Апарати для пресування у харчовій промисловості
Сутність та призначення пресування Пресуванням зветься процес обробки матеріалів зовнішнім тиском, під дією якого відбувається зміна їх властивостей. Пресування використовується як для створення однорідних систем, так і для їх розділяння. Розрізняють такі види пресування: відтискання, формування (штампування), власне пресування (брикетування), екструзія. У апараті барабанного типу (рис. 3), який… Читати ще >
Апарати для пресування у харчовій промисловості (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Апарати для пресування у харчовій промисловості.
Сутність та призначення пресування Пресуванням зветься процес обробки матеріалів зовнішнім тиском, під дією якого відбувається зміна їх властивостей. Пресування використовується як для створення однорідних систем, так і для їх розділяння. Розрізняють такі види пресування: відтискання, формування (штампування), власне пресування (брикетування), екструзія.
Відтискання — це процес відділяння рідини від вологомістких продуктів. Використовується для відділяння рідин як більш цінного компонента (отримання соків), так і менш цінного компонента (відділяння сироватки від сиру).
Формування (штампування) — це процес надання продукту певної геометричної форми.
Власне пресування (брикетування) — це процес, що призначений для ущільнення сипких матеріалів або яких-небудь розрізнених частинок у щільні агрегати за допомогою зв «язуючих рідин та відповідного тиску.
Екструзія — це процес протискання матеріалу крізь профілюючі головки при відповідних температурі і тиску з наданням продукту необхідної форми. Отримані при цьому продукти мають підвищені поживні властивості, меншу густину, більшу гігроскопічність і крихкість.
На ефективність процесу пресування впливають різні фактори:
1. Величина тиску. Зі збільшенням тиску швидкість процесу підвищується. Однак значне підвищення тиску може призвести до перевитрат енергії і погіршення якості продукту (наприклад, при відтисканні плодів у сік можуть потрапляти частинки твердої фракції).
2. Властивості і склад матеріалу. При пресуванні міцних легкопористих продуктів ефективність пресування зменшується.
3. Розміри матеріалу. Обернено пропорційний вплив на ефективність пресування чинить розмір частинок матеріалу. Тому при пресуванні рекомендується попереднє подрібнення матеріалу.
4. Тривалість процесу пресування. Ефективність пресування прямо пропорційно залежить від тривалості процесу.
5. Термічні умови проведення процесу. У більшості випадків (наприклад, при відтисканні соків) нагрівання підвищує ефективність процесу пресування.
6. Товщина шару продукту. Зі збільшенням товщини шару продукту при пресуванні ефективність пресування значно зменшується.
Для характеристики ефективності процесів пресування використовують коефіцієнт ущільнення:
(4.14).
де ру — коефіцієнт ущільнення (змінюється в межах 3. .20);
Vn — початковий об «єм матеріалу, м3; Vk — об «єм матеріалу після пресування, м3.
У розрахунках процесів пресування використовується також коефіцієнт пресування:
(4.15).
де К" - коефіцієнт пресування (змінюється у межах 60%…95%).
Робота пресування визначається з рівняння:
(4.16).
де А" - робота пресування, Дж;
S — площа поперечного перерізу матеріалу, що пресується, м2;
p — тиск пресування, Па;
ho, hк — відповідно початкова і кінцева висота матеріалу, м. При пресуванні пластично в «язких тіл характерним е явище релаксації. Релаксацією зветься зменшення напруги у тілі при постійній фіксованій деформації. При цьому релаксація відбувається у часі, тобто протягом певного періоду. Період релаксації — це час, протягом якого напруження при постійній деформації зменшується в є разів (є - основа натурального логарифма). Важливим є висновок, що тривалість формування (штампування) не повинна бути меншою за період релаксації. Тільки у цьому випадку буде одержано чітку форму або малюнок на продукті.
Апарати для пресування Для відтискання найбільш часто використовують гідравлічні і шнекові преси. Робочий цикл гідравлічного преса періодичної дії (рис. 1) складається з таких операцій: завантаження продукту (у пакетах із міцної тканини) на рухому плиту і притискання його до верхньої плити; відхід основної маси рідини при порівняно низькому тискові (для рослинного масла до 5 МПа); підвищення тиску (для масла до 80 МПа); витримування під тиском; опускання рухомої плити, розвантаження продукту. Повний цикл завершується протягом 20…25хв.
