Модернізація системи автоматизації станції ІІ фільтрації соку.
Управління фільтрами
Контроль рівнів в збірниках забезпечується ультразвуковими рівнемірами 5а-6а типу МТМ 900, які зміну рівня перетворюють в аналоговий уніфікований сигнал і передають на контролер для опрацювання. Опрацювання сигналів проходить по позиційному закону регулювання. Якщо рівні відхиляються від заданого значення, то з контролера видається релейний сигнал через перетворювачі на регулюючі органи 5б, 6 В… Читати ще >
Модернізація системи автоматизації станції ІІ фільтрації соку. Управління фільтрами (реферат, курсова, диплом, контрольна)
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ СМІЛЯНСЬКИЙ ТЕХНІКУМ ХАРЧОВИХ ТЕХНОЛОГІЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ХАРЧОВИХ ТЕХНОЛОГІЙ
Спеціальність 5.92 503.
Денне відділення
Рокитнянський ц/з.
Модернізація системи автоматизації станції ІІ фільтрації соку. Управління фільтрами
до курсового проекту
КП 5.92 503.12 ПЗ
Керівник проекту:
Біликов В.Ф.
Розробив:
Кулініч В.Г.
ЗМІСТ
ВСТУП.
1 ТЕХНОЛОГІЧНА ЧАСТИНА
1.1 Характеристика приміщення у якому знаходиться об'єкт автоматизації.
1.2 Аналіз машинно-апаратурної схеми
1.3 Аналіз системи автоматизації.
1.4 Характеристика приладів і засобів автоматизації у заданому контурі
2 ОРГАНІЗАЦІЯ РОБІТ З МОНТАЖУ ЗАСОБІВ ВИМІРУ І СИСТЕМ АВТОМАТИЧНОГО РЕГУЛЮВАННЯ
2.1 Передмонтажна перевірка приладів і засобів автоматизації.
2.2 Монтаж первинних перетворювачів.
2.3 Вибір та монтаж щитів
2.4 Монтаж виконавчих механізмів.
2.5 Розрахунок, обґрунтування та монтаж ліній зв’язку
3 ТЕХНОЛОГІЧНА КАРТА МОНТАЖНИХ РОБІТ.
4 ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРИЛАДІВ ТА ЗАСОБІВ АВТОМАТИЗАЦІЇ.
5 ОХОРОНА ПРАЦІ І ТЕХНІКА БЕЗПЕКИ ПРИ ВИКОНАННІ МОНТАЖНИХ РОБІТ СПИСОК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
ВСТУП
Важливе значення науково-технічним проблемам розвитку харчової промисловості відводиться автоматизації виробничих процесів. В даному курсовому проекті поставлені задачі підвищення продуктивності праці і ефективності виробництва, збільшення якості виміру Для виконання поставлених задач необхідно використовувати автоматизацію. Автоматизація виробничих процесів на даному етапі включає в себе: впровадження нових приладів та технічних засобів, створення розгалужених систем управління, в яких застосовуються такі технічні засоби як контролери, мікропроцесори, щитові комп’ютери та інші засоби автоматизації.
Цукрова промисловість є однією із важливих галузей харчової промисловості України. На даному етапі розвитку цукрової галузі в умовах скорочення посівів, малої врожайності або низької якості буряку, високих цін на енергоносії, зношення застарілого обладнання, і як наслідок висока собівартість виробництва. Тому головними напрямками розвитку є реконструкція, модернізація і технічне вдосконалення обладнання, підвищення ефективності праці, скорочення чисельності обслуговуючого персоналу. Але в свою чергу заміна застарілого обладнання на нове більш сучасне, введення нових технологій замість старих веде до великих економічних затрат та тривалого часу. А введення автоматизованих систем управління технологічним процесом цукрового виробництва дозволить виконати це в короткий час і без великих економічних затрат. Застосування автоматичної системи управління технологічним процесом також дає можливість підвищити якість підтримання технологічних параметрів; оперативно і об'єктивно контролювати технологічний процес, якість цукру; підняти управління виробництвом на новий рівень. Надійність системи управління, можливість їх легкої інтеграції в існуючі системи, зручність і адаптація до вимог операторського персоналу, в кінцевому рахунку, впливають на показники всього виробництва.
Таким чином, застосування автоматичної системи управління технологічним процесом на цукровому заводі сприяє рішенню багатьох технологічних задач і покращує використання потужності, тобто підвищує ефективність виробництва.
Актуальність проекту полягає в тому, що автоматична система управління технологічним процесом на вітчизняних виробництвах дозволить вирішити три основні задачі: підвищить якість вимірювання, скоротить втрати сировини та енергоносіїв, забезпечити управління виробництвом, а також ефективне управління процесами виробництва в області контролю і обліку.
1 ТЕХНОЛОГІЧНА ЧАСИНА
1.1 Характеристика приміщення у якому знаходиться об'єкт автоматизації
Обладнання, яке належить до управління фільтрами І сатурації знаходиться (розташоване) в приміщенні.
За класифікацією приміщення станція фільтрації:
— за категорією виробництва — Д;
— за станом повітряного середовища — вологе.
— за категорією приміщення по ураженню електричним струмом належить до приміщення — з підвищеною небезпекою.
За класифікацією будівель, споруд і приміщень підприємств галузі щодо вибухо-пожежної небезпеки, та класифікацією зон за ПУЕ приміщення належить до класу В, а клас по пожежо-вибухонебезпечним зонам відноситься до П-ІІІ .
Середовище в приміщенні вологе, підлога струмопровідна.
Отже за ПТБ і ПТЄ приміщення належить до приміщень з підвищеною небезпекою, ступень захисту приладів обираємо ІР30.
1.2 Аналіз машинно-апаратурної схеми
автоматизація фільтрація сік монтаж Не фільтрованій сік подається по трубопроводу 30 d=426×6 в фільтри № 1-№ 8, в наслідок чого відбувається процес фільтрації (Див. додаток Б. Машинно-апаратурна схема). Фільтрований сік по трубопроводу 31 d=426×6 подається на збірник фільтрованого соку d=2000, H=2500. Після чого як фільтруюча поверхня фільтра забивається, відбувається процес часткового випорожнення. Не фільтрований сік, по трубопроводу повернення, регенерує з фільтра з високою швидкістю, створюючи в ньому розрідження, в наслідок чого створюється в ньому хлопок, і речовини, що накопичилися на фільтруючій поверхні, падають вниз. Даний напівцикл продовжується два рази, потім настає час повного випорожнення. Повне випорожнення проходить при вивантажені набраній суспензії по трубопроводу 32 d=426×6 в збірник не фільтрованого соку d=2000, H=2500, а з нього на вакумфільтри, де відбувається повторна фільтрація. Як бачимо повний цикл фільтра складається із трьох напівциклів: фільтрація — часткове випорожнення, фільтрація — часткове випорожнення, фільтрація повне випорожнення.
