Процес адсорбції.
Поглинання парів метанолу нерухомим шаром активованого вугілля
Потоки: Апарогазова суміш;Бочищена газова суміш;Ввода технічна; Втповітря технологічне;Гнеконденсовані гази;Дскраплений компонент; Жсуміш адсорбата с конденсатом;Кконденсат водяної пари;Пнводяний пар насичений;Рохолоджувальний розсіл;1газодувка;2 фільтр; 3іскрогасник; 4теплообмінник-холодильник; 5адсорбер зі стаціонарним шаром; 6, 7 холодильник-конденсатор; 8конденсатор; 9збірник конденсату… Читати ще >
Процес адсорбції. Поглинання парів метанолу нерухомим шаром активованого вугілля (реферат, курсова, диплом, контрольна)
Список умовних позначень та скорочень
А— питома поверхня сорбенту,;
В— константа рівняння Дубініна,;
C — концентрація речовини в рідині (газі),;
Сs— гранична концентрація в газовій фазі за даних умов,;
D —діаметр апарату, м;
de—еквівалентний діаметр частини сорбенту, м;
De— коефіцієнт ефективної дифузії, ;
Dy—коефіцієнт дифузії в рідині (газі), ;
G—масова витрата фази, кг/с;
H—висота, м;
Kp—константа рівноваги іонного обміну;
Ky— коефіцієнт масопередачі, м/с;
N0y—загальне число одиниць переносу в рідкій фазі;
Р— парціальний тиск, Па або мм рт. ст.;
R— радіус частки, м;
S— площа поперечного перетину апарату, ;
Т— безрозмірний час;
V—об'ємні витрати рідини,;
Vo— питомий об'єм іоніту,;
Vx— об'ємна витрата сорбенту, ;
—скорость рідини (газу), м/с;
Wu— константа рівняння Дубініна, ;
X—концентрація речовини в сорбенті, ;
X*— рівноважна концентрація в сорбенті, ;
z—координата по висоті шару сорбенту, м;
в— коефіцієнт афінності;
впрод.—фіктивний коефіцієнт масовіддачі, що враховує повздовжнє перемішування, м/с;
вx—коефіцієнт внутрішньої масовіддачі, м/с;
вc, вy— коефіцієнт зовнішньої масовіддачі, м/с;
— порозность шару сорбенту, ;
y—в'язкість рідини (газу), ;
снас.—насипна щільність сорбенту, ;
сy—щільність рідини (газу), ;
сл— щільність частки сорбенту, ;
сф—щільність розподілу часток іоніту за часом перебування, ;
ф— час, с;
Ar— критерій Архімеда;
Bi' — масообмінний критерій Біо;
Nu'— масообмінний критерій Нуссельта;
Rе — критерій Рейнольдса.
Вступ
Адсорбція з розчинів на поверхні твердих тіл є основою для багатьох фізико-хімічних процесів. З кожним роком розширюється коло науковотехнічних завдань, пов’язаних з використанням адсорбційних процесів.
Адсорбційне розділення та очистка речовин досить давно застосовується в різноманітних галузях хімічної, нафтохімічної, газової, фармацевтичної та харчової промисловості. Велике практичне значення процес адсорбції має в цукровій галузі. Якість білого кристалічного цукру, зокрема його чистота та забарвленість, залежать від того, наскільки якісно проведена адсорбційна очистка цукрових соків та сиропів.
Дослідження процесів адсорбції барвних речовин із цукрових розчинів та підбір ефективних вітчизняних природних сорбентів для їх видалення є актуальним, оскільки забарвленість цукру, який виробляється в Україні, досить висока і не відповідає нормам Міжнародних стандартів якості .
Адсорбційний метод є з найпоширеніших засобів захисту повітряного басейну від забруднень. Основними промисловими адсорбентами є активовані вугілля, складні оксиди імпрегнування сорбента. Активоване вугілля (АУ) нейтральний стосовно полярним інеполярним молекулам адсорбованих сполук. Він менш селективне, ніж багатьох інших сорбенти, і одна із небагатьох, придатних до роботи у вологих газових потоках. Активоване вугілля використовують, зокрема, очищення газів від смердючих речовин, рекуперації розчинників тощо.
1. Теоретична частина
1.1 Теоретичні основи процесу адсорбції
Адсорбцією називається концентрування газоподібної або розчиненої речовини на поверхні розділу фаз. Газ або розчинену речовину прийнято називати в цьому випадку адсорбтивом, а рідина або тверде тіло, що адсорбувало їх, — адсорбентом.
Адсорбцію газів вугіллям спостерігав ще в XVIII в. Шеєле. На явище адсорбції речовин з розчину вперше звернув увагу в 1785 р. російський академік Т. Е. Ловіц. Французький учений Соссюр в 1814 р. знайшов, що всі пористі тіла, тобто тіла з великою поверхнею, здатні адсорбувати гази і що при цьому зазвичай виділяється тепло. Соссюр зробив також дуже важливе спостереження, що адсорбція йде тим краще, чим легше зріджується газ. В кінці XIX в. Гіббс розробив загальну термодинамічну теорію адсорбції. У XX в. явище адсорбції детально досліджували Ленгмюр, Поляні, Брунауер, Де Бур.
Розрізняють фізичну, або ван-дер-ваальсову адсорбцію і хімічну адсорбцію, або хемосорбцію. У першому випадку адсорбційні сили мають ту ж природу, що і міжмолекулярні, або ван-дер-ваальсові, сили. Фізична адсорбція завжди зворотня. При хімічній адсорбції адсорбційні сили мають хімічну природу. Хемосорбція зазвичай незворотня. При хімічній адсорбції молекули адсорбтива, пов’язані з адсорбентом міцними хімічними силами, й не можуть переміщуватися по поверхні останнього. На відміну від цього при фізичній адсорбції можуть мати місце як нелокалізована адсорбція, коли молекули адсорбтива здатні пересуватися по поверхні адсорбенту, так і локалізована адсорбція, коли молекули адсорбтива не можуть переміщатися по поверхні. Локалізована фізична адсорбція пояснюється тим, що поверхня адсорбенту складається з різних атомів, іонів або молекул, які по різному взаємодіють з молекулами адсорбенту. Щоб молекули адсорбтива могли пересуватися по поверхні адсорбенту, очевидно, вони повинні долати певні потенційні бар'єри. Проте дуже часто подолання таких бар'єрів, якщо вони достатньо великі, неможливе. Зрозуміло, що з підвищенням температури локалізована фізична адсорбція може переходити в нелокалізовану унаслідок зростання кінетичної енергії молекул і їх здатності долати потенційний бар'єр.