У шнекових пресах безперервної дії (рис. 2) сировина з завантажувального бункера надходить у перфорований конус, усередині якого обертається шнек. Частота обертання шнека сягає 5…20 об/хв. Рідина, що виділяється із сировини під впливом зусиль, створюваних шнеком, збирається внизу корпусу і виходить через патрубок. Величина створюваного шнеком зусилля регулюється розміром зазору між перфорованим конусом і регулюючою пробкою. Чим менший зазор, тим більше створюване зусилля. Через цей зазор виходить віджатий (збезводнений) продукт. Величина створюваного тиску у апараті може бути 4 МПа і вище.
Продуктивність шнекових пресів визначається за формулою:
(4.17).
де D — діаметр шнека зовнішній (ситового барабана), м;
d — діаметр шнека внутрішній, м;
S — крок першого витка шнека, м;
я — частота обертання вала шнека, об/с;
p — густина продукту, що пресується, кг/м ;
ц — коефіцієнт заповнення камери пресування (ц = 0,3,.0,8); Ккоефіцієнт, який враховує зворотний рух матеріалу, що пресується вздовж гвинтового каналу і через радіальний зазор між шнеком і перфорованим циліндром (К = 0,5…0,75).
Рис. 1. Схема гідравлічного преса: Рис. 2. Схема шнекового преса:
1 — робочий циліндр; 2 — плунжер; 1 — завантажувальний бункер;
3 — рухома плита; 4, б — нерухомі 2 — корпус; 3 — перфорований конус;
плити; 5 — з «єднувальні колони 4 — конічний шнек; 5 — регулювальна пробка; 6 — патрубок для виходу рідини; 7 — приводний вал Серед формувальних апаратів найбільшого використання набули барабанні і стрічкові пристрої.
У апараті барабанного типу (рис. 3), який може виконувати функції відтискання, матеріал (тісто) із прийомного лотка захоплюється приймаючим барабаном. Далі на нього впливає барабан, що штампує, на якому нанесений штамп малюнка. Барабаном, що відводить, матеріал з нанесеним малюнком, подається на лоток для готового продукту.
Для приготування різних хлібобулочних виробів широко використовують стрічкові формувальні апарати (рис. 4). Вони називаються також прокаточними. Продукт, що підлягає формуванню, пропускають між стрічками, що рухаються назустріч одна одній (стрічковими транспортерами).
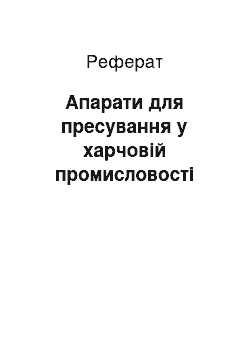
Для здійснення екструзивних процесів застосовують різні екструдери. На рис. 5 представлена схема черв «ячного екструдера. Продукт, що підлягає екструзії, завантажують у бункер. У зоні завантаження циліндр має порожнини для охолоджуючої води. З бункера продукт захоплює черв «як, у ліву частину якого надходить гаряча вода, що нагріває продукт. Циліндр також нагрівається за рахунок роботи електронагрівачів. Нагрітий чи навіть розплавлений продукт черв «яком продавлюється через фільтруючу сітку, а потім проходить через решітку і потрапляє в голівку, в якій знаходиться формуючий канал.
Рис. 5. Схема черв «ячного екструдера:
1 — порожнина для охолоджувальної води; 2 — черв «як; 3 — канал.
для подачі у черв «як гарячої води; 4 — циліндр; 5 — фланець; б — головка;
7 — формувальний канал головки; 8 — решітка; 9 — фільтрувальна сітка;
10 — електричні нагрівані; 11 — завантажувальний бункер Рис. 4. Стрічковий формувальний апарат:
1,3- стрічки; 2 — продукт Рис. 3. Схема барабанного формувально-штампувального апарата:
1 — продукт; 2 — приймальний лоток; 3 -приймальний барабан; 4 — штампувальний барабан; 5 — відвідний барабан; 6 — лоток для готового продукту; 7 -готовий продукт.