв’язаних входів і виходів. Є гальванічно розв’язане джерело 24 В, пост. Пристрої можуть бути одночасно приєднані до:
* вводу послідовної лінії
* виводу послідовної лінії
* виводу струмового сигналу
* частотному виводу
* старту дозування
* зупинки дозування
* двом багатофункціональним виводам Через незалежні багатофункціональні виводи можна виводити імпульси про об'єм, що протікав, одноабо дворівневі компарації, запускати й зупиняти дозування. Зручно настроюються режими роботи дискретних виводів з відкритим колектором, і нормально-замкненими релейними виводами.
Інтерфейси До стандартного оснащення перетворювача відноситься послідовний інтерфейс RS 232. Це дозволяє встановлювати зв’язок з PC або контролерами безпосередньо або через модем. Додатково може бути встановлений гальванічно розв’язаний RS 485 інтерфейс. Розроблений зручний ASCII протокол команд, який дозволяє використовувати витратомір у єдиній RS 485 мережі з контролерами фірми Advantech. З погляду інтерфейсів перетворювач являє собою відкриту систему, яку можна доповнити пристроєм для приєднання інших шин. Його устаткування дає можливість включити витратомір у систему вимірювання, регулювання й збору даних.
Технічні дані, датчик Електропровідність вимірюваної рідини >5мСіменс/см Клас захисту ІР 65,67,68
Максимальний тиск середовища 0,6 — 2,5 МПа Матеріал електродів Стандартна сталь 17.246, хімічно стійка, титан, платина, хастелой Фланці плоскі по ЧСН 131 160.01 (131 224.0)
Довжина кабелю 5 м — стандарт
Перетворювач
Живлення230 В (+10%, — 15%), 50 Гц Споживана потужність 12 ВА Клас захисту max IP 66
Робоча температура -50C — +450C (оберігати від прямого сонячного світла) Температура зберігання-200C — +800C (відносна вологість 85%, max)
Діапазон виміру0.1 — 10 м3/с Точність виміру<0.5% від вимірюваного значення в діапазоні 5−100% Qmax
Індикація дворядковий буквено-цифровий дисплей 2×16 знаків Ручне керуванняп’ять кнопок Дискретний вхід (гальванічно розв’язаний) старт дози: 10мА max, діод Виходи
(гальванічно розв’язані)
* джерело 24 B, пост., одноабо дворівневі установки нестабілізований
* аналоговий струмовий, активний (0−20 мА або 4−20 мА, до навантаження < 800 Ом) довільне приведення у відповідність максимального струму миттєвій витраті
* частотний (обираний діапазон 2Гц — 20 кГц, 30 В/5 мА; max 50 кГц, 30 В/1 мА відкритий колектор)
* багатофункціональний імпульси про пройдений об'єм, або дворівнева компарація, старт і стоп дозування (відкритий колектор 30 В/20 мА max, що замикає або розмикальний контакт 120 В/800 мА max)
BDSensorsDMP 330 М
Економічний датчик тиску DMP 330M був спеціально розроблений для застосування в сфері житлово-комунального господарства, де потрібні недорогі, надійні та компактні датчики. За рахунок максимального спрощення конструкції й зменшення кількості виконань ціна датчика знижена до мінімуму.
Датчик забезпечує пропорційне перетворення тиску робочого середовища в електричний сигнал 4…20мАз похибкою1% від діапазону вимірювання, який становить6, 10 або 16бар. Корпус датчика виготовлений з неіржавіючої сталі. Датчик нерозбірний.
Область застосування -неагресивні до нержавіючої сталі рідини, гази і пари.
Датчик рівня BD Sensors LMP 331
В різні датчики рівня серії LMP призначені для безперервного вимірювання рівня рідини у відкритих ємностях. Датчики цієї серії застосовуються для вимірювання низького і середнього тиску в’язких субстанцій, де потрібен захист чутливої мембрани від засмічення і налипання.
Стовп рідини над датчиком тисне на роздільникову мембрану. Тиск через інертний масляний наповал передається на напівпровідниковий чутливий елемент. Електрон на ланцюг посилення забезпечує живлення сенсора, посилення сигналу, перетворення в стандартний електричний сигнал, а також температурну компенсацію. Рівень сигналу пропорційний висоті стовпа рідини над датчиком.
Наявність відкритої мембрани виключає можливість її засмічення. Підключення до процесу забезпечується різьбовим приєднанням G¾ «.