Фізична адсорбція протікає мимоволі. Адсорбтив прагне зайняти всю поверхню адсорбенту, але цьому перешкоджає процес, зворотній адсорбції — десорбція, викликана, як і дифузія, прагненням до рівномірного розподілу речовини унаслідок теплового руху. Для кожної концентрації адсорбтива в навколишньому середовищу існує стан адсорбційної рівноваги, аналогічний рівновазі між конденсацією і випаровуванням. Зрозуміло, що чим вище концентрація адсорбтива, тим більше адсорбція. Також ясно, що чим вище температура, тим менше фізична адсорбція. Для кожної температури також існує свій стан рівноваги. Вплив температури на фізичну адсорбцію цілком узгоджується з принципом Ле Шателье — Брауна, оскільки десорбція як процес, зворотний адсорбції, супроводжується поглинанням тепла.
Для визначення кількості адсорбованої речовини необхідно експериментально знайти тиск газу або концентрацію адсорбтива в судині, в якій відбувається адсорбція, до і після адсорбції. Дуже часто кількість адсорбованої речовини визначають по збільшенню ваги адсорбенту. Слід відмітити, що визначення кількості адсорбованої речовини викликає часто великі труднощі, що завжди мають місце, коли мала величина є різницею двох великих. Аби зменшити помилку вимірювань, визначення зазвичай проводять, застосовуючи як адсорбент пористі тіла з великою питомою поверхнею, що зв’язують велику кількість адсорбтива. Проте це у свою чергу має той недолік, що на адсорбції може позначатися діаметр пір адсорбенту. Порівняно великі молекули адсорбтива не зможуть проникати у вузькі капіляри адсорбенту і досягнута межа адсорбції буде фіктивною величиною, що не характеризує адсорбційну взаємодію адсорбтива з адсорбентом. При малих радіусах пір може відбуватися зріджування адсорбтива (капілярна конденсація) і отримують завищені значення кількості адсорбованої речовини.
В основу процесів адсорбції покладені закони фізико-хімічної й дифузійної взаємодії молекул речовини з молекулами й поверхнею твердих тіл — адсорбентів. Характер міжмолекулярної взаємодії на межі розділу фаз визначає механізм процесу адсорбції .
Статика адсорбції. Сили притягання й взаємодії між молекулами компонентів газової фази та молекулами адсорбенту в основному бувають двох типів: фізичні й хімічні, відповідно розрізняють або фізичну, або хімічну адсорбцію.
При фізичній адсорбції молекули речовини, що поглинається, селективно адсорбуються на поверхні адсорбенту переважно з допомогою сил молекулярного притягання, утворюючи на поверхні адсорбенту шар поглиненої речовини товщиною в одну або декілька молекул, при цьому між молекулами адсорбтиву (газової фази) й адсорбенту (твердої фази) не відбувається хімічна взаємодія. Іноді фізичну адсорбцію розглядають як результат взаємодії вандерваальсових сил між молекулами адсорбату й адсорбенту. При адсорбції виділяється деяка кількість тепла, тобто процес адсорбції є екзотермічним, однак теплота адсорбції невелика й істотно не впливає на процес у цілому. За незмінної температури кількість адсорбованої речовини зростає з підвищенням тиску.
Зміна фізичних умов процесу впливає як на швидкість процесу, так і на кількість поглиненої речовини. Так, підвищення тиску й зниження температури сприяють збільшенню швидкості процесу адсорбції й кількості поглиненої речовини, зниження тиску й підвищення температури сприяють протіканню процесу у зворотному напрямку. Саме зниження тиску й підвищення температури використовують для проведення процесів десор-бції. Сили взаємодії між молекулами адсорбтиву й адсорбенту в процесах фізичної адсорбції менш міцні, ніж у процесах хемосорбції.
При хімічній адсорбції (хемосорбції) молекули адсорбтиву вступають у хімічну взаємодію з поверхнею адсорбенту, у результаті цього на поверхні адсорбенту утворюється плівка продуктів хімічної реакції. Процес хемосорбції супроводжується виділенням теплоти хімічної реакції, що перевищує теплоту фізичної адсорбції, і помітним підвищенням температури. Регенерація адсорбенту в процесах хемосорбції досить утруднена і протікає складніше.
Незалежно від природи адсорбційних сил на швидкість процесу адсорбції впливають фізико-хімічні властивості адсорбенту і речовини, що поглинається, концентрація адсорбтиву в газовій суміші та наявність домішок інших газів, а також тиск і температура.
Рушійною силою процесу адсорбції є різниця концентрацій (парціальних тисків) адсорбтиву в газовій фазі та рівноважної концентрації вилучаємої речовини на поверхні адсорбенту.
Отже, для розрахунків процесу адсорбції, необхідно встановити закономірності зміни рівноважних концентрацій речовини залежно від основних факторів процесу.
1.1.1 Апаратура для адсорбційних процесів
Десорбція Використовуваний у процесах адсорбції адсорбент звичайно досить дорогий продукт і з метою зниження експлуатаційних витрат і повторного багаторазового застосування адсорбент періодично потрібно регенерувати — відновляти його поглинальну здатність, одночасно виділяючи з адсорбенту поглинену речовину в чистому вигляді.
Процес виділення поглиненої речовини з адсорбенту й регенерації його поглинальних властивостей називають десорбцією.
Десорбція є зворотним процесом щодо адсорбції й, отже, для її реалізації необхідно на десорбційній стадії створити умови, які різко знижують поглинальну здатність адсорбента й сприяють відновленню — регенерації його початкових поглинальних властивостей. Звичайно з цією метою використовують десорбційний цикл — певну послідовність технологічних процесів, що сприяють регенерації адсорбента.
Десорбційний цикл регенерації адсорбенту включає стадії термічної обробки (нагрівання відпрацьованого адсорбенту, відпарювання поглиненої речовини), просушку й охолодження адсорбента.
Основними способами регенерації адсорбентів є такі:
— термічна обробка, здійснювана безпосереднім нагріванням шару адсорбента гарячим газом або перегрітою водяною парою, супроводжувану підвищенням температури шару адсорбента й переходом поглиненої речовини в газову (або парогазову) фазу;
— зниження тиску в апараті над шаром адсорбента без підведення або з підведенням теплоти;
— продувка шару адсорбента перегрітою водяною парою (для виділення цінних компонентів), нагрітим газом або гарячим повітрям (при виділенні газів і пари води, що не представляють цінності);
— витиснення поглиненого компонента іншою речовиною, що має більш високу активність та яку затим видаляють допоміжною десорбцією з використанням вищеназваних способів.