1.3 Аналіз системи автоматизацї
Система автоматизації процесу управління фільтрами працює наступним чином. Інформація про положення пневмоприводів 2в-4 В, типу МТМ 810 (див. Додаток В Схема автоматизації функціональна) сприймається кінцевими вимикачами 2а-4а типу KB C1 S11, котрі перетворюють її в дискретний сигнал. Дискретні сигнали сприймаються мікропроцесорним контролером, модифікації AL2−14MR-D, на якому перетворюються у модулях дискретних сигналів в цифрові сигнали, що оброблюються віртуальною програмою.
Контроль рівнів в збірниках забезпечується ультразвуковими рівнемірами 5а-6а типу МТМ 900, які зміну рівня перетворюють в аналоговий уніфікований сигнал і передають на контролер для опрацювання. Опрацювання сигналів проходить по позиційному закону регулювання. Якщо рівні відхиляються від заданого значення, то з контролера видається релейний сигнал через перетворювачі на регулюючі органи 5б, 6 В типу ПСП1. Контроль незабитості трубопроводу повного випорожнення проводиться шляхом реєстрування приросту рівня в збірнику суспензії. Підчас вивантаження рівнемір 5а типу МТМ 900 передає зміну рівня в збірнику в вигляді аналогового сигналу на контролер. В контролері відбувається порівняння початкового рівня з кінцевим. Якщо рівень в збірнику по закінченню вивантаження більший за рівень перед початком вивантаження на 10% і більше, то це означає що трубопровід не забитий, якщо ні - забитий.
Контроль тиску в колекторі нефільтрованого соку здійснюється перетворювачем тиску 7а типу MТМ701.5Г, який перетворює зміну тиску в аналоговий сигнал і передає його на вторинний прилад 1б, а той за допомогою мереженого інтерфейсу на ПЕОМ, де відбувається опрацювання сигналу по програмі, а вже після цього результати розрахунку поступають на контролер у вигляді логічної 1 через мережу. Сигнал з ПЕОМ на контролер потрапить тільки в тому випадку, якщо параметр перетне межу допустимості, що сигналізуватиме про аварію.
Контроль витрати фільтрованого соку здійснюється індукційним витратоміром 1а типу Hanіvel Magnew 3000 PLUS, який перетворює зміну витрати в аналоговий сигнал і передає його на вторинний прилад 1б типу МТМ-РЕ-160, далі все відбувається аналогічно контролю тиску.
1.4 Характеристики приладів
Ефективність розробки і упровадження систем автоматизації технологічних процесів в значній мірі визначається вибором технічних засобів, на основі яких можуть бути реалізовані системи управління технологічними процесами тої чи іншої структури. При цьому системи управління будуються на базі серійно випускаючих засобів автоматизації і обчислювальної техніки.
Для системи управління фільтрацією впроваджено ряд новаційних засобів виміру та впровадження автоматичної системи управління, що забезпечить автоматичне управління фільтрами.
1.4.1 Індукційний витратомір Наnіvel Magnew 3000 PLUS поз. 1а
Індукційний витратомір Наnіvel Magnew 3000 PLUS призначений безперервного виміру витрат фільтрованого соку. Завдяки вбудованому перетворювачу, даний прилад має уніфікований струмовийв сигнал, що робить його придатним для підключення до контролера або вторинного приладу на пряму.
Технічні характеристики Індукційного витратоміра Наnіvel Magnew 3000 PLUS (див. додаток Д1.)
Межа виміру 0−20м3/год Клас точності 0,2;
Вихідний сигнал 4−20мА Напруга живлення 24 В.
1.4.2 Ультразвуковий рівнемір МТМ 900 поз. 5а, 6а.
Ультразвуковий рівнемір МТМ 900 призначений для безперервного вимірювання рівня безконтактним метотодом, що дозволяє його використовувати в агресивниг та кристалізуючиг речовинах. Завдяки вбудованому перетворювачу, даний прилад має уніфікований струмовийв сигнал, що робить його придатним для підключення до контролера або вторинного приладу на пряму.
Характеристики ультразвукового рівнеміра МТМ 900 (див. додаток Д2)
Межа виміру 60−4000мм Клас точності 0,2
Вихідний сигнал 4−20кПа Напруга живлення 24 В.
1.4.3 Перетворювач тиску МТМ701,5 Г поз 7а
Перетворювач тиску МТМ701,5 Г призначений для вимірювання для безперервного вимірювання тиску в колекторі нефільтрованого соку. Завдяки вбудованому перетворювачу, даний прилад має уніфікований струмовийв сигнал, що робить його придатним для підключення до контролера або вторинного приладу на пряму.
Характеристики перетворювача тиску МТМ701,5 Г (див. додаток Д3)
Клас точності 1.0
Межа виміру 0−25кПа Вихідний сигнал 4−20мА Напруга живлення 24 В.
1.4.4 Електро-пневмо перетворювач МТМ 810 поз. 2б-4б, 6б
Електро-пневмо перетворювач МТМ 810 призначений для перетвореня уніфікованого електричного сигналу в уніфікований пневматичний, для того щоб узгодити сигнали між контролером і пнемоприводом. Але так як на виході з контролера сигнал дорівнює 0;24 В, а на перетворювач подається 4−20мА то на вхід до перетворювача необхідно підключити паралельно резистор навантаження.
Характеристики електро-пневмо перетворювача МТМ 810 (див. додаток Д4)
Клас точності 1.0
Вхідний сигнал 4−20мА Вихідний сигнал 20;100кПа
Напруга живлення 24 В.
1.4.5 Виконавчий механізм ПСП1 поз. 2в-4 В, 6в
Виконавчий механізм ПСП1 призначений для позиційного регулювання потоку (відкрито/закрито).
Характеристики виконавчого механізму ПСП1
Вхідний сигнал 20;100кПа Тиск живлення 140кПа.
