Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
На даній лабораторній роботі ми здобули навички в підготовці і відпрацюванні керуючої програми на верстаті 1В340Ф30. написали програму для обробки даної деталі. Складаємо керуючу програму для заданих умов обробки деталі. Текст програми з відповідними коментарями наведено нижче Програма. Мета: вивчити принцип роботи ПЧПК «Електроніка НЦ — 31» і отримати навички в підготовці і відпрацюванні… Читати ще >
Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30 (реферат, курсова, диплом, контрольна)
Лабораторна робота Тема: Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Мета: вивчити принцип роботи ПЧПК «Електроніка НЦ — 31» і отримати навички в підготовці і відпрацюванні КП на верстаті 1В340Ф30.
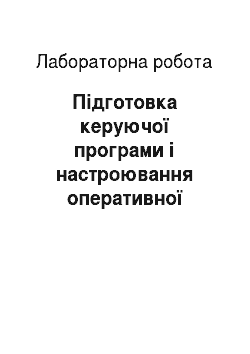
Схема оброблюваної деталі
програмний керування деталь верстат Вихідні дані:
матеріал заготовки — сталь 20.
Заготовка — штучна мірна із дротика.
D = D1 = 60 мм.
D2 = 70 мм
D3 = 65 мм
Dзаг = 80 мм
d1 = 20 мм
L = 100 мм
L1 = 10 мм
L2 = 20 мм
L3 = 60 мм
L4 = 90 мм
Виконання роботи
1. Вивчаємо принцип роботи пульту числового програмного керування «Електроніка НЦ — 31».
2. Складаємо керуючу програму для заданих умов обробки деталі. Текст програми з відповідними коментарями наведено нижче Програма
Задаємо режими різання
00 S9 — частота обертання шпинделя 710 об/хв
01 F50 — подача в дискретах, тобто S = 0.5 мм/об
02 T1 — контурний різець (підрізання торця і циліндричне точіння)
03 M4 — ліве обертання шпинделя
04 M8 — включення МОР
05 X8200* У швидкий підхід до початкової точки одночасно по двом
06 Z300 У осям
07 G71* - однопрохідний цикл поперечної обробки
08 X-100*
09 Z0
10 X7000 У точіння циліндричної поверхні діаметром 70 мм
11 Z-2000
12 Z-2500+450 — обробка фаски
13 Z50 У
14 X6000 У
15 Z0
16 X6000 У точіння циліндричної поверхні 60 мм
17 Z-1000
18 X8000 підвід різця для обробки лівої фаски
19 Z-5500
20 Z-6000−450 — обробка фаски
21 X7000 точіння циліндричної поверхні 70
22 Z-10 000
23 X7000 підвід різця для обробки лівої фаски
24 Z-9000
25 Z-9500−450 обробка фаски
26 X6000
27 Z-10 000
28 G3* цикл обробки дуги проти годинникової стрілки
29 X6500*
30 Z-4000*
31 P1100*
32 P2150
33 G3*
34 X8000* обробка дуги проти годинникової стрілки
35 Z-5500*
36 P1100*
37 P2150
38 ZУ повернення в початкове положення
39 XУ
40 S7 377 об/хв
41 F20 0,2 мм/об
42 T2 свердло
43 X0У
44 Z50У
45 G73* цикл глибокого свердління
46 Z-10 600*
47 P3600
48 ZУ повернення в початкові координати
49 XУ
50 S8 500 об/хв
51 F20
52 T3 відрізний різець
53 Z-10 000У відрізання деталі
54 X0У
55 ZУ повернення в початкові координати
56 XУ
57 M9 вимкнення МОР
58 M5 зупинка повертання шпинделя
59 M2 завершення роботи програми
3. Виконуємо налагодження оперативної системи керування верстата 1В340Ф30 згідно з розробленою програмою.
Висновок
На даній лабораторній роботі ми здобули навички в підготовці і відпрацюванні керуючої програми на верстаті 1В340Ф30. написали програму для обробки даної деталі.