Найбільша швидкість процесу десорбції досягається при використанні вакууму з одночасним підведенням тепла до адсорбента, що регенерується, хоча при цьому збільшуються експлуатаційні витрати й дещо ускладнюється технологічна схема установки.
Вибір способу десорбції визначається властивостями адсорбента й адсорбтива, техніко-економічними показниками, масштабом і характером організаційно-технічної структури виробництва.
В установках періодичної дії десорбція здійснюється після стадії адсорбції безпосередньо в самому адсорбері після перемикання апарата в режим десорбції, подачею гріючої пари і відпаровуванням адсорбтива. Просушку адсорбента проводять перегрітою парою, гарячим повітрям або газовою сумішшю залежно від властивостей адсорбтива. Охолодження адсорбента звичайно здійснюють за допомогою повітря або частиною вихідного газу. Після цього апарат знову перемикають у режим адсорбції.
Відзначимо, що тривалість процесу десорбції звичайно менша тривалості стадії адсорбції, оскільки процес десорбції протікає при температурах значно більш високих, чим адсорбція.
Температура процесу при десорбції залежить від властивостей адсорбента й властивостей поглиненої речовини. Процес регенерації активного вугілля протікає при температурах 100 — 120оС, при регенерації силікагелів й алюмогелів використовують температури 150 — 250оС, при регенерації цеолітів припустимі температури 200 — 400оС.
В установках безперервної дії для десорбції й регенерації адсорбентів виділяють частину апарата, у якій насичений адсорбент безперервно рухається, нагрівається й відпаровується в трубках кожухотрубного теплообмінника.
Активність адсорбентів звичайно поступово знижується зі збільшенням кількості циклів регенерації приблизно на 20% і після 50- 100 циклів досягає практично постійної величини. Зменшення активності адсорбенту із часом називають старінням. Строк експлуатації адсорбента до повної його заміни звичайно становить 1 — 3 роки й залежить від його механічних властивостей, від забруднення й забивання пор домішками та від зниження активності внаслідок отруєння.
На газороздільних заводах (ГПЗ) широко використовують адсорбційні установки для глибокої осушки природного газу від вологи під тиском 3,5 — 10 МПа до температур точки роси мінус (60 — 90) оС.
Як адсорбенти застосовують цеоліт №А, тривалість контакту газу з адсорбентом вибирають у межах від 10 до 20 с, вологоємність цеоліта наприкінці терміну служби становить 9% мас. Тривалість окремих стадій циклів становить: адсорбції 8 — 12 годин, регенерації 6 — 8 годин, охолодження — 2 години.
Десорбцію вологи із цеоліту проводять сирим газом, підігрітим до температури 250 — 350оС, вологоємність цеоліту після його регенерації звичайно становить 2,8 — 2,5% мас. При температурі контакту 50оС цеоліт здатний осушувати газ до температури точки роси мінус (70 — 80) оС.
1.1.2 Активоване вугілля. Характеристика та застосування
Активоване вугіллявиготовляють із різних вуглецевмісних матеріалів за допомогою їх високотемпературної термічної обробки без доступу повітря. Як сировину для одержання активованого вугілля використовують деревину різних сортів (сосну, березу, дуб та ін.), плодові кісточки, кам’яне й буре вугілля, кістки й кров тварин, цукор та ін. У результаті термічної обробки матеріалів відбувається їх обвуглювання й спучування, смолисті речовини випаровуються й вивітрюються, а кістякова структура вугілля стає досить пористою, утворюючи мікроі макропори діаметром (5−200)10-9м. Отримане вугілля за цим піддають додатковій спеціальній обробці парогазовій (перегрітою парою, аміаком, двоокисом вуглецю та ін.) або хімічному активуванню солями, водносольовими розчинами й розчинами кислот.
Виготовляється активоване вугілля у вигляді порошків з розмірами часток 0,2−0,5 мм або у вигляді часток неправильної форми й гранул розміром 2−5 мм. Залежно від пористості й розміру пор питома поверхня активованого вугілля різних марок становить 600−1500 м2/г. При адсорбції молекули речовини, що поглинається, звичайно заповнюють мікропори, питомий об'єм мікропор становить (0,2 — 0,6)10-3м3/кг.
Сорти активних вугіль позначають марками, кожна з марок відбиває назву матеріалу, з якого приготовлене активоване вугілля, а також його основне призначення.
Широкого застосування набули вугілля таких марок: АВ — активне вугілля; БАВ — березове активне вугілля; АГ — активне гранульоване вугілля; АР — активне вугілля рекупераційне; КАВ — кісточкове активне вугілля; САВ — саранове активне вугілля, що приготовлене з полімеру сарана; СКТ — вугілля сернистокалієвого активування, торф’яне та ін.
Вугілля різних марок характеризуються насипною й істинною густиною, розміром пор, дисперсністю, активною питомою поверхнею, поглинальною здатністю.
У табл. 1.1 наведені характеристики деяких марок активного вугілля.
Основними недоліками активних вугіль є низька міцність, легка старанність, здатність до самозаймання при температурах понад 180 °C.
Таблиця1.1 Характеристика активованого вугілля деяких марок
Марка вугілля | Розмір гранул, мм | Насипна густина, кг/м3 | Питома поверхня, м2/г | Об'єм пор, у-103, м3/кг | Радіус пор, нм | Сфера застосування | |
АГ-2 | 1 — 3,5 | 600 — 700 | 0,30 | 0,1 | Адсорбція газів і пари речовин, розділення вуглеводневих газів | ||
АГ-3 | 1,5 — 2,7 | 700 — 1000 | |||||
АГ-5 | 1 — 1,5 | 700 — 1700 | |||||
БАУ | 1 — 5 | 550 — 1050 | 0,26 | 1 — 3 | |||
КАВ | 1 — 5 | 600 — 700 | 0,33 | ||||
САВ | 1 — 5 | 600 — 700 | 0,36 | ||||
СКТ-1 | 0,5 — 2,7 | 0,59 | 1,0 | Адсорбція й рекуперація пари розчинників | |||
СКТ-3 | 1 — 3,5 | 0,45 | <7 | ||||
АР-3 | 1 — 5,5 | 700 — 800 | 0,33 | ||||
АРТ | 1 — 6 | 700 — 800 | 0,33 | ||||
1.2.3 Природні адсорбенти. Перспективи їх використання в Україні
На території України розташовані одні з найбільших в світі покладів нерудних копалин, Важливе місце в їх структурі займають природні адсорбенти і каталізатори? алюмосилікатні сполуки, які зосереджені у більш як сорока родовищах, Ці речовини у природному стані або після найпростішої обробки’подрібнення, сушка тощо (придатні для очищення, відбілювання, зневоднення газових і рідинних середовищ, прискорення хімічних реакцій, розділення багатокомпонентних сумішей, змінювання іонного складу рідин[1, 2]
Використання таких природних сорбентів може бути ефективним і корисним в технології цукру при очистці цукрових соків і сиропів. На сьогоднішній день спроби отримання цукру високої якості та підвищення його виходу в основному здійснюються за рахунок надмірного використання вапна, а також різноманітних схем очистки соку-Але позитивного результату не завжди вдається досягти через значне підвищення кількості нецукрів в дифузійному соку. Вапно, як хімічний реагент, не дозволяє забезпечити отримання соків і сиропів високої якості. Як відомо, дві третини вапна використовується не на хімічні процеси видалення нецукрів, а на їх адсорбцію на поверхні карбонату кальцію[3]. Цей реагент має лімітовану адсорбційну ємність по видаленню з розчинів нецукрів. Тому актуальним завданням технології цукру є вивчення фізико-хімічних властивостей дешевих природних дисперсних мінералів з метою інтенсифікації процесів адсорбційної очистки напівпродуктів цукрового виробництва.
