Автоматизація лінії виробництва морозива
Для фризерування суміші використовуються фризери безперервної дії та періодичної дії. У фризер суміш повинна поступати з температурою від 2 до 6 °C. Температура на виході з фризера повинна бути не вищою від -3,5°С. При використанні фризерів безперервної дії при виготовленні і загартуванні морозива на карусельних ескімогенераторах взбивання морозива повинне бути від 40 до 45%" а температура… Читати ще >
Автоматизація лінії виробництва морозива (реферат, курсова, диплом, контрольна)
Курсова робота Автоматизація лінії виробництва морозива.
ЗМІСТ Вступ…4.
1. Загальна частина.
1.1. Опис технологічного процесу до автоматизації…6.
1.1.1. Характеристика технологічного процесу…6.
1.1.2. Технічний опис та технічні умови…13.
1.2. Обґрунтування теми проекту…19.
2. Проектна частина.
2.1. Вибір та обґрунтування засобів автоматизації…20.
2.2. Вимоги до монтажу засобів автоматизації…32.
3. Розрахункова частина.
3.1. Розрахунок параметрів графіку…40.
3.2. Побудова графіку…43.
4. Оцінка ефективності проекту та висновки…45.
Використані джерела…48.
Додатки.
ВСТУП На сучасному етапі розвитку цивілізації життя людини не можна уявити без автоматизації. Автоматизація являється одним з основних і найбільш прогресивних напрямків технологічного розвитку. Сьогодні основною частиною технологічних процесів є створення автоматизованих цехів і заводів, пришвидшене введення автоматизованих методів і засобів контролю якості і випробування продукції. Завдяки автоматизації знижується трудомісткість виробництва, створюються відповідні умови праці, виключаються шкідливі для людини технологічні операції.
На даний момент автоматизація технологічних процесів використовує широке впровадження обчислювальної техніки в системи управління, які повинні вирішувати задачі автоматизації основного технологічного устаткування, аналізу, контролю і управління технологічними процесами на основі математичних методів і використання ЕОМ, автоматизація проектування автоматизованих процесів.
Тільки із здійсненням автоматизації можна досягнути високого рівня продуктивності праці і якості продукції.
Відносно цього актуальним є питання монтажу, налагодження і експлуатації устаткування. Адже нормальна, безаварійна робота приладів і систем автоматики залежить як від технічного рівня проектів, так і від якості монтажу і кваліфікованої експлуатації цих приладів і систем.
Можна зробити висновок, що процеси автоматизації та монтажу засобів виробництва крокують поруч і взаємопов «язані. Розглядаючи проблему підвищення ефективності виробництва перше про що говорять — це автоматизація. При цьому не слід забувати про важливість правильності монтажу засобів, що автоматизують той чи інший процес. Адже неправильність монтажу засобів автоматизації може призвести до зниження продуктивності праці, терміну служби устаткування чи врешті-решт виходу поломки та виходу з ладу якщо не одного вузла, то цілої ланки. Підходячи до удосконалення виробництва варто чітко визначитись із тим, що процеси автоматизації та монтажу засобів виробництва потрібно розглядати комплексно і перш за все потрібно налаштуватись на кінцевий ефект робіт.
Виходячи з вищезгаданого стає зрозумілим прагнення великої кількості підприємств (різних галузей промисловості) втілити досягнення науковців в свій виробничий процес через автоматизацію. Тому виробники досконало вивчають сучасні автоматичні лінії та способи їх монтажу.
1. ЗАГАЛЬНА ЧАСТИНА Опис технологічного процесу.
1.1.1. Характеристика технологічного процесу до автоматизації.
Технологічний, процес виробництва морозива включає в себе підготування сировини, приготування суміші, фільтрування, пастеризацію, гомогенізацію (для сумішей на молочній основі), охолодження, зберігання, фризерування суміші, фасування, загартовування і дозагартовування морозива. (Див. план розміщення технологічного обладнання).
Підготування основної сировини Сировина поступає на підприємство в автоцистернах, дерев «яних і металевих бочках, флягах, мішках, ящиках, а також в скляній тарі і посудинах з полімерних матеріалів.
Молочну сировину, а також цукровий сироп, які поступають в автоцистернах, перекачують в спеціальні резервуари, які називають танки, і зберігають при температурі від 0 до -20°С. Муку з муковозів пневмотранспортом подають в спеціальні бункери для безтарного зберігання. Споруди для безтарного зберігання використовуються також і для резервування сухих молочних продуктів і цукру-піску.
При відкритті ящиків, бочок і металевих банок з продуктами слідкують, щоб у сировину не потрапили осколки скла, стружка, цвяхи, дріт, часточки дерева та інші сторонні предмети. З поверхні згущених молочних продуктів видаляють можливі ділянки плісняви.
Мішки з сипучою сировиною (мукою, цукром-піском, крохмалем та ін.) необхідно акуратно пороти по шву, кінці та обривки шпагату видаляють.
Залежалі сухі молочні продукти перед використанням подрібнюють, муку просіюють, горіхове ядро очищають від шкаралупи, а потім подрібнюють і розтирають.
При поступленні сировини в скляній тарі розпаковують ящики і розкупорюють банки і пляшки, в спеціально відведеному приміщенні, ізольованому від виробничих дільниць. Під час розпаковування тріснуті, розбиті і пошкоджені пляшки відбраковують. Бочки (металеві, з полімерних матеріалів), фляги і банки перед розкупорюванням споліскують водою і насухо витирають.
Вміст скляної тари переносять в спеціальну ємність, попередньо перевіривши, чи немає в продукті сторонніх включень.
Молоко, вершки та іншу рідку молочну сировину, яка поступає на підприємство з температурою не вище 10 °C, фільтрують, використовуючи для цього дискові плоскі, пластинчаті циліндричні фільтри, або проціджують через марлю, складену в декілька шарів. Профільтровану сировину зберігають у вертикальних і горизонтальних резервуарах з теплоізоляцією при температурі не вище 6 °C. В процесі зберігання контролюють кислотність.
Моноліти вершкового масла перед внесенням його в суміш розрізають на частини або розплавлюють на масло розплавлювачах, після цього масло фільтрують. Злиті в загальну посудину доброякісні курячі яйця добре перемішують, розтирають з цукром-піском і зразу вводять в суміш для морозива в заготівельну ванну.
Свіжі плоди, ягоди і овочі спочатку перевіряють, сортують по якості, відбраковуючи і видаляючи недозрілі, перезрілі, м «яті і ті, що забродили. Відібрану для виробництва партію плодів добре промивають в холодній проточній воді, після чого їх обробляють. При необхідності зберігання плодово-ягідної маси (у випадку її нетермінового використання) її охолоджують до температури від 0 до 2 °C і зберігають при цій температурі не більше ніж 24 години.
Вітамін С вносять в суміш морозива у вигляді водяною розчину. Проте, перш ніж заливати його у ванну з розчином, вітамін С (партію) перевіряють в лабораторії і дані аналізів порівнюють з сертифікатом.
Приготування суміші.
Суміш морозива готують у відповідності з рецептурами, які розраховують виходячи з фактичної наявності, сировини і її складу. При наявності сировини з іншим складом ніж вказано в рецептурах, роблять відповідний перерахунок рецептури, зберігаючи при цьому передбачений стандартом склад морозива, а також якість продукції.
З метою покращення якості продукції, використання сухого обезжиреного молока у всіх видах морозива рекомендується обмежувати: для молочного морозива — не більше 50 кг, вершкового і пломбіру — не більше 35 кг на 1 т.
Курячі свіжі яйця у всіх видах морозива можуть бути замінені сухим яєчним порошком.
Допускається фарбування суміші морозива харчовими барвниками. Сировину для приготування суміші морозива на молочній основі вводять в такому порядку: рідкі продукти (молоко, вершки, вода і ін.); згущені молочні продукти (молоко згущене, обезжирене, згущені вершки і ін.); сухі продукти (сухі молочні продукти, цукор-пісок, какао-порошок, яєчний порошок, плодово-ягідні і овочеві порошки, стабілізатори і ін.).
Ванни, резервуари для зберігання молока можуть використовуватися не тільки для змішування сировинних компонентів, але й для пастеризації і охолодження суміші.
Після приготування суміш фільтрують і направляють на пастеризацію.
Фільтрування суміші.
