Механізована зварка в захисних газах, колеса легкових і вантажних автомобілів
Вертикальні стикові і кутові шви можуть виконуватися з низу до вверху. Зварку вгорі вниз застосовують приєднанні тонколистового металу, а також при накладенні першого шару багатошарового шва. На початку процесу зварки, щоб забезпечити добрий провар початку шва електрод розташовують перпендикулярно металу. Після утворення зварювальної ванни його нахиляють на 10−15° нижче горизонталі і направляють… Читати ще >
Механізована зварка в захисних газах, колеса легкових і вантажних автомобілів (реферат, курсова, диплом, контрольна)
Контрольна робота Механізована зварка в захисних газах, колеса легкових і вантажних автомобілів Механізована зварка в захисних газах При механізованій зварці в захисних газах переміщення електродного дроту уздовж шва проводиться уручну, а подача її і захисного газу в зону горіння дуги механізована. Механізованою зваркою виконують стикові і кутові шви. Стикові шви можуть виконуватися вертикальним електродом при русі пальника на себе, зліва направо і справа наліво. Метал товщиною до 6—8 мм можна зварювати одностороннім швом без оброблення кромок, а до 120 мм — двостороннім швом з обробленням кромок.
При виконанні стикових з «єднань одношаровими швами, а також при накладенні першого, шару багатошарового шва пальник переміщають поворотно-поступальний по осі шва без поперечних коливань електроду. При накладенні подальших зварних шарів пальник переміщають по витягнутій спіралі. Останні зварні шари виконують при зигзагоподібному русі пальника «змійкою» або ж по витягнутій спіралі, але з великою амплітудою коливання. Під час зварки пальник не повинен затримуватися на одному місці, оскільки в осоружному випадку значно збільшується розмір зварювальної ванни, що викликає перегрів металу. Після заварки кратера і виключення зварювального струму для захисту металу зварювальної ванни від окислення необхідно потримати пальник над кратером, не припиняючи надходження захисного газу до повного затвердіння зварювальної ванни. Закінчувати процес зварки розтяганням дуги і відведенням пальника не рекомендується.
Зварку для виготовлення стикових з «єднань можна вести також з нахилом електроду як кутом вперед, так і назад, В першому випадку при нахилі електроду до 10—30° глибина провару дещо менше, шов ширше, зручно направляти дугу по обробленню шва, можна добитися істотного зменшення розбризкування, зварку можна, виконувати з більшими швидкостями, ніж вертикальним електродом. При зварці кутом назад рекомендується нахиляти пальник на 5—15°. В цьому випадку можна дещо збільшити глибину провару, але ширина шва зменшується. Для розширення шва зварку виконують з коливаннями електроду.
Кутові шви можуть виконуватися як похилим, так і вертикальним електродом в лодочку При зварці похилим електродом пальник нахиляється упоперек шва під кутом 30—45 до вертикалі, а Уздовж шва — на 5— 15°. Торець електроду направляють в кут з «єднання або зміщують від нього на відстань до 1 мм по горизонтальному листу. Би процесі зварки пальник переміщають поворотно-поступальний по осі шва без поперечних коливань. Бажано вести зварку на спуск з нахилом виробу на 6—10°. Це покращує формування шва, дозволяє підвищувати швидкість зварки і зменшувати розбризкування металу. Основною трудністю при виконаному русі пальника «змійкою» або ж по витягнутій спіралі, але з великою амплітудою коливання. Під час зварки пальник не повинен затримуватися на одному місці, оскільки в осоружному випадку значно збільшується розмір зварювальної ванни, що викликає перегрів металу. Після заварки кратера і виключення зварювального струму для захисту металу зварювальної ванни від окислення необхідно з потримати пальник над кратером, не припиняючи надходження захисного газу до повного затвердіння зварювальної ванни. Закінчувати процес зварки розтяганням дуги і відведенням пальника не рекомендується.
Зварку для виготовлення стикових з «єднань можна вести також з нахилом електроду як кутом вперед, так і назад, В першому випадку при нахилі електроду до 10—30° глибина провару дещо менше, шов ширше, зручно направляти дугу по обробленню шва, можна добитися істотного зменшення розбризкування, зварку можна, виконувати з більшими швидкостями, ніж вертикальним електродом. При зварці кутом назад рекомендується нахиляти пальник на 5—15°. В цьому випадку можна дещо збільшити глибину провару, але ширина шва зменшується, для розширення шва зварку виконують з коливаннями електроду.
Кутові шви можуть виконуватися як похилим, так і вертикальним електродом в лодочку. При зварці похилим електродом пальник нахиляється упоперек шва під кутом 30—45 до вертикалі, а вздовж шва — на 5— 15°. Торець електроду направляють в кут з «єднання або зміщують від нього на відстань до 1 мм по горизонтальному листу. При процесі зварки пальник переміщають поворотно-поступальний по осі шва без поперечних коливань. Бажано вести зварку на спуск з нахилом виробу на 6—10°. Це покращує формування шва, дозволяє підвищувати швидкість зварки і зменшувати розбризкування металу. Основною трудністю при виконанні кутових швів похилим електродом є розтікання рідкого металу по горизонтальній площині, що може привести до підрізів і непроварам. Щоб уникнути цього за один прохід звичайно формують кутові шви катетом не більше 8 мм При виконанні кутових швів в лодочку особливих труднощів не виникає.