1.4.6 Кінцевик типу КВ С1 S11. поз 2а-4а
Кінцевик типу КВ С1 S11 призначений для контролю положеня регулюючого органу. В даній системі кінцевики являються важливою частиною в процесі регулювання. Від їхнього стану залежить якість регулювання, тому після закінчення сезону їх бажано замінювати на нові.
Характеристики кінцевика типу КВ С1 S11
Напруга замикання до 24В;
Час замикання 0,5с;
Переміщення чутливого елемента кінцевого вимикача 15 мм
1.4.7 Вторинний багатоканальний прилад МТМ-РЕ-160 поз. 1б
Вторинний багатоканальний прилад МТМ-РЕ-160 призначений для реєстрування, відображення та передання сигналив за допомогою порта RS-232 на вищий рівень автоматизації. Також, завдяки незалежній постійній пам’яті, в разі аварії, можна швидко відворити передаварійні дані перебігу тех. процесу і встановити її причину.
Технічні дані вторинного багатоканального приладу МТМ-РЕ-160 (див. додаток Д5)
Кількість каналів 6
Вхідні сигнали 0−5;0−20;4−20мА, 0−10мВ.
Наруга живлення 220в
1.4.8 Силове реле в системі управління фільтрами
Використовується для підсилення вихідного релейного сигналу з контролера. Реле МС6 поз. КМ1 використовується для управління асинхронними двигунами.
Технічні характеристики силового реле типу МС6
Напруга керування до 40В;
Напруга комутації 380В;
Допустимий струм 6А;
Час комутації - не більше 0.2с;
Допустиме навантаження 2.2кВт.
1.4.9 Асинхронні двигуни типу MDXMAXX-071−380 поз. 6б
Двигуни даного типу застосовуються для приведення в дію насосів, транспортерів.
Технічні характеристики асинхронного двигуна типу
MDXMAXX-071−380
Напруга живлення 380В;
Потужність 2.0кВт;
Сила струму 5А.
1.4.10 Мікропроцесорний контролер AL2−14MR-D
Врахувавши кількість вхідних аналогових та дискретних сигналів та вихідних сигналів управління обрана модифікація контролера AL2−14MR-D.
Завдяки малоканальності AL2−14MR-D дозволяє, з одного боку, економічно управляти невеликим агрегатом і, з іншого, забезпечити високу живучість великих систем управління.
Контролер AL2−14MR-D дозволяє вести локальне, каскадне, програмне, супервізорне управління технологічним процесом, архітектура контролера забезпечує можливість вручну або автоматично включати відключати, перемикати і комбінувати контури регулювання, причому всі ці операції виконуються незалежно від складності структури управління. В поєднанні з обробкою аналогових сигналів контролер AL2−14MR-D дозволяє виконувати також логічні перетворення сигналів і виробляти не тільки аналогові або імпульсні, але і дискретні команди управління. Логічні функціональні блоки формують логічну програму крокового управління з аналізом умов виконання кожного кроку, завданням контрольного часу на кожному кроці і умовним або безумовним переходом програми до заданого кроку. Ці засоби дозволяють в ручну змінювати режими роботи, встановлювати завдання, управляти ходом виконання програми, в ручну управляти виконавчими пристроями, контролювати сигнали і відображати помилки. Стандартні аналогові і дискретні датчики і виконавчі пристрої підключаються до контролера AL2−14MR-D за допомогою індивідуальних кабельних зв’язків. У середині контролера сигнали обробляються в цифровій формі.
Контролери AL2−14MR-D можуть об'єднуватися в локальну управляючу мережу шинної конфігурації. Для такого об'єднання ніяких додаткових пристроїв не вимагається. Через мережу контролери можуть обмінюватися інформацією в цифровій формі
Характеристика мікропроцесорного контролера подана в таблиці 2.1 Технічні характеристики AL2−14MR-D:
Таблиця 2.1 Технічні характеристики AL2−14MR-D
Конструкція | Пластиковий корпус | ||
Вид монтажу | Монтаж на DІN рейку; Монтаж на стіні | ||
Ступінь захисту | ІP20 | ||
Пам’ять | |||
Незалежна пам’ять | Тип | EEPROM | |
Інтерфейс | |||
Послідовний інтерфейс | Тип | RS-232; ASІ; RS-485 | |
Аналогове введення | |||
Каналів аналогового введення | Всього | ||
Діапазони вхідного сигналу | По напрузі | 0.10В | |
АЦП | Розрядність | 9бит | |
Погрішність | — 5.+5% | ||
Дискретне введення | |||
Каналів дискретного введення | |||
Вхідна напруга | Логічна 1 | 1.24В | |
Вхідний опір | 4,8кОм | ||
Максимальна частота вхідного сигналу | 20Гц | ||
Дискретний вихід | |||
Каналів дискретного виходу | Всього | ||
Комутована напруга | Постійне | 30 В (8 А) | |
Максимальна частота вихідного сигналу | 100Гц | ||
Таймери | |||
Годинник реального часу | Так | ||
Роз'єми | Живлення | Гвинтові клеми | |
Дисплей | Тип | Монохромний LCD (4×12) | |
Клавіатура | Тип | Вбудована | |
Кількість клавіш | |||
Живлення | |||
Напруга живлення | +24В | ||
Споживана потужність | 3Вт | ||
Максимально допустимий час збою живлення | 5мсек | ||
Перешкодозахисна | 1000 В (1 мкс, 30−100 Гц) | ||
Напруга пробою ізоляції | 3750В AC (1 хвилину) | ||
Програмне забезпечення | |||
Програмне забезпечення | Операційна система | Спеціальна | |
Метод програмування | Діаграма функціональних блоків | ||
Пам’ять програм | 200 Функціональних блоків | ||
Набір команд | 38 Функціональних блоків | ||
Швидкодія | 20мксек. (+1 мс фіксовано) | ||
Умови експлуатації | Температура | — 25.+55°С | |
Умови зберігання | Температура | — 30.+70°C | |
Розміри | Ширина | 124,6 мм | |
Вага | 0.2кг | ||
Сертифікати | CE; UL/cUL | ||
2 ОРГАНІЗАЦІЯ РОБІТ З МОНТАЖУ ЗАСОБІВ ВИМІРУ І СИСТЕМ АВТОМАТИЧНОГО РЕГУЛЮВАННЯ
2.1 Передмонтажна перевірка приладів і засобів автоматизації
Технічне обслуговування
Технічне обслуговування зводиться до дотримання правил експлуатації зберігання і транспортування, викладених в даному ТЕ, періодичній перевірці блоків. Технічне обслуговування проводити не рідше за один раз на рік.