Для видалення із сировини нерозчинених комків сировини (сухого молока, стабілізаторів) і можливих різних механічних домішок її фільтрують після змішування компонентів і після пастеризації, використовуючи при цьому дискові, плоскі, пластинчаті, циліндричні і інші фільтри. Фільтруючі матеріали в фільтрах періодично очищають або замінюють новими. При відсутності спеціальних фільтрів суміш фільтрують через лавсан або марлю, складену в декілька (від 2 до 4) слоїв.
При використанні пастеризаторів безперервної дії суміш фільтрують після зміщування компонентів.
У випадку використання апаратів періодичної дії одночасно для змішування компонентів і пастеризації суміш фільтрують тільки після пастеризації.
Пастеризація суміші.
Пастеризація суміші (теплова обробка) необхідна для знищення хвороботворних (патогенних) мікроорганізмів і зниження загального вмісту мікрофлори.
Суміш пастеризують в апаратах безперервної дії - автоматизованих пластинчатих пастеризаційно-охолоджувальних установках, трубчатих пастеризаторах і пастеризаторах з витісненим барабаном, а також в апаратах періодичної дії - ваннах зі змійковою мішалкою, ваннах тривалої пастеризації.
Суміш зі змішувальної ванни з температурою від 35 до 40 °C проходить через фільтр і поступає на пастеризацію. На пастеризаційно-охолоджувальних установках суміш пастеризується при температурі від 80 до 85 °C з витримкою від 50 до 60 секунд. Пастеризація в трубчатих пастеризаторах проводиться при температурі від 92 до 95 °C без витримки. В пастеризаторах з витісненим барабаном суміш пастеризується при температурі від 80 до 85 °C з витримкою від 15 до 20 секунд.
Гомогенізація суміші.
Після пастеризації і фільтрування жировмісні суміші гомогенізують для роздроблення жирових кульок, щоб зменшити їх відстоювання при зберіганні і підзбиванні (збільшення) при фризеруванні суміші і тим самим покращити структуру морозива Гомогенізацію проводять при температурі, близькій до температури пастеризації не допускаючи охолодження суміші. Чим більша масова частка жиру в суміші, тим менший тиск гомогенізації.
Охолодження суміші.
Після гомогенізації суміш охолоджують до температури від 2 до 6 °C. Для цього використовують автоматизовані пластинчаті пастеризаційно-охолоджувальні установки, пластинчаті і кожухотрубні охолоджувачі, охолоджувачі відкритого або закритого типу і інше обладнання.
Суміш охолоджують спочатку холодною водою, потім льодяною водою температурою від 1 до 2 °C або холодоносієм з більш низькою температурою. Температура холодоносія повинна бути не вищою ніж -5°С. При використанні зрошувальних охолоджувачів ароматичні речовини — ароматизатори, есенції і інші, вносять в приймальну ванну охолоджувача. При використанні автоматизованих пластинчастих пастеризаційно-охолоджувальних установок, пластинчатих і кожухотрубних охолоджувачів ці добавки вносять безпосередньо в резервуари або ванни для зберігання суміші.
Зберігання суміші.
Охолоджену суміш направляють в спеціальні теплоізоляційні резервуари для короткочасного зберігання.
При температурі від 4 до 6 °C суміш можна зберігати не більше ніж 24 год., при температурі від 0 до 4 °C — не більше 41 год. При цьому повинні бути строго дотримані санітарно-гігієнічні вимоги технологічні режими для запобігання різкого збільшення бактерій в суміші.
Резервуари для зберігання суміші обладнані охолоджуючими пристроями через які здійснюється циркуляція холодоносія температурою не вище -5°С. У вершководозрівальних ваннах температура зберігання суміші морозива підтримується холодоносієм, який циркулює в коливній трубчатій мішалці ванни.
Зберігання є обов «язковою стадією технологічного процесу тільки для сумішей морозива, які виготовляються з використанням желатину (стабілізатора). Такі суміші потрібно витримувати при температурі не вище 6 °C на протязі від 4 до 12 год. При цьому підвищується й в «язкість (це називається процес «старіння «суміші). Для сумішей, які виготовлені з іншими стабілізаторами, зберігання перед фризеруванням не обов «язкове, так як наростання в «язкості суміші завершується за час їх приготування і обробки.
Із посудин для зберігання суміш поступає на фризерування.
Фризерування суміші.
При фризеруванні суміші морозива насичується повітрям (взбивається) частково заморожується; повітря розподіляється в продукті у вигляд маленьких бульбашок, суміш охолоджується, в залежності від складу, від мінус 2 до -4°С, після чого починається її замерзання. Причому, чим нижча температура холодоносія у фризері і інтенсивніше перемішування, тим швидше утворюються кристали льоду і цим самим вони є менші. При фризеруванні починається формування структури морозива, яке закінчується після його загартування.
Для фризерування суміші використовуються фризери безперервної дії та періодичної дії. У фризер суміш повинна поступати з температурою від 2 до 6 °C. Температура на виході з фризера повинна бути не вищою від -3,5°С. При використанні фризерів безперервної дії при виготовленні і загартуванні морозива на карусельних ескімогенераторах взбивання морозива повинне бути від 40 до 45%" а температура морозива не повинна перевищувати -3,5°С. У випадку використати фризерів періодичної дії, випускати морозиво з апарата потрібно після того як взбивання його складе не менше 50% для молочного, 60% для вершкового і пломбіру 1 40% для плодово-ягідного, а температура його буде не вищою ніж -3,5°С.
Загартування і дозагартування морозива.
Після фризерування морозиво зразу піддається подальшому заморожуванню (загартуванню). Цей процес потрібно проводити в максимально короткий термін, щоб не допустити суттєвого збільшення розмірів кристалів льоду в морозиві.
Фасоване морозиво загартовують в потоці повітря температурою від мінус 25 до -37°С в спеціальних морозильних апаратах; які входять в склад поточних ліній, а також в металічних формах ескімогенераторах, які охолоджуються циркуляцією розсолу з температурою від мінус 2,5 до -40°С. Морозиво на вагу в металічних гільзах або картонних ящиках з вкладками поліетиленової плівки загартовується в морозильних камерах з температурою повітря не вище -20°С. Температура морозива на вагу після загартування повинна бути не вищою ніж -12°С, а температура фасованого морозива—10°С.
Перш ніж помістити фасоване морозиво в камеру зберігання, його дозагартовують в спеціальних камерах загартування або в камерах зберігання. Тривалість дозагартування фасованого морозива складає від 24 до 36 годин.
Загартоване морозиво поміщають в камеру зберігання.
1.1.2. Технічний опис та технічні умови Технічний опис служить для ознайомлення зі складом та роботою ескімогенератора Л5-ОЕК продуктивністю 500 кг/год., а також з правилами монтажу і його експлуатації.
Ескімогенератор марки Л5-ОЕК призначений для виготовлення морозива «ескімо «прямокутної форми на дерев «яній паличці з глазур «ю і без неї.
Основні технічні дані:
— технічна продуктивність не менше 500 кг/год.;
— маса морозива «ескімо «з глазур «ю 100 г;
— допустимі відхилення маси окремої порції морозива 6%;
— маса шоколадної глазурі в пропорції з морозивом 20%;
— витрата холоду не більше 2,51−100 000 кДж/год.;
— витрата холодного розсолу 25−30 мЗ/год;
— витрата гарячого розсолу 8 мЗ/год;
— габаритні розміри ескімогенератора не більше:
ширина — 3400 мм; довжина — 3400 мм; висота-1730мм;
— маса загальна не більше 2600 кг;
— номінальна потужність 37,8 кВт;
— енергія, що споживається не більше 19 кВт/год.
Технологічні параметри:
— палички розміром довжина — 95 мм;
ширина — 10 мм;
товщина — 2 мм;
— температура морозива, яке поступає в дозатор, не вища мінус 3,5°С;
— взбиваність суміші морозива, яка поступає з фризера, для вершкового 50−70%, для плодово-ягідного 40−60%;
— температура холодного розсолу не вище мінус 40 °C;
— температура гарячого розсолу 25−30°С;
— температура шоколадної глазурі не вище 40 °C;
Вказівки по експлуатації ескімогенератора.
При встановленні ескімогенератор повинен бути надійно заземлений і підключений до загальної системи заземлення. При чому, заземлення при встановленні, а також експлуатація ескімогенератора повинні проводитись відповідно до вимог «Правил встановлення електричних установок «і «Правил технічної експлуатації електроустановок промислових підприємств » .
При спрацюванні теплового захисту необхідно почекати, щоб охолодився електродвигун, потім натиснути ручку теплового реле, щоб повернути його в попереднє положення і вже після цього провести повторний пуск.