Серед промислово цінних видів мінералів можна назвати Монтморилоніт, сапоніт, палигорськіт, глауконіт, каолініт, гідрослюду тощо. Їх різноманітність, доступність, численні запаси (мільйони тон), високі Фільтрувальні, адсорбційні, каталітичні та іонообмінні властивості стають підґрунттям для дослідження ефективності їх використання в технології цукру.
Можливість застосування дисперсних мінералів в цукровому виробництві визначається різними параметрами-Одним з основних є вплив мінералів на реакцію середовищаВикористання адсорбентів не повинно суттєво змінювати рН ні в водних розчинах, ні у вапняково-цукрових зі значенням рН 11,9 Результати проведених досліджень представлені в таблиці 1
Таблиця 1 Вплив мінеральних сорбентів на реакцію середовища води та вапняково-цукрових розчинів Присутність мінералів дещо збільшує реакцію водного середовища.
Найбільше це явище проявляється для сапоніту, який викликає зростання рН на 2,3 монтморилоніту? на 0,45 та опоки — на 0,4 одиниці. В присутності гідроксиду кальцію та сахарози сорбенти майже на впливають на зміну рН середовища. Отже їх можна застосовувати при очистці лужних соків цукрового виробництва.
Наступним етапом роботи було дослідження взаємодії природних мінералів з 5% ними розчинами меляси, які моделювали напівпродукти цукрового виробництва, що містять нецукри, які не видаляються в ході технологічного процесу. Для ефективного проведення процесів очистки цукрових розчинів необхідно, щоб мінеральні сорбенти вилучали нецукри з розчинів, а також мали невисокий ступінь набухання і могли бути легко відокремлені від рідин шляхом фільтрування. Для досліджених систем визначали зміну рН модельних розчинів за рахунок внесення адсорбентів, здатність мінералів до набухання та фільтрувальні показники отриманих систем. Результати наведені в таблиці 2.
Таблиця 2 Технологічні показники розчинів меляси після контакту з мінералами Результати таблиці1 дозволяють зробити висновки, що рН розчинів меляси при внесенні мінералів змінюється незначно. За ступенем набухання найбільші значення показали монтморилоніт, палигорськіт та глауконіт, практично не набухає в розчині меляси опока. Найкращі фільтрувальні показники показали розчини з додаванням опоки, трепелу, палигорськіту та глауконіту.
Для забезпечення високого виходу цукру важливо, щоб його втрати в осаді мінералів були мінімальними і не перевищували 1% до маси вологого осаду Тому було визначено гідрофільність сорбентів та вміст цукру в осаді мінералів після їх контакту з 15% розчином сахарози протягом 30 хвилин за методикою[4]. Оскільки в промислових умовах осад на вакуум, фільтрах промивається. було проаналізовано вміст цукру в осадах. Промитих дистильованою водою в кількості 110% до маси осаду. Результати досліджень наведені в таблиці 3.
Таблиця 3 Гідрофільність та вміст цукру в осаді мінералів Найбільшою є гідрофільність монтморилоніту, палигорськіту та Сапоніту. Всі досліджені мінерали показали близькі за значеннями результати вмісту цукру як в промитих, так і в непромитих осадах. Важливим є той факт, що вміст цукру в промитих осадах складає менше 1% до маси вологого осаду. Отже, природні дисперсні мінерали можна застосовувати для видалення нецукрів, оскільки втрати цукру з осадом не перевищують відповідних показників для промислового фільтраційного осаду з вакуум, фільтрів.
В наступних дослідах в модельних розчинах меляси, оброблених природними дисперсними мінералами, визначили вміст цукру, сухих речовин, чистоту, забарвленість та кількість видалених аніонів кислот у вигляді солей кальцію (таблиця4). Встановлено, що використання більшості мінералів позитивно вплинуло на технологічні показники оброблених розчинів. Їх чистота зросла на 1−1,5% забарвленість знизилася майже вдвічі у випадку використання палигорськіту, зменшився вміст солей кальцію.
Показники забарвленості і чистоти добре корелюють між собою. Отже, досліджені мінерали вилучають з розчинів певні нецукри, зокрема солі кальцію і барвні речовини, за рахунок чого зростає чистота модельних розчинів. Це вказує на ефективність використання природних дисперсних мінералів для очистки напівпродуктів цукрового виробництва. Найвищу адсорбційну здатність проявили палигорськіт, монтморилоніт та глауконіт.
адсорбція шар сировина установка Таблиця 3 Чистота, забарвленість та вміст солей кальцію в розчинах меляси після контакту з мінералами На основі проведених досліджень встановлено, що для додаткової очистки напівпродуктів цукрового виробництва можна застосовуватиприродні дисперсні мінерали, поклади яких на території України величезні.
Вони практично не змінюють реакцію середовища, мають достатні фільтраційні показники, осад мінералів не накопичує цукор. За рахунок використання мінералів можна на 30−50% знизити забарвленість модельних розчинів меляси, на 0,5−1,5% підвищити їх чистоту. Найбільш ефективними щодо видалення нецукрів виявилися палигорськіт, монтморилоніт та глауконіт. Використання цих природних дисперсних мінералів для адорбційної очистки в технології цукру дозволить розширити спектр застосування вітчизняних природних ресурсів для потреб різних галузей промисловості.