Області застосування:
• вимірювання рівня рідини природних і штучних агресивних рідин
• хімічне і фармацевтичне виробництво
• харчова промисловість
• гальвано-виробництво
• очищення води і стічних вод
• Діапазони тиску від 0 … 0,4 м вод. ст. до 0 … 400 м вод. ст.
• Вихідні сигнали:
4 … 20 мА / 2-х пров.
0 … 20 мА / 3-х пров.
0 … 10 В / 3-х пров.
• Застосуємо для води та інших рідин неагресивних до неіржавіючої сталі
• Відкрита мембрана
• Компенсація температурної похибки
• Довготривала стабільність калібровочних характеристик
• Висока ступінь захисту від неправильного підключення, коротких замикань і перепадів напруг
• Міцна і надійна конструкція для важких умов експлуатації
• Тривалий термін служби додатково:
• Іскробезпечні виконання: 0ExiaIICT4
• Виготовлення датчиків з необхідними характеристиками під замовлення
4. Монтаж основних ТЗА
4.1 Монтаж відбірних пристроїв для вимірювання витрати
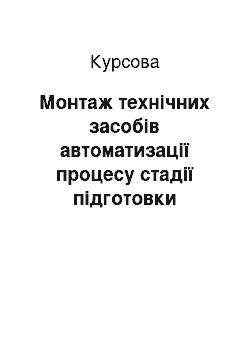
Принцип дії витратоміра заснований на явищі електромагнітної індукції. Індукційний витратомір призначений для вимірювання витрати й об'єму струмопровідних рідин. Використання індукційних витратомірів виявляється зручним (а іноді - і єдиним) рішенням у випадках, де інші типи вимірювачів через принцип своєї дії не забезпечують необхідну точності, швидко виходять із ладу або зовсім незастосовні. Наприклад, при частих гідроударах, вмісті у вимірюваній рідині твердих і/або газоподібних домішок, де не допускається, щоб вимірювач чинив опір потоку, або неможливо витримати вимоги по установленню і т.д. Єдині обмеження застосування індукційного витратоміра — це умова дотримання мінімальної електропровідності вимірюваної рідини й невеликий зміст у ній магнітних часток. Індукційний витратомір складається з датчика, встановлюваного в розрив трубопроводу, і електронного перетворювача, з'єднаних кабелем. Керований мікропроцесором перетворювач обладнаний дисплеєм, п’ятьма кнопками керування, гніздом RS 232, клемами приєднання датчика (первинного перетворювача) і зовнішніх пристроїв вводу/виводу.
Рис. 1. Схема електричного з'єднання
4.2 Монтаж пристроїв для відбору тиску й розрідження
Відбірний пристрій варто встановлювати на прямолінійних ділянках трубопроводів, на достатній відстані від запірних пристроїв, трійників, колін і розгалужень.
При вимірюванні тиску газового або повітряного середовища відбірні пристрої встановлюють у верхній частині горизонтальних і похилих трубопроводів. Імпульсні лінії прокладають із ухилом убік відбору, манометр установлюють у верхній точці лінії. Таке розташування сприяє стоку в трубопровід конденсату, що утвориться в імпульсній лінії. Якщо манометр необхідно встановити нижче трубопроводу, у нижній точці імпульсної лінії ставлять вологозбірник.
При вимірюванні тиску води й рідин відбірні пристрої встановлюють по горизонтальній осі трубопроводу, імпульсну лінію прокладають із ухилом убік манометра. Відбір тиску пари роблять у верхній частині трубопроводу. Добірний пристрій звичайного виконання складається з бобики що приварює до трубопроводу у штуцера, вкрученого в бобишку, і, вентиля. До вентиля через сполучну гайку підключають імпульсну лінію.
У місці установки бобишки на трубопроводі свердлять або | вирізують газовим пальником отвір.
Запірні арматури на відбірних пристроях вибирають залежно від величини максимального тиску в трубопроводі, робочої температури й характеру середовища. Запірні вентилі встановлюють на штуцерах так, щоб тиск середовища подавалося під шток закритого вентиля, а не на сальник.
Якщо манометр установлюють на відбірному пристрої, замість запірного вентиля застосовують триходовий кран.
У випадку вимірювання тиску пари або середовищ із температурою вище 70° С при установці манометра в місці відбору необхідно застосовувати сифон, у якому пара конденсується й рідина холоне.
При вимірюванні тиску рідин і газів, що руйнують чутливі елементи манометрів, а також рідин, що кристалізуються при звичайній температурі, поблизу відбірного пристрою монтують розділюючи посудину або мембранний роздільник.