В процесі експлуатації періодично необхідно перевіряти стан контактів силового ланцюгу. Під час профілактичних оглядів електрообладнання підтягують кріпильні і контактні гвинти електроапаратів, перевіряють стан ізоляції всіх кіл, опору ізоляції всіх фаз відносно корпусу.
Електрообладнання, яке розміщене на ескімогенераторі, захищене від попадання вологи, однак, в процесі експлуатації необхідно запобігати прямому попаданню вологи в нього.
Робота ескімогенератора.
Карусель з формочками рухається переривно по колу, обертаючись послідовно проходить зони заморожування і часткового розтоплення.
На початку зони заморожування формочки попадають під дозатор і за час зупинки каруселі відбувається заповнення ряду формочок порціями морозива. Одночасно заповнюється шість формочок.
По мірі проходження формочок в заморожувальній зоні, морозиво частково замерзає і попадає під паличкозабивач, який під час зупинки каруселі, одночасно забиває шість паличок.
Продовжуючи рух по колу, морозиво поступово досягає повного загартування і попадає в зону часткового відтаювання, де відтаює тонкий зовнішній шар брикету морозива. Це дає можливість виймання порцій морозива з формочок. Часткове розтоплення зовнішнього шару брикету морозива здійснюється з допомогою системи контролю і управління, в основі якої лежить регулятор температури РТ-0193.
Виймання порцій морозива з формочок проводиться щипцями, які встановлені на штанзі головки для глазурування.
Штанга головки для глазурування опускаючись виймає щипцями за палички ряд «ескімо «і подає їх на глазурування.
Глазурування брикетів морозива проводиться шляхом занурення брикетів у шоколадну глазур, яке здійснюється при русі щипців вниз і одночасному підйомі ковша з глазур «ю вверх.
Потім щипці з морозивом в глазурі піднімаються вверх, а ківш з глазур «ю опускається вниз.
Морозиво в глазурі подається до скидача, звільняється від щипців і скидається на лотки транспортера загортального автомата.
Звільнені від морозива формочки поступають під дозатор, цикл повторюється.
Регулятор РТ-0193 пропоную для заміни існуючого регулятора температури типу Ш4541/1, оскільки з огляду на розвиток науки і техніки, даний регулятор застарілий, а отже не повністю відповідає сучасним умовам виробництва.
Для порівняння, прилад Ш4541/1 призначений для роботи в комплекті з термоперетворювачем і розрахований для роботи при температурі навколишнього повітря від 5 до 45 °C і відносній вологості 80% при температурі 20 °C. Межа основної допустимої похибки приладу становить 1,5% від нормуючого значення. За нормуюче значення приймається різниця між верхнім і нижнім значенням опору. Час встановлення показів не більше 7 секунд. Межа допустимої додаткової похибки регулюючого пристрою Ш4541/1, викликана зміною положення приладу від нормального на 5%, не перевищує 0,5 від межі допустимої основної похибки. Прилад обладнаний трьома резисторами з номінальним опором 15 Ом з допустимим відхиленням до +0,75 для підгонки опорів. Живлення приладу здійснюється від мережі змінного струму напругою 220 В з допустимим відхиленням від мінус 33 В до плюс 22 В, частотою 50Гц. Потужність, яка споживається приладом, не перевищує 10 Вт. Маса приладу не перевищує 3 кг. Прилад обов «язково повинен монтуватись у сухому приміщенні з метою запобігання пошкодження його елементів корозією. Шкала приладу відградуйована в градусах Цельсія. Прилад має багато рухомих механічних частин, які дуже часто виходять з ладу. Звідси виходить, що прилад є ненадійним в роботі. Можливі несправності приладу:
— стрілка приладу не відхиляється від початкової відмітки;
— стрілка приладу відхиляється в кінець шкали;
— нестійкі покази приладу;
— неправильні покази;
— при роботі приладу може не здійснюватись регулювання, при чому потрібно замінити існуючий прилад на новий.
Регулятор РТ-0193 призначений для регулювання та вимірювання температури (в комплекті з мідними та платиновими термоперетворювачами опору; перетворювачами термоелектричними і термоперетворювачами з уніфікованим вихідним сигналом) та інших фізичних величин в комплекті з перетворювачами з уніфікованим вихідним сигналом.
Регулятор РТ-0193 розрахований для роботи при температурі навколишнього повітря від 0 до 50 °C, відносній вологості до 95% при 25 °C, атмосферному тиску від 84 до 106, 7кПа.
Основні технічні дані:
— вхідний сигнал — ХА;
— діапазон вимірювань, °С — 0−300;
— роздільна здатність, °С — 1;
— похибка вимірювання, % -1;
— похибка регулювання, % - 1,5;
— діапазон регулювання зони звороту, °С — 1−70;
— закон регулювання — двохпозиційний;
— напруга живлення — 220 В, 50Гц;
— споживана потужність, ВА — 2;
— комутаційна потужність контактів — 220 В, ОДА;
— габаритні розміри, мм:
блока регулювання — 80×40×96; блока живлення — 110×45×60; термоперетворювача — згідно замовлення;
маса, не більше, кг:
блока регулювання — 0,5;
блока живлення — 0,3;
— середній строк служби, років — 10;
Регулятор складається із блока регулювання, блока живлення і перетворювача. За допомогою кнопок і потенціометрів, розміщених на передній панелі блока регулювання, виставляються необхідні уставки. Контроль за станом виконавчих пристроїв (включено або виключено) здійснюється знаком ". «на передній панелі блока регулювання.
Порядок дій при підготовці до роботи:
— провести монтаж термоперетворювача на об «єкті, блоків регулювання і живлення на щиті;
— підключити напругу живлення (при цьому засвічується табло приладу);
— натиснути верхню кнопку і верхнім потенціометром виставити верхнє значення уставки;
— натиснути нижню кнопку і нижнім потенціометром виставити нижнє значення уставки.
При відтиснутих кнопках на цифровому табло висвічується значення контрольованого параметру.
Величина зони звороту визначається як різниця між верхнім і нижнім значеннями уставок.
Можливих неполадок приладу для регулювання температури РТ-0193 є значно менше ніж у регулятора Ш4541/1. їх є дві, це:
— відсутня індикація, при чому необхідно перевірити наявність напруги живлення;
— покази на табло не міняються, при чому необхідно перевірити цілісність і правильність підключення перетворювача.
Прилад є герметичний, тому підвищена вологість на корпус і елементи схеми регулятора РТ-0193 не впливають. Проте, в повітрі не повинно бути агресивних домішок.
Регулятор РТ-0193, на відміну від Ш5451/1, є цифровим і тому процес оброблення інформації є набагато швидшим, аніж у аналогового Ш4541/1. Оскільки на цифровому регуляторі стоїть електронне табло, то зчитування інформації є легшим. Механічних рухомих частин немає.
Регулятор РТ-0193 є вигідним як з технічної сторони, що показало порівняння двох регуляторів, так і з економічної, оскільки РТ-0193 потребує менші затрати на ремонт і транспортування, адже даний регулятор випускається у Львові на заводі НВО «Термоприлад », а прилад Ш4541/1 — на Єреванському заводі «Електровимірювальні прилади » .
1.2. Обгрунтування теми проекту Технологічний процес виробництва морозива включає в себе підготування основної сировини, приготування суміші, фільтрування, пастеризацію, гомогенізацію (для сумішей на молочній основі), охолодження, зберігання, фризерування суміші, фасування, загартовування і дозагартовування морозива.
Проаналізувавши дію існуючого обладнання можна помітити ряд недоліків. Найважливішим недоліком являється застосування ручної праці. До недоліків можна віднести перерозхід сировини, велике споживання електроенергії, висока тепловіддача.
Під час автоматизації діючої системи виробництва ми вводимо в технологічний процес ескімогенератор Л5-ОЕК, який складається з: станції управління, карусель, ванна для глазурі, дозатор.
Автоматизація приведе до економії прямих витрат праці, тобто зменшення чисельності обслуговуючого персоналу. Загальна сума економії становить 9240 грн., термін окупності витрат — 3.3 року, коефіцієнт економічної ефективності - 0.3. Ці данні дають можливість сказати про те, що пропонований проект автоматизації є дійсно економічно вигідним.
2. ПРОЕКТНА ЧАСТИНА.
2.1. Вибір та обгрунтування засобів автоматизації.