Якщо при визначенні основної похибки блок не задовольняє основні технічні характеристики, необхідно провести наладку вимірювального моста і тракту посилення блоку.
Для проведення наладки, підключіть блок по схемі додатку E1. Встановіть на магазині опору R3, R4 значення рівне номінальному початковому значенню вхідного сигналу. Потенціометром «Ік >0<�» і «Іік >0<�» по міліамперметру РА1 і РА2 відповідно, встановити 0 мА для блоків з вихідним сигналом 0−5 мА, 0−20 мА і 4 мА для блоків з вихідним сигналом 4−20 мА. Встановіть на магазині опору R3, R4 значення рівне номінальному кінцевому значенню вхідного сигналу. Потенціометром «Установка „мах“ 1 кн.» І «Установка „мах“ 2 кн.», по міліамперметру РА1 і РА2 відповідно, встановити 5 мА для блоків з вихідним сигналом 0−5 мА, 20 мА для блоків з вихідним сигналом 0−20, 4−20 мА. Повторіть дані операції кілька разів.
Визначте основну погрішність блоку.
Якщо не вдається налагодити блок, в такому разі є можливим пульсація, опір ізоляції не відповідають технічним характеристикам, блок підлягає ремонту.
Визначення опору ізоляції.
Вимірювання електричного опору ізоляції, проводити при відключених від блоку зовнішніх ланцюгів за допомогою мегомметра між крапками А, В, і З по схемі додатку. Вимірювання електричного опору ізоляції при підвищеній вологості проводити впродовж 3-х хвилин після витягання БПО-32 з камери вологості.
Вимірювання електричного опору ізоляції для температури вище за 35 °C проводять під напругою різної полярності не більше 130 В після витримки БПО-32 при температурі верхнього робочого діапазону не менш 2-го годинника. Відлік опору ізоляції потрібно здійснювати після першої хвилини з моменту включення вимірювального приладу. БПО-32 вважається таким, що витримав випробування, якщо зміряні значення опору ізоляції не менше 20 МОм.
Визначення основної похибки.
Перевірку БПО-32 проводити по схемі додатку E2. Перед перевіркою по будь-якому з вказаних пунктів положення перемикачів повинні відповідати схемі перевірки.
Перш ніж визначати основну погрішність перетворення БПО-32 необхідно встановити «0» першого і другого каналу. Встановити на магазині опору R3, R4 значення рівне номінальному початковому значенню вхідного сигналу. Потенціометром «Ік >0<�» і «Іік >0<�» по міліамперметру РА1 і РА2 відповідно, встановити 0 мА для блоків з вихідним сигналом 0−5 мА, 0−20 мА і 4 мА для блоків з вихідним сигналом 4−20 мА. Змінюючи опір на магазині R3, R4, провести вимірювання для п’яти точок значень вхідного сигналу 0%(початкове значення), 25%, 50%, 75%, 100%(початкове значення + відповідний відсоток від діапазону зміни вхідного сигналу). У кожному випадку по міліамперметру РА1, РА2 зафіксувати значення відповідних вихідних сигналів.
Перевірка впливу навантаження на вихідний аналоговий сигнал. Встановити на магазині R3, R4 значення опору для максимального вихідного сигналу (початкове значення вхідного сигналу + номінальний діапазон зміни вхідного сигналу). Розімкнути перемикачі S1, S2 по міліамперметру РА1, РА2 зафіксувати значення відповідних вихідних сигналів.
Основну погрішність визначити по формулі:
Авіх. — Авих. р г Ч = % 100 Ан (4.2)
де Авих. р — розрахункове значення вихідного сигналу при тому ж значенні вхідного сигналу, мА;
Авіх. — значення вихідного сигналу при відповідному значенні вхідного сигналу, мА;
Ан — нормоване значення вихідного сигналу, мА;
Значення основної погрішності не повинне перевищувати: ± 0,25% - для блоків з діапазоном зміни вхідного сигналу dR F 10 Ом ±(0,25+0,25*(10/dR-1))% - для блоків з діапазоном зміни вхідного сигналу dR H 10 Ом БПО-32 вважати таким, що пройшов перевірку, якщо для всіх виходів значення г знаходиться у вказаних прибудовах.
Визначення пульсації вихідного сигналу. Встановити на магазині R3, R4 значення опору для максимального вихідного сигналу (початкове значення вхідного сигналу + номінальний діапазон зміни вхідного сигналу). Розімкнути перемикачі S1, S2 по осцилографу Р1, Р2 визначити пульсацію вихідного сигналу.
Визначення величини амплітуди пульсації вихідного сигналу перетворювача, шляхом вимірювання змінної, що становить вихідного сигналу осцилографом Р1, Р2 із закритим входом і вхідним опором не менше 1 МОм. Величина амплітудного значення пульсації вихідного сигналу, не повинна перевищувати половини межі допустимого значення основної погрішності. 0,25% від верхньої межі зміни вихідного сигналу.
2.2 Монтаж первинних перетворювачів
Для електричних з'єднань перетворювача використовувати кабель або проводи з площею перерізу однієї жили 0,75 — 1,5 мм2:
з гумовою ізоляцією по ГОСТ 1507–78 або з поліетиленовою ізоляцією в пластмасовій оболонці по ГОСТ 6436–75 див. лист2 Схема комбінована з’днань.
Допускається застосування інших проводів і кабелів, які відповідають вимогам.
Кола живлення і вихідні кола перетворювача прокладати окремо. При наявності в місці прокладення лінії зв’язку зовнішніх змінних магнітних полів, які впливають на роботу перетворювача, вихідне коло перетворювача слід помістити в електричний екран.
Після перевірки з'єднань перетворювача ввімкнути його живлення.
Знімати покази вимірювального параметру рідини наступного дня після включення перетворювача, періодично постукуючи по з'єднувальних імпульсних лініях між діафрагмою та перетворювачем для повного видалення бульбашок повітря. Дана операція особливо потрібна при низьких тисках вимірювального середовища.
При відсутності різниці тисків (відкритий зрівнювально — продувний клапан) механічним коректором «нуля» (переміщенням дифтрансформаторного перетворювача) на вимірювальному блоці виконати установку нульового (початкового) значення вихідного сигналу. Відхилення установленого значення вихідного сигналу не повинно перевищувати 0,25 значення границі основної похибки перетворювача. При цьому слід користуватися діамагнітними (латунними) ріжковими ключами для контргайки і різьбового фланця.