1.2.4 Метанол як альтернативний енергоносій
Добування водню з рідкого палива може усунути одну з найбільших перешкод водневої енергетики. Німецькі хіміки знайшли спосіб, як добути водень з метанолу — рідкого палива, — яке, на відміну від чистого водню, легко транспортується. На думку Матіаса Беллера (Mathias Beller), інженера-хіміка з Ростокського університету, розроблений ним метод можна застосовувати для живлення найрізноманітніших пристроїв — від автомобільних двигунів до мобільних телефонів.
Водень має високу енерговіддачу, а також він цілком екологічно чистий, адже при його спалюванні утворюється лише водяна пара. Природні запаси чистого водню порівняно невеликі, проте у майже необмеженій кількості він міститься у воді. Прихильники «водневої економіки» стверджують, що його можна добувати електролізом води, застосовуючти чисті джерела енергії (наприклад, сонце та вітер). На жаль, оскільки за нормальних умов водень — газ, зберігати та транспортувати його можна лише в стиснутому чи зрідженому стані, що викликає чимало труднощів. Багато хіміків витратили десятки років, б’ючись над проблемою, як краще застосовувати водень як паливо.
Один з можливих варіантів — «замкнути» його у рідкій чи твердій речовині. Проте більшість сполук або містять надто мало водню, або ж утримують його так міцно, що для його відновлення потрібна недосяжна кількість енергії.
Подібною була ситуація і з метанолом (CH3OH) — найпростішим одноатомним спиртом, який розкладається на водень і моноксид вуглецю. Метанол містить відносно багато приєднаного водню (12,5% за масою), проте, щоб його виділити, метанол слід спершу нагріти до 200 °C під тиском 25−50 атмосфер.
У вчорашньому випуску журналу Nature Матіас Беллер повідомив, що знайшов розчинний каталізатор на основі рутенію, який дає змогу легко добувати водень з метанолу при всього лише 65−95 °C та під тиском в одну атмосферу. «Навіть складно припустити, скільки енергії буде збережено», — оптимістично стверджує автор. Він вважає, що в майбутньому метанол може стати альтернативним видом палива, який застосовуватиметься в елементах живлення найрізноманітніших пристроїв — від мобільних телефонів та портативних комп’ютерів до автомобілів.
Винайденим М. Беллером процес поки перебуває на лабораторному етапі, і пройдуть роки перш ніж він застосовуватиметься на практиці. З ним також пов’зано чимало труднощів, адже для руху автомобіля, наприклад, потрібно в середньому 24 літри водню за секунду. М. Беллеру вдалося отримати в лабораторії лише кілька мілілітрів водню за секунду. Крім того, щоб застосовуватися в комерційних цілях, каталізатор повинен залишатися в стабільному стані, як мінімум, кілька місяців. Каталізатор ж на основі рутенію залишається стабільним лише до трьох тижнів. Пітер Холл (Peter Hall), хімік з Шеффілдського університету (Сполучене Королівство), вважає, що навіть якщо ці проблеми вдасться подолати, енергетичного чуда все одно на станеться, адже «ті, хто всерйоз думає про використання воднево-метанолових паливних елементів у автомобілях, комп’ютерах чи мобільних телефонах, серйозно недооцінюють інженерні складнощі розроблення та мінітюаризації таких пристроїв». Проте хочеться вірити, що спрощення добування водню з метанолу стане черговим внеском у розроблення та впровадження екологічно чистих джерел енергії.
2. Розрахункова частина
2.1 Розрахунок адсорбційної установки рекуперації з нерухомим шаром адсорбенту
2.1.1 Ізотерма адсорбції пари метанолу на активному вугіллі
Для активного вугілля АР-3, обладнаного біопористою структурою по теорії об'ємного заповнення пор рівноважної концентрації у твердому тілі зарівнянням Дубініна розрахували наступне:
Де — рівноважна концентрація в твердій фазі, моль/г; W01, B1, W02, B2 — константи, що характеризують адсорбент; W01 = 0,19 см3/г, B1 = 0,7410-6 К-2; W02 = 1,810-1 см3/г; B2 = 3,4210-6 К-2; = 0,4; - мольний об'єм поглиненого компоненту, см3/моль; = 12 800 Па — тиск насиченої пари метанолу; - парціальний тиск парів метанолу у газовій суміші.
Вихідна концентрація метанолу в газовій суміші відповідає частині ізотерми, близької до лінійної. Початкова ділянка ізотерми розглядається, як лінійна при умові (C/Cs)6 = 0.17 (по бензолу)
Відношення / для бензолу, відповідає вихідній концентрації метанолу в суміші (Сн=1,810-3кг/м3 знайдено по рівнянню потенціальної теорії адсорбції):
Де — відношення парціальний тиску до тиску насиченої пари для бензолу.
Отриманий результат показує, що форма ізотерми на розглянутій ділянці лінійна.
2.1.2 Діаметр і висота адсорбера
Допустиму фіктивну швидкість газу розрахувализа формулою, отриманою на основі техніко-економічного аналізу роботи адсорберу:
м/с
Де = 2,010-10м; = 550 кг/м3 (для активованого угілля АР-3); густина повітря при 24 °C; = 1,189кг/м3.
Допустима швидкість газу в адсорбері:
Робочу швидкість газу в адсорбері приймаємо на 25% нижче допустимої; = 0,75 0,388 = 0,29 м/с
Діаметр апарата :
Висоту шару активного вугілля в апараті для забезпечення потрібного часу роботи адсорбера прийняли0,7 м. Повну висоту циліндричної частини складає1,7 м. Додаткова висота (під кришкою і над днищем) необхідна для розміщення розподільчого приладу для газу, штуцерів та датчиків контролно — вимірювальних приборів.
2.1.3 Коефіцієнт масопередачі
Знаходимо коефіцієнт дифузії в газовій фазі в системі метанол — повітря.
При t =0 °C та =98,1 кПа коефіцієнт дифузії дорівнює 0,133 см2/с. Коефіцієнт дифузії в умовах адсорбера м2/с В’язкість газової фази (повітря) µy = 1,810-5 Пас.