Ескімогенератор Л5-ОЕК складається з наступних основних елементів:
• станція управління Л5-ОЕК;
• карусель Л5-ОЕК розподілювач розсолу Л5-ОЕК;
• головка для глазурування Л5-ОЕК ванна для глазурі Л5-ОЕК;
• дозатор Л5-ОЕК;
• паличкозабивач;
• миючий пристрій Л5-ОЕК;
• осушувач Л5-ОЕК;
• трубопроводи і електрообладнання Л5-ОЕК.
Станція управління Л5-ОЕК складається зі станини, в якій розміщені:
Привід, гідророзподільчі пристрої, бак для гарячого розсолу з електронасосом і трубопроводи для підведення і відведення гарячого розсолу.
Станина складається із рами зварної конструкції і литого чавунного корпусу. Рама і корпус кріпляться між собою болтами. Станина виставляється на опорах, які регулюються по висоті.
Для зручності обслуговування обладнання і комунікацій, що розміщені в станині, передбачено 9 облицювальних листів, що знімаються.
Механічний привід ескімогенератора Л5-ОЕК здійснюється від пакувального автомата Л5-ОЕК, через карданний вал. Частота обертання цього валу 15 об/хв. На привідному валі змонтовані: кулачок, завдяки якому здійснюється рух глазуруючої головки, кулачок" від якого приводиться в обертовий рух карусель ескімогенератора, кулачок, від якого передається рух на піднімання і опускання дозатора, 2 кулачкових механізми, від яких здійснюється робота гідророзподілювачів.
В станині також вмонтовані бак для підігріву розсолу, центробіжний електронасос КМ8/18, колектор і трубопроводи для підведення і відведення гарячого розсолу. Через колектор гарячий розсіл одночасно подається в розподілювач розсолу Л5-ОЕК і зливається з нього.
На станині розміщені розподілювач розсолу; головка для глазурування, дозатор і ванна для глазурі.
Карусель Л5-ОЕК є носієм форм для морозива. Вона складається із шести форм, виконаних із нержавіючої сталі, які розміщені на формотримачі і з «єднаних одна з одною пластинами.
На каруселі радіальне розміщено 120 рядів, в кожному ряді по 6 форм для морозива, які виконані з нержавіючої сталі. По периферії (по контурах) каруселі розміщено 120 пальців для приводу каруселі. Форми, для морозива разом з каруселлю переміщаються по кругу, здійснюючи при цьому переривистий рух.
Шість радіально розміщених форм для морозива, по мірі обертання каруселі, послідовно проходять зону, заморожування де відбувається загартовування морозива і зону відтаювання, де розморожується зовнішній шар морозива.
З метою запобігання протікання в місцях з «єднання форм для морозива, пластини ущільнені гумовими прокладками.
На внутрішньому кільці формотримача є паз, за допомогою якого карусель утримується на трьох опорних роликах, які закріплені на розподілювачі розсолу. Зовнішнє кільце формотримача опирається на шість опор, закріплених на розподілювачі розсолу. Щілина між формотримачем і розподілювачем розсолу становить 5−6 мм.
Розподілювач розсолу Л5-ОЕК складається із піддону, а також ванн холодного і гарячого розсолу.
Піддон має вигляд кільцевої ванни з подвійними стінками. Порожнина між стінками заповнена термоізоляційним матеріалом.
Ззовні піддон обладнаний направляючими шинами, для встановлення на них паличкозабивача, миючого пристрою і осушувача.
Всередині піддон розділений радіальними перегородками на зони холодного і теплого розсолу.
Для запобігання змішування гарячого і холодного розсолів на радіальних перегородках встановлені щітки.
Холодний розсіл, який подається від випаровувача, проходить через фільтр, який змонтований в дно піддона, де він очищається від механічних домішок і поступає у ванну холодного розсолу.
Ванна холодного розсолу має подвійне дно, верхня частина якого перфорована.
Розсіл під тиском, який створює насос, проходить через перфоровані отвори, заповнює ванну і омиває формочки з морозивом із зовнішньої сторони. Залишок розсолу стікає в піддон через бокові стінки і торцеві вікна. На торцях ванни встановлені щітки, на яких затримується злив холодного розсолу і збільшується злив його через бокові стінки. Цим досягається більш повне омивання розсолом формочок для морозива. Із піддону холодний розсіл по спусковій трубі поступає на охолодження у випаровувач.
Ванна гарячого розсолу, як і ванна холодного розсолу, має подвійне дно, верхня частина якого перфорована.
Підігрітий розсіл під тиском, який створюється насосом, проходить через перфоровані отвори, омиває зовнішню поверхню формочок і стікає в піддон. Із піддону розсіл по спусковій трубі через колектор подається до баку для підігріву. На піддоні (в зоні теплого розсолу) встановлений трубопровід, який призначений для попереднього заливання розсолу в бак і в магістраль. В процесі роботи рівень гарячого розсолу автоматично підтримується за допомогою переливної труби. На торці трубопроводу встановлений давач нижнього рівня, який відключає електричний насос при відсутності необхідного (L=45 MM) рівня гарячого розсолу.
Дозатор Л5-ОЕК призначений для наповнення формочок визначеною порцією морозива.
Корпус дозатора монтується на станині і може з допомогою, фіксатора встановлюватись в трьох положеннях. За допомогою пазів, які є на корпусі фіксатора, дозатор вивіряється відносно ряду формочок для морозива на каруселі.
Бункер дозатора має два не з «єднаних один з одним відділи.
Суміш морозива від фризера подається одночасно в два відділи бункера. Гільзи, в яких рухаються поршні, з «єднуються пазами барабану з відділами бункера За час руху поршнів вверх, відбувається засмоктування порції морозива. Після цього, відбувається повертання барабанів і гільзи з «єднуються пазами барабана з насадкою і трубками. За час руху поршнів вниз, відбувається видача порції морозива у формочки каруселі.
Повертання барабану здійснюється за допомогою гідроциліндра, а рух поршнів — іншим гідроциліндром, який змонтований поряд.
Об «єм суміші, яка подається, регулюється за допомогою ручки управління збільшенням або зменшенням ходу поршнів.
При виробництві двошарового морозива, суміш подається від двох фризерів у різні відділи.
Паличкозабивач Л5-ОЕК призначений для забивання дерев «яних паличок в морозиво.
Місце встановлення паличкозабивача визначається експериментальним шляхом в залежності від ступеня загартовування морозива таким чином, щоб не відбувалося випливання паличок.
Паличкозабивач Л5-ОЕК кріпиться за допомогою кронштейнів до шин піддону.
Кронштейни болтами кріпляться до стійки, на якій установлена колона. Колона за допомогою фіксатора, може встановлюватись в трьох положеннях, що дає можливість відводити паличкозабивач з зони каруселі.
На колоні, за допомогою клемних з «єднань, закріплені два несучих вали, на яких змонтовані шість корпусів з направляючими для паличок. Палички, які знаходяться в направляючих, притискаються до корпусів вантажами.
Гідроциліндр, який закріплений на стійці, приводить в рух важіль через шток. При русі вверх, важіль підіймає штоки, які захоплюють палички. При русі вниз, важіль через пружини діє на штоки, які забивають палички у морозиво. Гідроциліндр має кран, який служить для відключення його від гідросистеми.
Головка для глазурування Л5-ОЕК призначена для виймання брикетів морозива із формочок, переміщення їх до ванни з глазур «ю, занурення і виймання брикетів з глазурі, переміщення їх до транспортеру загортального автомату і вкладання їх на транспортер.
Головка для глазурування JI5-OEK складається з корпусу, який закріплений на станині, в якому у втулках на упорному підшипнику встановлений стакан. Внизу на стакані через фланець кріпиться роликова карусель. На стакані закріплені також зубчате колесо, яке входить в щеплення з роликами каруселі, і барабан — носій шістнадцяти штанг. Переривисте обертання барабану зі штангами, а також зубчатого колеса здійснюється від кулачка через ролики, роликову карусель, фланець і стакан На кожній штанзі закріплено по шість щипців для захвату морозива з паличками і виймання його із формочки.
За час роботи почергово три штанги одночасно опускаються піднімаються штоком з хрестовиною, шток через важіль приводиться в рух кулачком, який розміщений на валі ескімонгенератора.
Ванна для глазурування Л5-ОЕК призначена для наповнення розплавленою глазур «ю, підтримання в глазурі температури 35 °C, глазурування брикетів морозива.
Вузол складається з двохстінної ванни, в якій утримується розплавлена глазур; столика, який приставлений до ванни, для збирання капель глазур ковша, в якому відбувається глазурування морозива.