Виконати настройку «нульового» (початкового) значення вихідного сигналу на платі електронного блоку елементом регулювання «нуль».
Відхилення встановленого значення вихідного сигналу не повинно перевищувати 1/12 границі основної похибки перетворювача. Закрити урівноважувальний — продувний клапан. Перевірити проходження вихідного сигналу перетворювача і впевнитись у правильному його функціонуванні.
2.2.1 Монтаж ультразвукового рівнеміра МТМ 900 поз. 5а, 6а.
При встановленні:
1- Розмітка місця встановлення. 2- Встановлення конструкції для приладу з вивіркой. 3- Встановлення приладу на готовій конструкції з вивіркой. 4- Розмітка встановлення кронштейнів під захисні труби. 5- Відкриття лотка.
При зварюванні:
1- Приварка конструкції до ємкості. 2- Приварка кронштейнів під захисні труби. 3- Приварка ущільнюючого штуцера.
Робочий персонал: монтажники — 5р., 3р., 2р;
електрозварювальники — 5р.
2.2.2 Монтаж перетворювача тиску МТМ701,5 Г поз 7а.
1- Встановлення приладу на відбірному пристрою з встановлення вкладок та ущільнень.
Робочий персонал: монтажники — 4р.
2.2.3 Монтаж індукційного витратоміра Нanіvel Magnev 3000 PLUS поз. 1а.
1- Демонтаж вставки, яка встановлена на технологічному трубопроводі. 2- Протирка правильності приєднувальних розмірів. 3- Встановка і вивірка приладу і апаратури з виготовленням та вкладанням прокладок.
Робочий персонал: монтажники — 5р., 3р., 2р.
2.3 Вибір та монтаж щитів
Так як в нас в схемі автоматизації використовується лише один вторинний показуючий прилад МТМ-РЕ-160 поз. 1б, тому виходячи із габаритів приладу додаток Д5, вибираємо малогабаритний щит шафного типу з передніми дверима, що відкриваються ЩШМ — 550×500×300 У4 ІР30, ОСТ 36.13−76 див. лист4 Схема зовнішнього вигляду щита. Задня панель залишатиметься нерухомою, тому що вона виконуватиме роль закріплювальної стінки. Даний щит закріплюватиметься на стіні, на висоті, яка підбирається у відповідності до робочого персоналу (робітник при витягнутій перпендикулярно своєму тілу руці, повинен доторкатися до робочої панелі показуючого приладу). При дотриманні даної умови, підвищується зручність у використанні та чіткість наглядності показів приладу.
Монтаж щита ЩШМ — 550×500×300 У4 ІР30, ОСТ 36.13−76:
1- Розмітка місця встановлення, встановлення і вивірка. 2- Кріплення конструкції пристрілкою. 3- Кріплення конструкції зварюванням.
Робочий персонал: монтажники — 5р., 4р, 3р., 2р;
електрозварювальник — 4р.
2.4 Монтаж виконавчих механізмів
2.4.1 Монтаж пневматичного приводу ПСП1 поз. 3в-4 В.
1- Встановлення і закріплення приводу на готовому кронштейні заслонки. 2- з'єднання привода із заслонкою за допомогою тяг. ричагів чи інших видів з'єднання.
Робочий персонал: монтажники — 5р., 3р., 2р.
2.4.2 Монтаж електроприводу MDXMAXX-071−380 поз. 6б.
1- Розмітка місця встановлення. 2- Встановлення стійки та вивірка. 3- Кріплення стійки анкерними болтами. 4- механізована пробивка отворів. 5- Кріплення стійки приваркою до заданих частин. 6- Встановлення і закріплення приводу на готовому кронштейні насосу. 7- з'єднання привода із насосом за допомогою тяг. ричагів чи інших видів з'єднання.
Робочий персонал: монтажники — 5р., 3р., 2р.
2.5 Розрахунок, обґрунтування та монтаж ліній зв’язку
В електропроводках систем автоматизації застосовують алюмінієві, мідні ізольовані проводи, а також кабелі. Проводи з мідними жилами застосовують для термометрів опору. В усіх інших випадках застосовують проводи і кабелі з алюмінієвими жилами.
При виборі перерізу жил провідників керується струмовим навантаженням і механічною міцністю.
Вибираючи провідник для ланцюгів вимірів, враховують вимоги, які пред’являються до опору ланцюга, технічними характеристиками апаратури.
Проводка переносного освітлення і електрифікованого інструменту повинна виконуватися мідними гнучкими проводами перерізом не менше 1,5 мм2. Проводку до термометрів опору виконують проводом перерізом 1 — 1,5 мм2. довжина проводів повинна при цьому бути такою, щоб повний опір кожного проводу був не більше 2,5 Ом.
До приладу контролю термоперетворювачі підключаються компенсаційними проводами.
Монтаж приладів для вимірювання температури на технологічному обладнанні виконуються за допомогою спіральних закладних конструкцій — бобишок. Бобишка — це деталь, яка приварюється до технологічної апаратури, яка має різьбу для закріплення первинного перетворювача.
Бобишка виготовляється у відповідності з галузевим стандартом «Бобишки и штуцера приварені для установки приборів і пристроїв автоматики», який розповсюджується на приварні бобишки і штуцера, які є компенсаційними деталями технологічних трубопроводів і апаратів з умовним тиском рідини і газів до 40 МПа.
Для електричної проводки щита застосовують провід різних марок в залежності від напруги живлення і призначення апаратури. Для апаратури контролю, регулювання і сигналізації на напругу до 400 В застосовують мідні проводи з мідною ізоляцією марки ПР, ПРГ, ПРЛ і ПРЛГ перерізом 1; 1,5 і 2,5 мм2.
Для низького струму апаратури і сигналізації на напругу 60 В застосовують мідні проводи з бавовно-паперовою ізоляцією марки МЭБДЛ або проводи з полівінілхлоридною ізоляцією марок ПМВ і ПМГВ перерізом 0,2; 0,5; 0,75 мм2.
Основне збирання затискачів в щиті розміщують нижче встановленої апаратури, приблизно на висоті 100 — 1900 мм від рівня підлоги.
Окремі жили кабелів і проводів, введених в щит підключають з нижньої сторони зборки до комутаційних затискачів.
У верхній частині зборки до комутаційних затискачів під'єднують комутаційні проводи, які ідуть до затискачів апаратури.
Комутаційні затискачі набирають на рейці затискачів, довжина якої залежить від числа затискачів у зборці.