Місця нарізних сполучень у добірних пристроях повинні бути ущільнені за допомогою прокладок. Для тисків до 20 кгс/см2при нормальній температурі застосовують шкіру, для тисків до 50 кгс/см2 — свинець і пароніт, для тисків до 150 кгс/см2— обпечену мідь, алюміній і фібру.
Рис. 2. Схема підключення датчиків BDSensors
5. Монтажні схеми
5.1 Розробка схеми зовнішніх під'єднань ТЗА
Схема зовнішніх під'єднань технічних засобів процесу показана на листі А2.
Розроблена схема зовнішніх електричних під'єднань відображає підключення ліній живлення відбірних та первинних приладів.
Кабельні проводки виконані за допомогою кабелів типу КВВГ 4? 1 з полівінілхлоридною ізоляцією і оболонкою Кабель призначений для фіксованого монтажу силових ланцюгів, ланцюгів управління і місцевого освітлення на верстатах і механізмах при напрузі до 660 В змінного струму частоти 50 Гц або 1000 В постійного струму. Відповідає вимогам ТУ 16−505.665−74
— струмопровідна жила — мідна багатожильним перетином: 0,5; 0,75; 1,0; 1,5; 2,5; 4,0 або 6,0 мм²
— ізоляція жил — полівінілхлоридний пластикат (ПВХ). Ізольовані жили скручені в сердечник. Число жил: 3; 4; 5; 7; 10; 14 або 19.
— поясна ізоляція — поліамідная або поліетілентерефталатная плівка
— оболонка — ПВХ пластикат На схемі також показано підключення засувок через розподільчі коробки та приводів електродвигунів з частотними перетворювачами. Для кожного приладу та з'єднувальної коробки вказано місце відбору сигналу та номер з'єднувальної лінії.
5.2 Проектування пульта управління процесом
Схема компоновки приладів на щиті виконана на листі А2 і представлена в графічній частині курсового проекту.
Для встановлення засобів автоматизації я підібрав щит розмірами 1100×800мм. Також передбачено розміщення ламп сигналізації наявності живлення та витрат процесу, тумблерів увімкнення виконавчих механізмів засувок. Габаритні розміри достатні для розміщення обраних приладів. Щит призначений для монтажу на стіну.
Висновок
В результаті дослідження процесу підготовки аміаку, вивчили та дослідили сутність технологічного процесу виробництва неконцентрованої азотної кислоти, послідовність проходження реагентів через апарати, визначили основний об'єкт дослідження.
Для всіх апаратів технологічного процесу були визначені величини, які необхідно регулювати, реєструвати, відображати на екрані, а також їх номінальні та критичні значення. Для вимірювання цих величин були підібрані давачі та первинні перетворювачі, які необхідні для подальшої обробки сигналів з давачів промисловим контролером. Для цих засобів автоматизації привели короткий опис, зокрема їх основні параметри та принципи роботи.
Список використаної літератури
1. Курсовое и дипломное проектирование по автоматизации производственных процессов: Учеб. пособие для вузов по спец. «Автоматизация и комплексная механизация химико — технологических процессов «/И.К. Петров, Д. П. Петелин, М. С. Тюльпанов, М. В. Козлов; Под ред. И. К. Петрова., — М: Высшая школа, 1986. — 352 с.: ил.
2. Проектирование систем автоматизации технологических процессов: Справочное пособие // А. С. Клюев, Б. В. Глазов, А. Х. Дубровский, А. А. Клюев; Под ред. А. С. Клюева. — 2-е изд., перераб. и доп., — М: Энергоатомиздат, 1990. — 464 с.: ил.
3. Автоматизированные системы управления технологических процессов в промышленности строительных процессов: И. Б. Гинзбург, И. К. Непомнящий, М. Л. Трачевский; Под ред. И. Б. Гинзбург, — Л: Стройиздат, Ленинградское отделение, 1981. — 272 с.
4. Промышленные приборы, а средства автоматизации: Справочник, В. Я. Баранов, Т. Х. Безновская, В. А. Бек; Под ред. В. В. Черенкова , — Л: Машиностроение, Ленинградское отделение, 1987, — 848 с.
5. Автоматическое управление в химической промышленности: учебник для вузов; Под ред. Е. Г. Дудникова , — М: Химия, 1987.
6. Системы автоматического регулирования химико-технологических процессов: пер. с англ., Ф. Шински; Под ред. Н. И. Гельперина, — М: Химия, 1974.
7. Проектирование АСУ: учебник для специальности «АСУ» вузов; Мамиконов А. Г., — М: «Высшая школа», 1987 — 303 с.
Додаток
Загальний вигляд щита автоматиції (А)
Схема з'єднання зовнішних проводок (Б)