Піднімання і опускання ковша відбувається за допомогою гідроциліндра.
Ванна встановлюється за допомогою кронштейна на станині під головкою для глазурування.
Нагрівання глазурі у ванні відбувається за допомогою електронагрівача, який вмонтований у сорочку ванни, через воду, яка заливається в сорочку.
Температура води, а відповідно і глазурі, підтримується автоматично.
Миючий пристрій Л5-ОЕК призначений для промивання каруселі формочками після роботи.
Він складається із стійки, яка кріпиться з допомогою кронштейнів на шинах розподілювача розсолу. На стійці встановлюється розпилювач, який складається із труби з отворами діаметром 3 мм. Один кінець труби закритий дном, а інший має штуцер для з «єднання з магістраллю миючого пристрою.
З метою запобігання розбризкування рідини на трубі кріпиться відбійник.
Після промивання розпилювач відводиться із зони каруселі.
Осушувач Л5-ОЕК призначений для видалення води, якою заповнені формочки після промивання.
Осушувач складається із стійки, яка кріпиться з допомогою кронштейнів на шинах розподілювача розсолу.
Гідроциліндр, який закріплений на стійці, приводить в рух колектор через шток. Гідроциліндр має кран для відключення його від гідросистеми.
Колектор підключається трубопроводом до вакуум-насосу і гнучкими трубами до сосків.
Під час руху вниз, вода через соски відсмоктується вакуум-насосом, після чого колектор піднімається, карусель робить повертання і колектор знову опускається вниз.
Після осушування всіх формочок, колектор відводиться з зони каруселі.
Трубопроводи Л5-ОЕК служать для подачі масла до гідроциліндрів і відводу його.
Трубопроводи приєднані до гідроциліндрів за допомогою штуцерів, ніпелів і накидних гайок. З «єднання трубопроводів — рукавів здійснюється за допомогою штуцерів, ніпелів і затискних кілець.
Система трубопроводів має 5 регулювальних кранів для вмикання і вимикання виконавчих гідроциліндрів. Два крани змонтовані безпосередньо на паличкозабивачі і осушувачі. Три крани для управління гідроциліндрами дозатора і бака для глазурі змонтовані на загальній плиті і закріплені на станині.
Електрообладнання.
На ескімогенераторі установлені наступні електродвигуни:
— електродвигун помпи гарячого розсолу типу 4А80АЖУ2.
Р = 1,5кВт п=2850 об/хв.;
— електродвигун помпи холодного розсолу типу 4А112М2УЗ Р = 7.5 кВтп=2910 об/хв.;
— електродвигун гідроприводу типу 4A90L 4УЗ Р = 2,2кВт п=1400 об/хв.;
— електродвигун вакуум-помпи типу 4A90L 4УЗ Р = 2,2 кВт п=1400 об/хв.
Привід каруселі ескімогенератора здійснюється від електродвигуна приводу загортального автомата Л5-ОЗЛ.
На ескімогенераторі установлені нагрівані гарячого розсолу Е1 … Е6, нагрівач шоколадної глазурі Е7, термоперетворювачі опору для вимірювання температури холодного і гарячого розсолу і шоколадної глазурі ВК1 … ВКЗ, датчик рівня гарячого розсолу 8Е.
Силове коло живиться від кола змінного струму напругою 380 В 50 Гц. Коло управління і сигналізації через понижуючий трансформатор TV1 напругою 36 В і частотою 50 Гц Апаратура управління розміщена в електрошафі, яка встановлюється окремо від ескімо генератора. Пульт управління суміщений з електрошафою. Опис роботи схеми управління.
Перед початком роботи включити автоматичний вимикач QF1 і на регуляторі температури РЗ задати температуру регулювання шоколадної глазурі. На пульті управління ескімогенератора на логометрі Р2 задати температуру регулювання гарячого розсолу. Тумблер SA2 вибору режиму встановити в нижнє положення. При цьому управління помпою і нагрівачами гарячого розсолу, електродвигуни помпи холодного розсолу відбувається від наладочних кнопок.
Тумблером SA3 включити нагрів шоколадної глазурі. Кнопкою SB6 включити помпу гарячого розсолу і нагрівачі гарячого розсолу. Кнопкою SB8 включити помпу холодного розсолу.
Після досягнення заданої температури гарячого розсолу і шоколадної глазурі кнопкою SB10 відключити електродвигун гідроприводу, а кнопкою SB1 на пульті, загортального автомата включити привід каруселі. Ескімогенератор готовий до роботи.
Тумблер SA2 перевести у верхнє положення — робота. При цьому управління наладочними кнопками виключається. Вмикання, помп і нагрівачів відбувається при вмиканні електроприводу каруселі замикаючим контактом пускача КМ1. Це забезпечує в процесі роботи ескімогенератора одночасне вмикання і вимикання каруселі, помп гарячого і холодного розсолів і нагрівачів гарячого розсолу при короткочасних зупинках каруселі ескімогенератора і загортального автомата.
Розсіл для відтаювання морозива в формочках підігрівається трубчатими електронагрівальними елементами Е1 … Е6.
Автоматичне регулювання температури гарячого розсолу здійснюється логометром Р2, датчик якого ВК2 поміщений в гарячий розсіл.
При подачі напруги в схему контакт логометра Р2 замикається і готує коло вмикання реле К1. Нагрівачі вмикаються одночасно з електродвигуном М2 кнопкою SB6. При досягненні заданої температури розсолу 25−30°С контакт Р2 розмикається і нагрівачі відключаються. При зниженні температури розсолу нижче заданої контакт Р2 знову замикається і нагрівачі включаються.
Спостереження за температурою холодного розсолу здійснюється по логометру Р1, давачем якого є термоперетворювач опору ВК1.
Електронагрівач Е7 для нагріву шоколадної глазурі вмикається тумблером SA3 на пульті управління. Автоматичне регулювання температури шоколадної глазурі 35^Ю°С здійснюється регулятором температури РЗ, який розміщений в електрошафі. Давачем регулятора є термоперетворювач опору ВКЗ.
Управління Електродвигуном вакуум-насоса здійснюється кнопками SB11, SB12.
В схемі передбачена світлова сигналізація: 1. Сигнальна лампа HL1 контролює наявність, напруги живлення в схемі управління;
2. Сигнальна лампа HL2 сигналізує про роботу насоса гарячого розсолу;
3. Сигнальна лампа HL3 сигналізує про роботу насоса холодного розсолу;
4. Сигнальна лампа HL4 сигналізує про роботу гідроприводу;
5. Сигнальна лампа HL5 сигналізує про роботу вакуум-насоса.
Захист електродвигунів від коротких замикань здійснюється запобіжниками FU2, FU3, а від перевантажень — тепловими реле КК2-КК5.
Захист від коротких замикань нагрівачів гарячого розсолу здійснюється запобіжниками FU4, а ланцюгів управління — FU6.
Електродвигун насоса гарячого розсолу М2 і нагрівачі гарячого розсолу Е1-Е6 можна включити тільки в тому випадку, якщо рівень розсолу в баці гарячого розсолу вище рівня розміщення давача рівня S1. При цьому ланцюг котушки, реле К2 замкнутий і контакт К2, що замикається готує ланцюг включення насосу гарячого розсолу і нагрівачів гарячого розсолу.
Якщо рівень розсолу знизиться нижче рівня SL, то насос автоматично відключиться.
Розміщення і монтаж ескімогенератора проводиться у відповідності з рисунком, з врахуванням умов нормальної експлуатації і його обслуговування.
Ескімогенератор встановлюється на шести опорах і вивіряється строго по рівню, що досягається регулюванням опор по висоті.
Ескімогенератор з «єднується карданним валом із загортальним автоматом, після чого карданний вал закривається кожухом. На станині під головкою для глазурування закріпляється транспортер загортального автомата.
При монтажі ескімогенератора перед встановленням трубопроводів холодного розсолу необхідно звернути увагу на встановлення розподілювача розсолу відносно головки для глазурування. Вісь виїмки морозива щипцями головки для глазурування повинна проходити по шостому ряду отворів перфорованої кришки ванни гарячого розсолу. Якщо ця умова не виконана, то необхідно послабити кріплення піддону до станини і розвернути його, згідно умов, які, наведені вище.
Вакуум-насос встановлюється на своїй плиті, рядом з осушувачем.
Після встановлення ескімогенератора монтуються всі необхідні трубопроводи: для подачі і зливання холодного розсолу, для підведення суміші морозива в дозатор від фризера, для підведення розчину до миючого пристрою для з «єднання вакуум-насоса з осушувачем.