При горизонтальній прокладці потоків кабелів по стінам приміщень, в тунелях і каналах застосовують збірні опорні кабельні конструкції, які складаються із стояків типу СК і полички типу ПК. Стояки кріплять спеціальною скобою пристрілкою або за допомогою зварювання до металевих закладних пристроїв і металоконструкцій.
Вимоги до прокладання трубних проводок Трубні траси прокладаються по стінам, колонам, перекриттю і естакадам на кронштейнах, підвісках і в траншеях. Прокладку ведуть в місцях, зручних для обслуговування з'єднань і кріплення, а також захищених від механічних пошкоджень, вібрації, радіації і дій оточуючого середовища.
Трубні вузли і блоки слід прокладати на несучі конструкції без перекосів і зазорів. Щоб запобігти появу повітряних і гідравлічних пробок в трубах, їх прокладають з нахилом до горизонту. Імпульсні лінії до манометрів прокладають з нахилом не менше 1:50.
Перед прокладанням труб уточнюють монтажні креслення трубних проводок — трасування. На об'єкті точно визначають протяжність трубних трас, місця і методи їх кріплення. За результатами вимірювань викреслюють в масштабі схему траси і розбивають її на блоки так, щоб більша частина їх була зібрана із уніфікованих (типових) секцій.
Електричні лінії прокладаються за найкоротшими трасами впродовж стін, перекриття, по колонам, в землі, уникаючи при цьому впливу механічних дій, дії високих температур і агресивних середовищ, які спроможні привести до порушення цілісності електропроводки.
Відкрите прокладання кабелів в приміщеннях, каналах і тунелях. Броньовані і без зовнішнього покриття контрольні кабелі дозволяється прокладати відкритим методом по тим же елементам будівлі, що і трубні проводки.
Впродовж майбутньої кабельної траси встановлюють опорні конструкції. Відстань між ними повинна бути не менше 1 м для неброньованих кабелів діаметром більше 18 мм і для всіх броньованих і не більше 0,5 м — для неброньованих кабелів діаметром менше 18 мм.
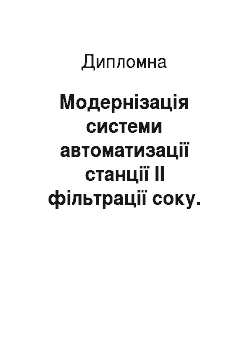
Рисунок 2.1 Опорна конструкція для прокладення жолобів:
1 — стійка; 2 — поличка.
Нормалізована опорна конструкція (рисунок.2.1) складається з стійки і поличок, штампованих із листової сталі товщиною 2,5 мм. Стійка 1 має декілька пар профільних отворів, в які закріплюють полки 2 (число пар отворів відповідає кількості поличок, що встановлюються).За допомогою спеціальних вирізів поличку закріплюють в стійці. Отвори на опірній поверхні полички призначенні для кріплення кабелю.
Рисунок 2.2 Прокладка кабелів по поличкам:
а — під перекриттям; б — впродовж стіни; 1 — стійка; 2 — поличка; 3 — основа стійки.
Перевірені кабелі вкладаються по опірним конструкціях в один ряд (рис. 2.2) з деякою по слабинкою, що забезпечити температурну компенсацію. Відстань h по вертикалі між поличками повинно бути не менше 100 мм. Кабелі, що прокладаються горизонтально, закріплюють в кінцевих точках, в місцях вигинів, у з'єднувальних коробках і кінцевих заробок. На вертикальних ділянках кабелі прикріплюють до кожної опори. Під елементами кріплення неброньованих кабелів встановлюють еластичні прокладки, що захищають захисні оболонки кабелів від руйнування.
Прокладання проводів в захисних трубах і коробах. Установочні і компенсаційні проводи прокладаються в стальних водогазопровідних трубах діаметром від? до 2″ і в стальних електрозварних трубах з умовним проходом від 15 до 50 мм. Водогазопровідні труби використовують для захисту відкритих і закритих електричних проводок в приміщеннях усіх категорій, крім вибухонебезпечних, сирих і особливо сирих. Там де допускається використання електрозварних труб, слід використовувати їх, оскільки вони легкіші і дешевші водогазопровідних.
3 ТЕХНОЛОГІЧНА КАРТА РЕМОНТНИХ РОБІТ
Ремонт проводять у декілька етапів: підготовка, ремонт, наладка і перевірка.
В процесі підготовки ретельно оглядають всі деталь і вузли приладу та вимірюють основні характеристики з метою визначення несправності і виду необхідного ремонту, складають відповідну документацію на здійснення ремонту.
Залежно від виду несправностей приладів обирають ремонт: поточний, середній і капітальний.
Поточний ремонт здійснюється на місці і, в основному, характеризується усуненням дрібних дефектів без заміни деталей. Це ремонт професійних вузлів приладу з виправленням пошкоджених деталей.
Середній і капітальний ремонт проводиться в майстернях ремонтною групою.
Середньому ремонту піддаються прилади з частковим зносом деталей, забрудненістю, порушенням характеристик деяких елементів (пружні елементи, електронні лампи, конденсатори і ін.).
Під час проведення ремонту замінюють поношені деталі і вузли, прилад чистять, мастять деталі що мають тертя) замінюють підшипники, елементи живлення, і т.д.
Капітальному ремонту підлягають прилади із значним зносом деталей, порушенням характеристик окремих елементів і вузлів, а також серйозними пошкодженнями. Такі прилади повністю розбирають, замінюють всі зношені елементи і вузли, встановлюють нову шкалу, ремонтують і фарбують корпус. Ремонт супроводжується регулюванням елементів і вузлів приладів з метою забезпечення відповідності метрологічних характеристик приладу Гостам або технічним умовам заводу-виробника. В процесі регулювання настроюють початкові кінцеві і контрольні значення шкал, спрацьовування сигнальних і регулюючих пристроїв, регулюють настройку регуляторів і т.д.
Поточній перевірці піддаються прилади, що знаходяться безпосередньо на робочому місці при цьому перевіряються тільки деякі основні характеристики. Поточна перевірка проводиться експлуатаційним персоналом.
Відомчій перевірці піддаються всі вимірювальні прилади та робочі заходи, що знаходяться в експлуатації, а також після ремонту. Відомча перевірка проводиться в лабораторіях підприємства, якщо воно зареєтрована в органах державного комітету Украіни за стандартами, інакше перевірка проводиться в лабораторіях Держстандарту, або в лабораторіях інших підприємств, зареєстрованих в Держстандарті.