Коефіцієнт масовіддачі в газовій фазі знайшлиза рівнянням:
Nu` = 0.355Re0.641 (Pr`)0.334/е де е — пористість шару (е = 0,375);
З цього:
Nu` = 0.355 38.670.641 1.0490.333/0.375 = 9,84
Коефіцієнт зовнішньої масовіддачі дорівнює:
Коефіцієнт ефективної дифузії метанолу в адсорбенті знайшли по залежності DЕ = ѓ(x), для випадку адсорбції метанолу на активному вугіллі, що наближається по внутрішній структурі до АУ марки АР-3 в інтервалі концентрацій X=0−3.3310-2 кг/кг
DЕ = 3,00 10-10м2/с
Коефіцієнт масовіддачі в адсорбенті (коефіцієнт внутрішньої масовіддачі) знайшли за рівнянням:
Коефіцієнт масопередачі:
Зниження рушійної сили масопереносу в результаті відхилення руху газу від режиму ідеального витіснення врахували введенням додаткового дифузійного опору поздовжнього перемішування. Коефіцієнт, що враховує поздовжнє перемішування, визначилиза рівнянням:
м/с
Коефіцієнт массопередачі з урахуванням поздовжнього перемішування:
Питома поверхня адсорбенту:
Об'ємний Коефіцієнт массопередачі:
2.1.4 Тривалість адсорбції. Вихідна крива. Профіль концентрації в шарі адсорбенту
Тривалість адсорбції метанолу встановилиза вихідною кривою, побудова якої провелиза рівнянням Томаса для безрозмірної концентрації в потоці:
де = az/щ загальна кількість одиниць переносу для шару висотою z;
— безрозмірне час.
Виразили ф через безрозмірний час Т:
Число одиниць переносу (див. Додаток 1)
Час досягнення концентрації метанолу в газі, що виходить з адсорбера знаходилася графічно (див. Додаток 3), вона становить 5% від початкової, тобто С/Сн = 0,05.З графіка видно, при відношенні X/X*, що складає 0,013, zстановить 0,63 м.
Тривалість стадії адсорбції аналогічно встановлювалась за графічними данними (див. Додаток 4). Відповідно до вихідної кривої тривалість стадії адсорбції становить 1,8104.
Побудова профілю концентрацій проводиласяза рівнянням Томаса:
Виразили відстань z від точки введення суміші до точки з концентрацією X у вигляді функції від безрозмірного часу:
Розрахунок профілю концентрацій метанолу в шарі вугілля знайшли з додатку 2.
2.1.5 Матеріальний баланс
Матеріальний баланс за метанолом стадії адсорбції виражається рівнянням:
Записуючи рівняння матеріального балансу для концентрацій в безрозмірний формі, а також враховуючи, що і отримаємо:
Значення інтегралів рівняння матеріального балансу визначили графічним методом, як наведено вище, або інтегруванням вихідної кривої (див. Додаток 3) і профілю концентрації в адсорбенті (див. Додаток 4):
Кількість метанолу, що надходить в адсорбер, Кількість метанолу, поглиненого вугіллям (адсорбату):
Кількість метанолу, що виходить з апарату із газовою фазою:
Через малу кількість адсорбату, що залишається в апараті в газовій фазі для розрахунку маси метанолу, що залишилася у вільному об'ємі адсорбера, приймаємо, концентрацію метанолу, рівну початковій.
Кількість метанолу, що залишається в газовій фазі адсорбера:
Перевіримо збіжність матеріального балансу:
63,75=63,47+0,273+0,0033
2.1.6 Допоміжні стадії циклу
З огляду на те, що за завданням установка включає два адсорбера, сумарна тривалість допоміжних операцій (десорбція, сушіння, охолодження) повинна бути дорівнювати тривалості адсорбції, тобто, 4,8 г.
Десорбція водяною парою — складний тепломасообмінних процесів, що протікає при змінних температур та витраті парової фази. Надійних методик розрахунку тривалості десорбції для цього випадку не розроблено. Тривалість десорбції в рекупераційних установках орієнтовно становить 0,5−1,0 год за умови використання гострої пари тиском 0,1−0,4 МПа.
При десорбції речовин з невеликою молекулярною масою тиск ближче до мінімального значення вказаного інтервалу. З урахуванням сказаного приймаємо тривалість десорбції за 1 год, тиск водяної пари 0,2 МПа, Тоді тривалість стадій сушіння й охолодження дорівнює 3,8 год, при цьому періоди сушіння й охолодження можуть бути прийняті рівними. У зв’язку з цим умови сушіння й охолодження повинні бути обрані виходячи з вказаного часу.
Розрахунок параметрів стадії сушіння в рекупераціонного адсорбційних установках наведено в.
Графік роботи адсорбційної установки може бути представлений у вигляді циклограми (рис. 2.1).
Рис. 2.3. Циклограма роботи адсорбційної установки :
1 — період адсорбції; 2 — сумарна тривалість сушіння та охолодження; 3 — тривалість десорбції
3. Технологічна частина
3.1 Порівняльна характеристика і вибір технологічної схеми установки і основного обладнання
Адсорбційні установки залежно від масштабів виробництва, властивостей адсорбата й адсорбенту бувають періодичної й безперервної дії, і працюють по дво-, триі чотиристадійному способах. Вибір того або іншого способу залежить від призначення установки, параметрів процесу й техніко-економічних показників.
У чотиристадійному способі адсорбції робочий цикл включає чотири стадії: 1) власне адсорбцію; 2) десорбцію адсорбтива водяним паром; 3) сушіння адсорбенту; 4) охолодження адсорбенту.
Трифазний спосіб застосовують при відсутності стадій сушіння або охолодження, у двофазному способі стадії сушіння й охолодження об'єднані зі стадією адсорбції або процес десорбції проводять без сушіння й охолодження адсорбенту.
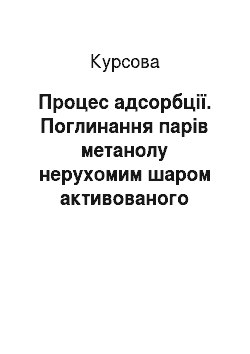
Рис. 3.1.Схема адсорбційно-десорбційной установки
Потоки:Апарогазова суміш;Бочищена газова суміш;Ввода технічна; Втповітря технологічне;Гнеконденсовані гази;Дскраплений компонент; Жсуміш адсорбата с конденсатом;Кконденсат водяної пари;Пнводяний пар насичений;Рохолоджувальний розсіл;1газодувка;2 фільтр; 3іскрогасник; 4теплообмінник-холодильник; 5адсорбер зі стаціонарним шаром; 6, 7 холодильник-конденсатор; 8конденсатор; 9збірник конденсату; 10насос; 11збірник скрапленого адсорбата; 12повітродувка; 13теплообмінник-підігрівач повітря На рис. 3.1показана принципова технологічна схема адсорбційної установки періодичної (напівбезперервної) дії, що працює по чотиристадійному циклу й призначена в основному для вилучення шкідливих газів (наприклад, сірководню) та парн органічних летких розчинників з газо (паро) — повітряної суміші.