Після закінчення монтажу проводяться гідравлічні випробування трубопроводів. Знайдені несправності виправляються і проводиться повторна перевірка до повного усунення дефектів.
Трубопроводи для підведення і зливання холодного розсолу повинні бути покриті теплоізоляцією.
Електричний монтаж ескімогенератора повинен бути проведений у відповідності з існуючими правилами включення електросилових установок напругою до 1000 В.
Монтаж терморегулятора РТ-0193 проводиться на місці монтажу старого регулятора Ш454І/1.
Термоперетворювач регулятора, РТ-0193 необхідно умонтувати безпосередньо на об «єкті, тобто на барабані ескімогенератора.
Дві інші частини термоперетворювача, блок регулювання і блок живлення, монтуються на щиті управління.
Підключення напруги живлення до терморегулятора РТ-0193 проводиться згідно норм і правил підключення;, які наведені в інструкції по експлуатації і ремонту даного пристрою.
Місце вибране для монтажу повинно бути таким, щоб забезпечувалась хороша видимість передньої панелі приладу, всіх його кнопок управління, які розміщені на ній, зручність спостереження за показами приладу, вільний доступ до приладу із задньої сторони щита.
В місці встановлення щита, не повинно бути шкідливих домішок, які можуть викликати пошкодження корпусу приладу.
На даному об «єкті автоматизації, ескімогенератор Л5-ОЕК, встановлено чотири електричних двигуна, кожен з яких відповідає за окрему функцію.
Продуктивність даного ескімогенератора становить 500 кг/год., як було зазначено вище, номінальна потужність електродвигунів вказано в технічній характеристиці ескімогенератора.
2.2. Вимоги до монтажу засобів автоматизації.
Монтажу передує складання плану проведення робіт, який складають на монтаж систем автоматики на нових і реконструйованих підприємствах. План проведення робіт складають на основі проектної документації і зв «язують із термінами виконання будівельних чи ремонтних робіт, доставкою і монтажем технологічного обладнання, а також з прогнозованими термінами здачі об «єкта в експлуатацію.
План проведення робіт складають в наступній послідовності:
— визначають заготівельні роботи, що виконуються не на території будівельного майданчика, після чого монтажні роботи, що виконуються безпосередньо на об «єкті, що автоматизується;
— визначають об «єм робіт в фізичному і грошовому виразі і фонд заробітної плати;
— визначають терміни виконання кожного виду робіт, потребу в робочій силі, професійний склад і кваліфікацію робітників;
— складають графік виконання робіт із вказанням переміщення монтажних бригад;
— визначають витрату матеріалів та інструменту на весь об «єм робіт;
— визначають потребу в механізмах, верстатах та в іншому устаткуванні.
Після заповнення відомості об «ємів робіт і складання графіків початку і закінчення монтажних робіт з урахуванням терміну здачі в експлуатацію об «єкта складають календарний план виконання окремих видів монтажних робіт. Основою цього являється графік виконання монтажних робіт.
Прокладання захисних трубних проводок.
Трубні проводки прокладають вздовж стін і перекриттів, по колонах та інших елементах будівель, а також по естакадах і металоконструкціях.
Місця прокладання труб не повинні відчувати вібрації, механічні впливи, а також повинні бути доступні для огляду.
Перед безпосереднім монтажем трубних проводок потрібно встановити кріпильні деталі, пробити борозди і отвори. Кріпильні деталі на будівельних конструкціях кріплять цвяхоподібними дюбелями, які забивають в кладку монтажним пістолетом. Дюбель забивається за рахунок енергії порохового заряду. До роботи з цим інструментом допускаються особи, що пройшли спеціальну професійну підготовку.
Для закріплення пластмасових кріпильних деталей, а також у випадках коли застосування пістолета заборонено, використовують розпірні дюбелі. В кладці висвердлюють кругле гніздо, в яке вставляють розпірний дюбель. В нього вкручують шуруп, що утримує кріпильну деталь. Отвори обробляють за допомогою дрелей з електричним чи пневматичним приводом.
В сухих приміщеннях кріпильні елементи проводок можуть бути приклеєні до бетонних і металічних поверхонь за допомогою клею на базі синтетичних смол.
Борозди пробивають пневматичним ударним інструментом чи застосовують електрифіковані бороздо-фрезерні засоби.
Обробка металоконструкції.
Для встановлення щитів, пультів, апаратів та інших засобів перед їх монтажем потрібно встановити металоконструкції на які власне проводиться монтаж. Обробка металоконструкцій полягає в створенні каркасу відповідної форми, обробці різьбових отворів для кріплення апаратів, обробці наскрізних фасонних вікон і отворів для монтажу апаратури двохстороннього обслуговування.
Панелі і стінки каркасу, які потребують додаткової обробки повинні бути знімними, оскільки операції виконуються на ковально-пресовому та метал оріжучому обладнанні. Ручний електрифікований інструмент застосовують при модернізації чи при обробці важкодоступних місць.
Додаткова конструктивна доробка вимагається коли апарати встановлюються в умовах відмінних від звичайних. В таких випадках використовують додаткові кронштейни з відповідними вирізами, додаткові пластини, мости та інші види кріпильних елементів.
Конструктивні доробки електроапаратів і приладів необхідно випробовувати на вибухобезпечність. Також повинно бути одержано дозвіл на їх експлуатацію в вибухонебезпечних зонах. Ці дозволи видають органи Державного контролю за вибухобезпечним обладнанням.
Після механічної обробки пульти, щити та апарати фарбують: внутрішню поверхню білою емаллю, а зовнішню поверхню в колір технологічного обладнання.
Підготовка стальних панелей під монтаж апаратури здійснюється наступним чином. Зовнішній бік панелі пультів керування покривають декоративним покриттям, хромують (чи наносять інше гальванічне покриття), фарбують емаллю світлого кольору. Пояснювальні написи гравірують чи використовують накладні таблички, на яких фотохімічним способом зроблені тексти. Замість текстів можуть бути використані символи. Таблички кріплять заклепками чи гвинтами написи можуть бути виконані на картонних листках, які вставляють в спеціальні рамки, закріплені на панелі. Панелі одностороннього обслуговування шаф і ящиків з боку монтажу апаратури фарбують в два шари електротехнічним лаком і потім після сушки покривають білою емаллю (обидва боки).
Металічні корпуси та частини апаратів повинні мати надійний контакт з панеллю. Це досягається за допомогою кріпильних гвинтів що мають різьбове з «єднання з панеллю. Вимога надійного контакту апаратів з панеллю пояснюється вимогою заземлення електрифікованих апаратів.
Монтаж електричних проводок Монтаж електричних проводок виконують за наведеною нижче послідовністю.
Розмітку траси виконують наступним чином: спочатку розмічають місця встановлення апаратури, розділюючих коробок, місця поворотів траси, проходів через перекриття і стіни; потім позначають місця встановлення кріпильних засобів.
Підготовка траси заключається у встановленні кріпильних засобів, прокладанні борозд і пройомів. Кріпильні засоби на будівельних конструкціях кріплять цвяхоподібними дюбелями. Для кріплення пластмасових кріпильних засобів використовують розтисні дюбелі. Борозди пробивають пневматичним ударним інструментом чи застосовують електрифіковані бороздо-фрезерні пристрої.
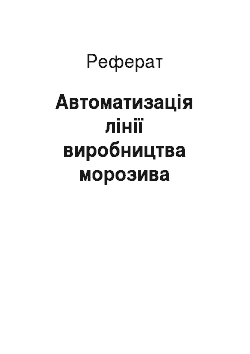
Прокладання проводів у трубах проводять після їх закріплення. Для цього в трубу 1 вставляють поршень 2 (рис. 1, а) із прив «язаною капроновою ниткою 3. Потім за допомогою пристосування 6 у трубу 7 подають стиснене повітря. Під дією стиснутого повітря поршень переміщується по трубі і захоплює нитку. Коли поршень вийде з труби, до нитки прив «язують трос лебідки і протягують його через трубу. На кінець троса кріплять головку для закріплення жил, креслення якої подано на рис. 1, в. Через отвори в корпусі 1 протягують жили 2 і затискають їх гайкою 3. Хвостовик 4 служить для кріплення головки до троса. Потім лебідкою 3 (рис. 1, б), закріпленою на трубі, протягують пучок проводів 5, закріплений у головці 4. Головка кріпиться до троса 2, що через блок 1 йде до лебідки 3.