Державній перевірці підлягають зразкові прилади і заходи, а також прилади, призначені для господарських розрахунків.
В процесі перевірки ведеться протокол. В протоколі відображаються наступні дані: найменування, тип, мазка, номери — заводськийх та інвентаризаційних номерів, класи точності, межі вимірювання, наводяться результати перевірки. В кінці протоколу дається висновок про придатність приладу до подальшої експлуатації і протокол підписується перевіряючою особою. Після перевірки справний прилад клеймиться або пломбується, якщо неможливе пломбування або таврування, прилад забезпечується атестатом. Атестат, пломба і клеймо зі свідоцтвом придатності приладу від однієї перевірки до іншої. Результати перевірки заносяться в паспорт, який є документом, діючим протягом всього періоду експлуатації.
4 ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРИЛАДІВ ТА ЗАСОБІВ АВТОМАТИЗАЦІЇ
Для забезпечення надійної роботи обладнання не обхідно дотримуватись наступних вимог:
Забезпечити щоденний догляд і нагляд за обладнанням — сюди входить чистка, промивка, змащування і регулювання робочих частин.
Проводити періодичні огляді - перевірка тех. стану обл., виявлення несправностей ступеня зносу певних деталей. Всі недоліки виявлені підчас огляду, записувати в журнал дефектів.
Також проводити за графіком або в неробочі дні наступні види ремонту: поточний, середній, капітальний.
При поточному ремонті оцінюється візуальний стан приладів, перевіряються цілісність корпусів приладів та щитів.
При середньому ремонті виконується часткове розбирання приладів на блочному рівні, з метою виявлення несправностей та їх заміну.
При капітальному ремонті проходить повне розбирання приладу, з метою встановлення глобальної оцінки зносу приладу, а також заміни зношених деталей на нові.
Основними несправностями системи управління фільтрами можуть бути:
Різке підвищення похибки — зачистити контакти, усунути їх окислення, Відсутність показів — провірити стан ліній зв’язку, Не стабільність показів — провірити напругу живлення, Зависання програми управління батареєю фільтрами — перезапустити програму.
5 ОХОРОНА ПРАЦІ І ТЕХНІКИ БЕЗПЕКИ ПРИ ВИКОНАННІ МОНТАЖНИХ РОБІТ
5.1 Загальні положення
Техніка безпеки — система організаційних і технічних заходів і засобів, які запобігають впливу на працюючих небезпечного виробничого фактору, який приводить до травм.
Основні правила проведення монтажно — налагоджувальних робіт викладені в слідуючих нормативних документах:
— Основи законодавства України;
— ДСТУ і системи стандартів безпеки праці (ССБП);
— СНиП ІІІ - 4 — 80 «Техника безопасности труда в строительстве»;
— ДНАОП 0.00 — І. 21. 84 «Правила технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей (ПТЭ и ПТБ)»;ВСН — 329 — 78 «Инструкция по технике безопасности при монтаже и наладке приборов контроля и средств автоматизации.
5.2 Вимоги до приміщення та технічних засобів автоматизації
Приміщення для встановлення щитів і пультів повинні бути звільненні від опалубки, будівельних лісів, підмостків, очищені від будівельного хламу; канали і отвори в перекриттях на шляху переміщення щитів і пультів повинні бути закриті тимчасовими суцільними щитами на одному рівні з підлогою.
При встановлені і переміщені щитів і пультів або їх окремих вузлів в процесі складання повинні бути прийняті міри, які попереджують їх перевертання; перевіряти співпадання отворів в деталях необхідно ломиком або бородкою (виконувати цю операцію пальцями рук забороняється).
Навантаження і розвантаження щитів, пультів і конструкцій до них масою більше 50 кг, а також підіймання їх на висоту більше 3 м необхідно виконувати вантажопідіймальними механізмами. Перед установкою приладів необхідно перевірити надійність конструкцій, на які вони будуть монтуватися.
Кріплення приладів на технологічному обладнані і трубопроводах не повині порушувати цілістность і роботоспроможність обладнання і трубопроводів, на яких вони установлюються.
Забороняється виконувати: монтаж приладів масою більше 5 кг одним робітником; монтажні роботи на щитах до їх проектного закріплення; монтаж приладів з драбин.
В місцях установки приладів і засобів автоматизації, які важкодоступні для монтажу і експлуатаційного обслуговування, повино бути до початку монтажу закінчено спорудження драбин, колодязів і площадок у відповідності з робочими кресленнями будівельної частини проекту.
Кріплення приладів і засобів автоматизації на несучих конструкціях (стінах, щитах і т.п.) виконуються стандвртними кріпильними виробами без зірваних різьб, шлиців і граней з необхідною затяжкою різьбових з'єднань. При вібраціях в місцях встановлення приладів різьбові з'єднання повиння мати пристосування, які виключають самовільне їх відгвинчування (пружині шайби, контргайки, шлінти і т.п.).
Матеріали прокладок і набивок, які необхідні при установці приладів і засобів автоматизації, повинні бути передбачені проектом у відповідності до умов роботи приладів і засобів автоматизації. Заміна матеріалу, закладних конструкцій, карманів і т.п. і їх розмірів без дозволу проектної організації забороняється.
При перенесені всі частини приладів, які відкриваються, повині бути надійно закриті, а для для рідинних приладів, рідина яка знаходиться в негерметичних ємкостях, повинна бути злита в спеціальну тару.
При індивідуальному опробуванні приладів і засобів автоматизації необхідно додержуватися наступних заходів обережності:
а) пробне включення електричних приладів та регуляторів (постановка схеми під напругу) необхідно виконувати тільки після ретельної перевірки правильності змонтованої схеми згідно проекту, надійності контактів на всіх приладах, апаратах і інших елементах схеми, а також після установки попереджувальних плакатів;
б) необхідно пересвідчитись у відсутності людей поблизу струмоведучих частин;
в) пробне заповнення пневматичних та гідравлічних приладів і регуляторів, а також імпульсних ліній робочим середовищем (постановка схеми під тиск) необхідно виконувати тільки після ретельної перевірки правильності змонтованої схеми згідно проекту, а також у відповідності з заводськими монтажно — експлуатаційними інструкціями.
Індивідуальне опробування приладів проводиться тільки після відключення імпульсних ліній від технологічних апаратів та трубопроводів.