Газо (паро) — повітряна суміш нагнітається газодувкою 1, проходить через фільтр 2, іскрогасник 3, при необхідності охолоджується в теплообміннику-холодильнику 4, і надходить зверху в адсорбер 4зі стаціонарним (нерухомим) шаром адсорбенту, де відбувається процес поглинання адсорбтива. Очищена газова суміш відводиться знизу адсорбера й подається в технологічний цикл.
Після відпрацювання (насичення) шару адсорбенту перемикають газовий потік на другий адсорбер, а перший адсорбер переводять у режим десорбції. Десорбцію проводять насиченою водяною парою, що подається в апарат знизу, отриману парогазову суміш направляють у холодильники-конденсатори 6та 7, охолоджувані звичайно водою, отриманий конденсат з домішкою адсорбтива відводять у збірник 9і насосом 11 направляють на розділення.
Несконденсовану парогазову суміш направляють у конденсатор 8, охолоджуваний холодоагентом (наприклад, охолодженим розсолом), утворений конденсат розчинника (наприклад, регенерований розчинник) відводять у збірник 10 та використовують повторно.
По закінченні процесу десорбції проводять стадію сушіння адсорбента, подаючи в апарат повітродувкою 12повітря, підігріте у теплообміннику 13. По закінченні сушіння проводять охолодження шару адсорбента холодним повітрям, що подається повітродувкою 12.
Число використовуваних адсорберів залежить від продуктивності установки й тривалості основних стадій. Звичайно тривалість стадії адсорбції становить 8 — 16год, стадії десорбції 4 — 6 год, стадій сушіння й охолодження 2 4 год.
Така ж схема з деякими змінами може бути використана для осушки й очищення природного газу від домішок кислих газів.
На газопереробних заводах застосовують адсорбційно-десорбційні установки для відбензинування природного газу — виділення із природного газу насичених вуглеводнів складу С3- С5.
На рис. 3.2подана схема установки з відкритою системою регенерації, у якій із циклу виключена стадія сушіння адсорбенту. На якій Потоки: А— сирий газ; Б— відбензинений газ; В— топковий газ;Г — конденсат; Д— бензиновий конденсат;
1приймальний сепаратор; 2, 3адсорбери; 4повітряний холодильник; 5 теплообмінник; 6 вогневий підігрівач; 7сепаратор потоку регенерації; 8стабілізаційна колона Рис. 3.2.Схема адсорбційно-десорбційної установки для відбензинення природного газу з відкритою системою регенерації адсорбента Природний газ надходить у приймальний сепаратор 1, де відділяється конденсат, а потім в адсорбер 2, що працює в режимі адсорбції, при цьому з газу адсорбується фракція вуглеводнів складу С3- С5.
Потік відбензиненого газу потім надходить у теплообмінник 5, де підігрівається до температур, трохи вищих температури навколишнього середовища, і відправляється споживачеві (потік Б).
Паралельно адсорбер 3перебуває в режимі регенерації адсорбенту, для чого частина потоку вихідного газу підігрівається у вогневому підігрівнику 6 і проходить зверху вниз шар адсорбенту, витісняючи поглинені в попередньому режимі пари вологи і фракції вуглеводнів. Гаряча парогазова суміш прохолоджується спочатку в повітряному холодильнику4, а потім у теплообміннику 5. Охолоджена парогазова суміш проходить сепаратор регенерації 7, у якому виділяється конденсат — відбензинена фракція. Отриманий конденсат змішується з конденсатом із вхідного сепаратора й потім подається в стабілізаційну колону 8, з якої зверху виводиться паливний (топковий) газ, а знизу — нестабільний бензин. Гази віддувки із сепаратора 7 повертаються в потік сирого газу.
Установки з відкритою системою регенерації компактні, прості в обслуговуванні та надійні в роботі, недоліком їх є періодичність (циклічність) роботи адсорбера, а також те, що за рахунок відведення частини сирого газу (до 25% основного потоку) у систему регенерації знижується продуктивність установки й ступінь вилучення цільових продуктів. На установках із закритою системою регенерації досягається більш високий вихід цільових продуктів, але такі установки вимагають додаткового устаткування й складніші в експлуатації.
В адсорбційно-десорбційних установках безперервної дії основні стадії циклу адсорбція десорбція проходять одночасно в декількох апаратах або в одному багатофункціональному апараті, при цьому в установці використовують безперервний рух шару адсорбенту із секції адсорбції в секції десорбції та регенерації з наступним транспортуванням адсорбенту за допомогою ківшових підйомників або пневмотранспорту. Основними недоліками таких установок є підвищене пилоутворення в результаті стирання й руйнування гранул адсорбенту.
3.2 Розробка технологічної схемипроцесу адсорбції
Вибір конструкції адсорберів насамперед зумовлений дисперсним складом адсорбенту, який приймається з урахуванням дефіцитності, його вартості і можливості регенерації.
Залежно від дисперсного складу адсорбенту принципові конструкції адсорберів можна поділити на такі типи:
I — адсорбер з нерухомим або рухомомим завантаженням, через який водний потік фільтрується низхідним потоком зі швидкістю до 20 м/год, або висхідним — зі швидкістю до 12 м/год, що застосовується для фракції 0,8−5 мм;
II — адсорбер із псевдозрідженим завантаженням, розширення шару якого здійснюється не менше ніж на 50% висхідним потоком води зі швидкістю 10−40 м/год, застосовується для фракцій 0,25−2,5 мм;
III — адсорбери-змішувачі, застосовуються для фракції 0,05 — 0,5 мм;
IV — патронні адсорбери з фільтруванням води зі швидкістю 1−12 м/год через шар адсорбенту товщиною 0,5−2 см, застосовуються для фракції 0,02−0,1.
Адсорбери I типу можуть застосовуватися для очищення будь-яких обсягів стічних вод найширшого спектру концентрації і хімічної будови видобутих домішок.
Якщо вичерпання ємності адсорбенту відбувається на короткому шарі завантаження (за рахунок високої ефективності адсорбції або малій концентрації адсорбату) і процес можна перервати на періоді зміни завантаження або її регенерації, то вся висота завантаження, використовувана для адсорбції, розміщується в одному адсорбері.
Якщо необхідна висота завантаження більше розмірів одного адсорбера, або процес не може перериватися, то використовуються кілька послідовно працюючих адсорберів, або порційна (дискретна або безперервна) витяжка з адсорбера відпрацьованого адсорбенту.
У тих випадках, коли витрата води перевищує допустиму для одного адсорбера, або необхідну ступінь очищення, її можна забезпечити за рахунок змішування потоків, що надходять з адсорберів з різною ефективністю роботи, встановлюють паралельно працюючі адсорбери.