Наконечники на алюмінієві та мідні жили ставлять опресовку. Жили зачищають наждачним папером, промивають бензином для обезжирювання. Наконечники можуть ставитись опресовкою і на мідні жили. Для опресовки застосовують спеціальні преси. Кінці ізоляції заробляють поліхлорвініловою трубкою, яку щільно надівають на ізоляцію проводу. Після закріплення проводу трубку притягують щільно до зажиму.
Рис. 1. Механізми для прокладання проводів у трубах:
а — для проштовхування нитки: 1 — труба; 2 — поршень; 3 — нитка; 4 — кран; 5 — шланг; 6 -пристосування для подачі стиснутого повітря; б — пристосування для протягування проводів: 1 — блок; 2 — трос; 3 — лебідка; 4 — головка; 5 — пучок проводів; 6 — труба; в — головка для кріплення проводів: 1 — корпус; 2 — жили; 3 — гайка; 4 — хвостовик Змонтовані проводки заземлюють, потім фарбують бітумним лаком захисні труби, корпуса коробок, броню кабелю і другі кріпильні і захисні металічні конструкції. В якості заземлювача можуть бути використані: стальна захисна труба (з товщиною стінки не менше 2 мм), броня кабелю і його алюмінієва оболонка. Труби і інші металоконструкції повинні мати надійне з «єднання (стальним дротом діаметром 5 мм) з шиною загального заземлення чи з заземленими частинами обладнання і пристроїв систем автоматики.
Маркування кабелів, пучків і пакетів, а також проводок, прокладених в захисних трубах, проводять в місцях поворотів лінії, в місцях переходу в інше приміщення і на прямолінійних ділянках через 5 — 10 м. Маркування наносять на стальні бірки, які кріплять дротом до проводки. Написи наносять масляною фарбою, гравіюванням та іншими методами.
Монтаж щитів управління Особливості прийнятої системи автоматизації, особливості автоматизованого технологічного процесу (установки), а також особливості.
навколишнього середовища, вимагають оптимального місця розташування щитових конструкцій з приладами і засобами автоматизації. У результаті щитові конструкції встановлюють чи безпосередньо у технологічних приміщеннях — місцеві, чи у спеціальних приміщеннях — центральні. Так як технологічне обладнання розміщують як на відкритих площадках, так і всередині технологічних приміщень, кліматичні фактори які впливають на щити, бувають різними. Спеціальні приміщення в залежності від їх функціонального призначення (апаратні, для давачів, операторські, диспетчерські і т. д.) характеризуються різними габаритами, мікрокліматом.
Місце встановлення щитових конструкцій, як у технологічних так і у спеціальних приміщеннях, повинні відповідати вимогам, які забезпечують нормальні умови монтажу і експлуатації пристроїв і засобів автоматизації. У відповідності з вимогами СНІП, до початку монтажу щитових конструкцій у вказаних приміщеннях будівельно-монтажні роботи по встановленню технологічного обладнання і трубопроводів, повинні бути доведені до стану який би забезпечував безпечне ведення монтажних робіт в умовах відповідних діючим санітарним нормам.
У спеціальних приміщеннях повинні бути виконані всі будівельні роботи, у тому числі споруджені постійні сітки, які би проводили до місця монтажу електроенергію, стиснуте повітря, воду. Також мають бути виконані отвори у стінах, для проходу трубних і електричних проводок в приміщення. їх габаритні розміри і розміщення повинне забезпечувати можливість подачі у приміщення збільшені щитові конструкції.
При монтажі щитів і пультів у технологічних приміщеннях повинна підтримуватись температура повітря 5 °C. Якщо монтажно-експлуатаційними інструкціями на прилади і апарати, встановлених у щитах і пультах не вказане друге значення температури. Місця встановлення щитових конструкцій повинні відповідати вимогам експлуатації які монтуються на щитах пристроїв (стійкість до вібрації, вплив навколишнього середовища).
До початку робіт по монтажу щитів, необхідно перевірити будівельну і технологічну готовність проектної відмітки. До цього часу повинні бути виконані підготовчі роботи, змонтовані металоконструкції щитів. До таких металоконструкцій відносять перфоровані, наприклад Z-подібні.
Установчі металоконструкції закріплюють чи на підготовлених закладних елементах, або з допомогою пластмасових дюбелів чи зваркою.
Електричні і трубні проводки повинні бути прокладені і підведені до місця встановлення щитових конструкцій. Кінці електричних і пневматичних кабелів прокладають так, щоб була виключена можливість їх механічного пошкодження. Також це стосується металічних труб, прокладених до місця встановлених щитів.
Щити повинні бути розміщенні на площі встановлення так, щоб була виключена можливість додаткових такелажних робіт при їх монтажі.
Конкретні місця розміщення щитових конструкцій обумовлюють їх встановлення на різних будівельних основах. Особливості основ, а також конструкцій опорних частин щитів визначає метод їх закріплення.
Існують два основних методи закріплення: розбірні і нерозбірні. Для плоских штативів і допоміжних панелей застосовують комбінований метод. Рама виробу приварюється до закладних елементів, а корпус виробу фіксується різьбовим з «єднанням.
При монтажі щитів повинні бути встановлені у вертикальне положення перед закріпленням їх необхідно вирівняти по рівню.
Овальність отворів дозволяє не виймаючи бородка, встановити в цей же отвір гвинт, після чого наживити гайку. Для щитів ЩПК, ЩП і штативів С — цю роботу рекомендується починати з отворів на задніх стойках і верхній рамі каркаса. На другому етапі всі гвинти рівномірно затягуються.
Встановлення декоративних панелей ПнД — ЩПК і ПнТД — ЩПК слід виконати після закінчення монтажу щитів.
Роботу рекомендується виконувати використовуючи площадку ПМ-800.
У зв «язку з вимогами ДСТУ щити повинні мати заземлюючий стиск по ДСТУ, дозволяючий приєднання нульового захисного чи заземлюючого провідника з кольорового металу.
Заземляючий стиск розміщений на спеціальній пластині в опорній рамі щита. Заземляючий зажим повинен бути помічений знаком що не стирається.
Занулення і заземлення у щитових конструкціях повинно бути виконано у відповідності з вимогами ДСТУ 12.2.007.7−85 ССБТ.
Металічні елементи щитових конструкцій повинні мати надійне електричне з «єднання з заземляючим затиском. Значення опору між заземляючим затиском і елементами щита, включаючи деталі для монтажу апаратів і проводок, не повинно перевищувати 0,1 Ом.
У шкафних і панельних з каркасом щитах електричне з «єднання між металічними частинами каркаса повинно бути забезпечене через закріпляючі болти, за рахунок комплектного тиску у місцях стику.
Електричне з «єднання шафних щитів, пультів і панелей ПнВД з їх каркасами забезпечують через металічні петлі.
Занулення (заземлення) корпусів пристроїв, які мають спеціальні виводи «земля «виконують гнучким нульовим захисним провідником. Нульовий провідник від виводу «земля «приєднують до заземлюючого затиску, який організований на стійці каркаса щита. На нульовому провіднику який з «єднується з заземляючим затиском повинен бути відповідний кабельний наконечник.
Металічні корпуса пристроїв, які підлягають зануленню, але не мають спеціальних виводів «земля », повинні мати електричне з «єднання з металічними деталями, на яких вони встановлені.
Занулення (заземлення) щитових конструкцій у цілому повинно здійснюватись шляхом приєднання щитів до близько розташованих заземлюючих провідників сітки занулення.
3. РОЗРАХУНКОВА ЧАСТИНА.
3.1. Розрахунок параметрів графіку Для монтажу засобів автоматизації потрібно виконати такі операції:
— монтаж регулятора температури;
— монтаж ескімогенератора;
— прокладання електричних і трубних проводок;
— монтаж щита управління;
— пусконалагоджувальні роботи та випробування системи.
Після цього потрібно провести розрахунки по кожній операції за такими критеріями:
— одиниці вимірювання та кількість;
— ціни по кошторису — в тис. грн.;
— продуктивність праці-в люд/дн.;
— кількість робітників-в чол.;
— середня тривалість робіт — в днях.
Монтаж регулятора температури Вартість регулятора температури складає 0,72 тис. грн. за одиницю (з урахуванням витрат на проведення монтажних робіт, що складають 15% від вартості обладнання). Монтажна бригада складається з двох робітників.
Бригаді потрібно затратити два дні на монтаж вищезгаданого засобу автоматизації.