5.3 Вимоги до електробезпеки
Електричне обладнання та прилади, що застосовуються у вибухопожежонебезпечних приміщеннях і зовнішніх установках за своїм виконанням повинні відповідати категорії та групі вибухоиебезпечних середовищ, визначених у ПУЕ.
Переносні установки і прилади, що застосовуються у приміщеннях, які відносяться до класів В-Іа і В-ІІа, за своїм виконанням повинні відповідати категорй та групі вибухопожежонебезпечного середовища.
Обслуговування електроустановок здійснюеться:
а) черговим персоналом;
б) оперативно-ремонтним персоналом (в установках без чергового персоналу).
Особи оперативного персоналу, які обслуговують електроустановки одноособові, і старші у зміні або бригаді, які закріплені за ціею електроустановкою, повинні мати кналіфікаційну групу не нижче ІV-го в установках з напругою вище 1000 В, і ІІІ-го в установках з напругою до 1000 В.
5.4 Захисні заземлення електроустановок
Для забезпечення умов безпечності людей від ураження електричним струмом, захисту електрообладнання і електроустановок від перенатіруги у відповідкості до вимог ПУЕ повинні бути споруджені заземлюючі пристроі, до яких повинні бути надійно підключені металеві частини електроустаяовок та корлуси електрообладвання, які внаслідок порушення ізоляці можуты бути під напругою.
Заземлення електроустановок необхідно виконувати:
а) при напруэі 500 В і вище змінного і постійного струму в усіх випадках;
б) при напрузі змінного струму вище 42 В і постійного струну вище 110 В, у приміщеннях з підвищеною небезпечністю, особливо небезпечних і у зовнішніх електроустановках ПУЕ;
в) при всіх напругах змінного і постійного струму у вибухонебезпечних приміщеннях.
5.5 Техніка безпеки при монтажі трубних проводок
Для успішного додержання вимог безпеки при монтажу трубних проводок необхідно, щоб бригади які виконують ці роботи були забезпечені обладнанням, інструментом і матеріалом для проведення монтажних робіт.
Перед початком монтажу трубних проводок необхідно перевірити надійність раніше виконаної установки засобів кріплення.
Монтаж трубних проводок необхідно вести з інвентарних риштовань і підмостків.
При монтажу трубних проводок високого тиску повинен виконуватись технічний контроль за якістю робіт і оформленням документації. Контроль покладається наказом організації на інженерно — технічного працівника.
Гідравлічні випробування заготовок труб і деталей високого тиску повинні проводитися в заготівельній майстерні на спеціально обладнаних робочих місцях, які віддаленні від місць скупчення людей і від проходів.
До монтажу трубних кисневих проводок не дозволяється приступати при забруднених жиром чи маслом руками, одягом і інструментом.
До монтажу трубних проводок і арматури, які були в експлуатації, дозволяється приступати тільки при наявності акту, який підтверджує відсутність в них залишків технологічних продуктів, і дозволу на їх установку.
При пневматичних і гідравлічних випробуваннях не допускається постукувати молотком по трубних проводках, які знаходяться під тиском. Місця розміщення заглушок і пробок на час проведення випробувань повинні бути позначенні попереджувальними знаками, знаходження біля них людей повинно бути виключено. Виправлення відмічених при перевірці трубних проводок тічей, свищів, протікань і тому подібних дефектів дозволяється тільки після зняття тиску в трубопроводі.
Всі трубні проводки, які заповнюються компонентами з температурою вище 60 0С, які прокладені на відстані менше 2,5 м від підлоги, повинні бути огороджені, щоб захистити людей від випадкових доторкань.
Запірну арматуру відкривати поступово. При продувці імпульсних трубопроводів необхідно остерігатися від ураження мілкими механічними частинами з продуваємого трубопроводу, а в випадку продувки паром — від ураження паром.
Пневматичні випробування трубних проводок на міцність не дозволяється в діючих цехах, на естакадах і в каналах з діючими газопроводами.
На час проведення пневматичних випробувань трубних проводок на міцність як всередині приміщень так і зовні необхідно встановити охороняєму зону. Мінімальна довжина зони повина складати не менше 25 м при прокладці над
землею і не менше 10 м при прокладці в землі. Границі охороняємої зони необхідно відмічати флажками. Під час піднятя тиску в трубній проводці і при досягнені в ній випробувального тиску на міцність перебування кого — небудь в зоні охорони забороняється.
5.6 Техніка безпеки при монтажу електричних проводок
Поперше для додержання вимог безпеки при монтажу електричних проводок необхідно, щоб персонал який виконує ці роботи був забезпечений якісним обладнанням, інструментами і виробами для виконання монтажних робіт.
Навантаження і розвантаження барабанів з кабелем чи з дротом повині виконуватися вантажопідіймальними механізмами.
Затягування проводів та кабелів через труби, коробки, в яких знаходиться провід або кабель під напругою не допускається. Перекладання кабелів, які знаходяться під напругрою, дозволяється тільки після їх відключення і заземлення.
В діючих електроустановках, тунелях, колодязях і т.д. електромонтажні роботи слід виконувати тільки при наявності діалектричних захисних засобів (рукавиць, галошів, килимків), інструментом з ізольованими ручками. Демонтаж кабеля можна виконувати тільки після одержання наряду-допуску і пересвідчившись у відсутності напруги на обох кінцях кабеля і наявності заземлення.
Затягування проводів в труби на висоті не можна виконувати стоячи на приставній драбині. Для цієї цілі слід користуватися лісами, спеціальними помостами або площадками. При продуванні захисних труб не можна стояти навпроти відкритих кінців труб і протяжних або з'єднувальних коробок. При затягуванні проводів в труби, стальний дріт не повинен мати надломів і зростків, і повинен мати надійне з'єднання зі всіма затягуваними проводами. При затягуванні проводів в труби повинні передбачатися міри проти падіння робітника в рвзі розриву натягнутого дроту.
При направлені проводів, які затягуються в захисні труби, необхідно слідкувати за тим щоб невідбулося захоплення пальців рук проводами і затягування їх в трубу.
СПИСОК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
1. В. Ц. Житецький, В. С. Джигерей «Основи охорони праці «, 2001р.
2. З. С. Волошин, Л. П. Макаренко, П. В. Яцновский «Автоматизація сахарного производства-М.:ВО Агропромиздат», 1990.-271с.
3. «Журнал современой технологии автоматизации».
4. І.В. Єльперін «Промислові контролери », 2003р.