Адсорбери II типу найбільш доцільно застосовувати для очищення невеликих обсягів стічних вод з добре сорбуємими забрудненнями.
Адсорбери III типу ефективно використовувати для очищення невеликих обсягів висококонцентрованих стічних вод, а адсорбери четвертого типу для очищення невеликих обсягів низькоконцентрованоих стічних вод (5−10 мг/л видобутих домішок).
Адсорбери з нерухомим гранульованим завантаженням виконуються у вигляді металевих колон або бетонних резервуарів. Промислове виготовлення таких колонних адсорберів в даний час обмежений. Можливе застосування сорбційних вугільних фільтрів, призначених для глибокого очищення конденсату від нафтопродуктів на ТЕЦ, для обробки стічних вод активованим вугіллям за умови попереднього видалення з води грубодисперсних домішок.
Фільтри: сорбційні, вугільні, вертикальні (ФСУ-2, 0−6; ФСУ-2, 6−6; ФСУ-3, 0−6 і ФСУ-3, 4−6) являють собою однокамерні циліндричні апарати з листової сталі з привареними еліптичними штампованими днищами. До нижнього днища приварені три опори для установки фільтра на фундамент. У центрі верхнього і нижнього днища приварені патрубки для підведення і відведення стічної води. До них зовні приєднуються трубопроводи, розташовані по фронту фільтра, а всередині розподільні пристрої, що складаються з вертикальних колекторів, з'єднаних з радіально розташованими перфорованими трубами.
Корпус вугільного фільтру забезпечений двома лазами верхнім еліптичним розміром 420,320 мм і нижнім круглим діаметром 600 мм. На рівні нижнього розподільного пристрою до корпусу фільтра приварений штуцер для гідравлічної вивантаження відпрацьованого вугілля. При загальній висоті фільтра 5−5,7 м висота завантаження складає 2,5 м.
Зважаючи на дефіцитність вугільних фільтрів в якості адсорберів може використовуватися і промислове устаткування, що виготовляється для фільтрування води через інші завантаження, наприклад фільтри іонообмінні.
Всі зазначені фільтри розраховані на подачу води під напором до 0,6 МПа, але можуть працювати і в безнапірному режимі. Корпус і трубопроводи фільтрів виготовляються з вуглецевої сталі, їх внутрішні поверхні підлягають захисту корозійностійкими покриттями, розподільні пристрої виготовляються з нержавіючої сталі і поліетилену.
У комплект поставки входять: корпус фільтра, верхні і нижні розподільні пристрої, трубопроводи і арматура в межах фронту фільтра. Пробовідбірний пристрій, манометри з трьохходовими кранами і сифонними трубками, кріпильні та прокладочні матеріали.
У тих випадках, коли продуктивність адсорберов з щільним шаром завантаження перевищує 120−200м3/год, а також за відсутності промислових адсорберів, вони виготовляються в індивідуальному порядку у вигляді металевих колон напірного і безнапірного типу або у вигляді відкритих бетонних резервуарів.
У резервуарних адсорберах гранульований адсорбент укладається або на безпровальну решітку з ковпачковими дренажними пристроями, або на шар гравію і дрібного щебеню висотою 0,4−0,5 м. Трубчата система подачі стічної води встановлюється в шарі гравію і являє собою набір кільцевих або радіальних трубопроводів з отворами, спрямованими до нижньої частини адсорбера.
У резервуарних адсорберах збір очищеної води здійснюється системою відкритих лотків або перфорованих трубопроводів. Вивантаження відпрацьованого вугілля ведеться гідроелеватором або через придонних отвір при розширенні завантаження висхідним потоком води. Завантаження свіжим активованим вугіллям забезпечується гідроелеватором.
Подача води в колони здійснюється рівномірно по перетину адсорбера з допомогою розподільчої системи, збір очищеної води відкритими лотками або трубчастою системою. Впуск і випуск води може бути оформлений також і у вигляді гратчастих патрубків, рівномірно розсереджених по перетину колони у верхній і нижній її частині. Патрубки виконуються з нержавіючої сталі з отворами 0,5 мм, поверхня їх покрита сіткою з нержавіючого матеріалу. Кількість і розмір патрубків слід приймати з розрахунку площі грат не менше 0,025 м2/1000 м3 на добу витрати води. Подають і збірні патрубки встановлюючи таким чином, щоб площа адсорбера між патрубками і зовнішніми стінками становила половину поперечного перерізу колони. У напірних колонних адсорберах вгорі необхідно передбачити пристрій для регулювання тиску в колоні. В іншому випадку можливе руйнування адсорбера при його спорожненні та утворенні повітряних пробок у завантаженні адсорбера при його наповненні.
Перевантаження адсорберів може виконуватися за допомогою повітряного або водного потоків, але в першому випадку спостерігається велика ерозія труб і арматури, а також зрив вакууму. Тому частіше застосовується гідротранспорт вугілля по трубопроводах нахилом 0,02−0,1 °, діаметром не менше 50 мм при швидкості вугільної пульпи 0,8−1 м/с і відносно твердої частини до рідкої в пульпі за масою Т: Ж не менше 1: 8.
Перед завантаженням в адсорбер вугілля змочується гарячою водою протягом 5 год або холодною водою протягом 20−24 год при постійному перемішуванні.
Адсорбери з рухомої щільною або скрапленою не більше ніж на 10% завантаженням виконуються у вигляді колонних апаратів, додатково обладнаних пристроями для безперервної подачі зверху змоченого і відмитого від дрібної фракції адсорбенту, що знаходиться у верхній частині адсорбера, і для виведення відпрацьованого адсорбенту з нижньої зони адсорбера. Стічна вода при цьому подається через розподільний пристрій під завантаженням і збирається збірним пристроєм над завантаженням вугілля. Крім того, адсорбер обладнується пристроєм, що забезпечує рівномірність переміщення товщі вугільного завантаження по поперечному перерізі апарату.
Найбільш надійними адсорберами другого типу з псевдо-зрідженим шаром вугільного завантаження є циліндричні металеві колони, розділені по висоті беспровальними гратками, обладнаними переточними пристроями. Стічна вода, що очищується подається в нижню частину апарата по трубчастій системі великого опору, покладеної в шарі гравію, очищена вода відводиться через кільцеве збірний пристрій у верхній частині адсорбера. Активоване вугілля в сухому вигляді безперервно дозується за допомогою вакуумної системи через шлюзовий живильник в завантажувальний пристрій, де відбувається його замочування і переміщення в адсорбер.