Відповідно із двома останніми вимогами трудомісткість буде складати 4 люд/дн.
Монтаж: ескімогенератора Ціна ескімогенератора по кошторису складає 14,88 тис. грн. за одиницю (з урахуванням витрат на проведення монтажних робіт, що складають 15% від вартості обладнання). На монтаж даного засобу автоматизації бригаді з чотирьох чоловік потрібно затратити п «ять днів.
Відповідно із двома останніми вимогами трудомісткість буде складати 20 люд/дн.
Монтаж: щита управління Монтаж щита управління виконують три дні двоє робітників. Ціна по кошторису — 0,216 тис. грн. (з урахуванням витрат на проведення монтажних робіт, що складають 15% від вартості обладнання).
Відповідно із двома останніми вимогами трудомісткість буде складати 6 люд/дн.
Прокладання трубних та електричних проводок Для монтажу проводок, виходячи з фізичних розмірів ліній та розміщення на ній засобів автоматизації, потрібно 130 погонних метрів.
Вартість по кошторису складає 1,84 тис. грн. Монтажна бригада складається з двох робітників, яким потрібно три дні для виконання монтажу.
Відповідно із двома останніми вимогами трудомісткість буде складати 6 люд/дн.
Пусконалагоджувальні роботи і випробування системи Вартість пусконалагоджувальних робіт і випробування складає 0,7 тис. грн. за один комплект. Об «єм цих робіт виконують троє робітників за два дні.
Відповідно із двома останніми вимогами трудомісткість буде складати 6 люд/дн.
Після розрахунку всіх критеріїв проводимо підсумковий розрахунок за пунктами:
— всього монтажних робіт;
— всього заготівельних робіт;
всього робіт.
Всього монтажних робіт Загальна вартість монтажних робіт по кошторису складає 17,65 тис. грн.
Трудомісткість на весь об «єм робіт — 36 люд/дн.
Монтажна бригада складається з чотирьох робітників.
Середня тривалість робіт — 12 днів.
Всього заготівельних робіт Даним проектом монтажу не передбачено жодних заготівельних робіт. Отже, будь-які розрахункові дані навпроти даного пункту будуть відсутні.
Всього робіт Загальна вартість робіт по кошторису — 18,35 тис. грн. Трудомісткість на весь об «єм робіт — 56 люд/дн. Монтажна бригада складається з чотирьох робітників. Середня тривалість робіт — 14 днів.
3.2. Побудова графіку Розрахувавши весь об «єм робіт нам потрібно визначити склад монтажної бригади. Таким чином для виконання робіт нам потрібні наступні робітники: зварювальник V розряду, електрик IV і V розрядів і налагоджувальник IV розряду — бригадир.
Розрахувавши порядок монтажу і кількість робітників, які проводять монтаж певного засобу, можна приступати до розрахунку виконання термінів монтажу з прив «язкою до календарного часу.
Роботи по монтажу проводяться за п «ятиденним робочим тижнем, тому вихідні дні не враховуються при складанні графіку.
Монтаж регулятора температури розпочинається 21 березня, триває два дні і закінчується 22 березня. Для виконання даної операції залучається два робітники, тобто половина складу бригади. Після монтажу регулятора температури, тобто з 23 березня бригада в повному складі починає монтаж ескімогенератора. Для цього їх потрібно п «ять днів, тобто вони закінчать монтаж ескімогенератора 29 березня.
Потім приступають до монтажу щита управління. Роботи виконують двоє робітників з 30 березня до 1 квітня включно. Одночасно, закінчуючи монтаж щита управління, 1 квітня приступають до прокладання трубних та електричних проводок. Цю операцію виконують двоє робітників на протязі трьох днів, тобто до 5 квітня.
Пусконалагоджувальні роботи і випробування системи проводять троє робітників з 6 по 7 квітня, тобто два дні.
Після розрахунків параметрів графіку визначають термін здачі систем автоматизації та термін закінчення монтажу технологічного обладнання. В нашому випадку термін закінчується 13 квітня та 5 квітня відповідно.
4. ОЦІНКА ЕФЕКТИВНОСТІ ПРОЕКТУ ТА ВИСНОВКИ Ефективність автоматизованого виробництва визначається двома категоріями: соціальною та економічною.
Соціальна ефективність автоматизації полягає у полегшенні праці робітників, підвищенні її безпечності і санітарно-гігієнічних умов, загального і культурного рівня.
На автоматизованому виробництві робітник-оператор має бути не тільки висококваліфікованим, але й володіти достатніми технічними знаннями, необхідними для керування автоматичними лініями і виявлення причин неполадок. Праця такого робітника стає більш змістовною, творчою і є різновидом інженерної праці. Тому автоматизація є одним з факторів стирання граней між розумовою і фізичною працею.
Економічна ефективність автоматизації передбачає поліпшення таких важливих економічних показників виробництва, як продуктивність праці робітників, продуктивність технологічного устаткування, собівартість продукції, якість продукції та випуск продукції з одиниці площі.
Метою автоматизації є підвищення рентабельності виробництва тобто вироблення великої кількості продукції при одночасному зменшенні затрат на виготовлення кожного виробу. Автоматизацію можна впроваджувати у виробничі процеси, модернізуючи існуюче устаткування (існуючі універсальні верстати оснащують автоматичними пристроями) або проектуючи і впроваджуючи нові автоматичні лінії.
Шляхи створення автоматичних ліній визначають порівнянням техніко-економічних показників, очікуваних від впровадження ліній, з показниками, що були до впровадження даної лінії.
Найважливішими умовами ефективного впровадження комплексної автоматизації є структура і тип виробництва, спеціалізація виробництва і його кооперування, технологічність конструкцій і раціональність технології виробництва, нормалізація та уніфікація деталей, нормалізація припусків, впровадження системи допусків і посадок у деревообробку.
Ефективність автоматизації виробництва, нормалізація та уніфікація деталей, нормалізація припусків, впровадження системи допусків і посадок у деревообробку.
Ефективність автоматизації виробництва залежить від його організації, тобто спеціалізації і кооперування.
Спеціалізація виробництва — це зосередження випуску відвідного виду виробів із технологічно однорідних деталей на окремому виробництві. Вона може бути предметною (за видом виробів) і технологічною (за характером технологічного процесу).
Кооперування виробництва — це виготовлення виробів самостійними спеціалізованими підприємствами. Наприклад, лісокомбінат забезпечує меблеві фабрики заготовками, плитовими матеріалами, гнутоклеєними блоками, а меблеві фабрики з цих напівфабрикатів виготовляють готову продукцію. Це дає змогу підприємству-постачальнику ЛДК спеціалізуватися на виготовленні напівфабрикатів і ефективно використовувати високопродуктивне устаткування, а меблевій фабриці - значно поліпшити умови виробництва меблів, створити потокові автоматичні лінії.
Технологічною називається така конструкція, яка задовольняє технічні вимоги і за відповідних масштабів випуску з додержанням прийнятої технології забезпечує найменші затрати сировини і матеріалів на виготовлення виробів. Тільки при правильно розробленій конструкції і раціональній прогресивній технології автоматизоване устаткування може дати достатній ефект.
Після того як ми переконалися в тому, що дана автоматизація найбільш ефективна, ми розпочали вивчення методів та вимог щодо монтажу засобів автоматизації. Під час вивчення та розрахунків монтажних робіт ми переконалися в тому, що якісні показники багато в чому залежать від якісного монтажу.
Важливу роль при виконанні монтажних робіт являє собою правильне з точки зору техніки безпеки приєднання усіх електрифікованих апаратів. Для цього в склад бригади входять електрики IV та V розрядів.
Згідно розрахунків результатом проведення автоматизації є значна економія коштів за рахунок зменшення кількості обслуговуючого персоналу. А отже є можливість виробляти більш якісну продукцію, що є позитивним для підприємства та споживача як з матеріального так і з морального боку.
ВИКОРИСТАНІ ДЖЕРЕЛА.
1. Попов В. И. Монтаж, эксплуатация и ремонт контрольно-измерительных и регулирующих приборов. 1969 г.
3. А. И. Емельянов. Практические расчеты в автоматике. 1967 г.
4. В. М. Шлендин. Элементы автоматики и телемеханики. 1954 г.
5. Молчанов Л. Г. Монтаж, наладка и эксплуатация автоматических приспособлений в деревообрабатывающей промышленности: Учебник для техникумов. — 2-е изд., перераб. й доп. — М.: Экология, 1991. 272 с.
PAGE.
PAGE 19.