Основні типи, конструктивні елементи і розміри швів зварних з «єднань, при механізованій зварці в захисних газах ті ж, що і при автоматичній зварці.
Механізована зварка в захисних газах може проводитися у всіх просторових положеннях шва, з яких найзручнішим є нижнє. Коливальні рухи упоперек шва повідомляють електроду залежно від необхідної ширини шва, товщини зварюваного металу і форми підготовлених кромок.
Вертикальні стикові і кутові шви можуть виконуватися з низу до вверху. Зварку вгорі вниз застосовують приєднанні тонколистового металу, а також при накладенні першого шару багатошарового шва. На початку процесу зварки, щоб забезпечити добрий провар початку шва електрод розташовують перпендикулярно металу. Після утворення зварювальної ванни його нахиляють на 10−15° нижче горизонталі і направляють на передню частину ванни попереджаючи її стікання збільшуючи проплавлення кореня шва і виключаючи несплави і натікання по краях шва. При товщині металу більше 6 мм зварку проводять від низу до верху як кутом вперед, так і назад. Другий спосіб застосовують у разі зварки металу більшої товщини. Для поліпшення формування шва електроду повідомляють коливальні рухи. При, зварці від низу до верху виходить глибокий провар кореня шва, відсутні несплави по його краях.
Схеми розташування і поперечних коливань електроду, при виконанні зграєю у вуглекислому газі різних швів, вертикальних зверху вниз, б — те ж, від низу до верху, д — горизонтальних, е — стельових Горизонтальними швами при товщині металу до 3 мм зварку ведуть без скосу кромок, з невеликим зазором при збірці, що забезпечує повний провар швів І невелику опуклість. Зварку ведуть з нахилом електроду від низу до верху і кутом назад без поперечних коливань електроду. При товщині металу більше 3 мм роблять скіс на кромці верхнього листа, електрод також направляють від низу до верху, що попереджає стікання металу на нижню кромку.
Стельові шви виконують зваркою кутом назад на мінімальних напругах і струмах. Дугу і потік захисного газу направляють на ванну рідкого металу, що зменшує її стікання. Для цієї ж мети рекомендується збільшувати витрату захисного газу. Стельові стикові шви з обробленням кромок одержують зваркою з поперечними коливаннями електроду.
Техніка виконання поворотних кільцевих стикових швів багато в чому подібна техніці виконання подовжніх швів. Електрод при цьому розташовується зверху з невеликим зсувом від верхньої точки кола убік, протилежну напряму обертання виробу. Зварку металу товщиною до 2,5 мм, а також накладення першого шару на метал великої товщини рекомендується вести у вертикальному положенні зверху вниз або в напівстильовому положенні. Дугу і потік захисного газу слід направляти, на ванну рідкого металу. Це забезпечує отримання повного провару з «єднання із зворотним формуванням шва без пропалювань навіть при значних змінних зазорах.
Підготовка кромок і збірка під механізовану зварку, а також вибір електродного дроту проводяться в основному так само, як і при автоматичній зварці в захисних газах. У всіх випадках, де це можливо, рекомендується збирати і зварювати з «єднання в пристосуваннях без прихваток. При збірці на прихватках останні слід встановлювати із зворотної сторони з'єднання. Прихватку можна виконувати зваркою контактною, і неплавким електродом. Прихватки перед зваркою повинні бути ретельно обчищенні. Щоб уникнути протікання рідкого металу в зазори стикові з «єднання тонкого металу повинні виконуватися зваркою на мідних, скляних або керамічних підкладках. Для отримання швів високої якості необхідні ретельна збірка, точний напрям електроду по шву і підтримка незмінним режиму зварки.
Режими механізованої зварки у вуглекислому газі дротом суцільного перетину приблизно ті ж, що і при автоматичній зварці. Режими зварки у вуглекислому газі порошковим дротом також аналогічні режимам автоматичної зварки. При користуванні цими таблицями слід враховувати, що зміни швидкості зварки, неминучі при переміщенні пальника уручну, викликають зміни глибини проплавлення. Тому щоб уникнути пропалів, механізовану зварку виконують з меншою силою струму, ніж автоматичну І, як наслідок, з меншою швидкістю.
КОЛЕСА ЛЕГКОВИХ І ВАНТАЖНИХ АВТОМОБІЛІВ Колеса забезпечують безпосередній зв «язок автомобіля з дорогою, беруть участь у створенні й зміні напряму його руху, передають вантаження від ваги автомобіля на дорогу.
Залежно від призначення колеса автомобіля поділяють на: • ведучі; • керовані; • комбіновані (ведучі й керовані); • підтримувальні.
Ведучі колеса перетворюють крутний момент, що передається від трансмісії, на силу тяги, завдяки чому забезпечується поступальний рух автомобіля.
Керовані колеса сприймають через підвіску штовхальні зусилля від кузова й за допомогою рульового керування задають напрям руху.
Комбіновані колеса виконують функції ведучих і керованих коліс водночас.
Підтримувальні колеса створюють опору кочення для задньої частини кузова або рами автомобіля, перетворюючи штовхальні зусилля на кочення коліс.
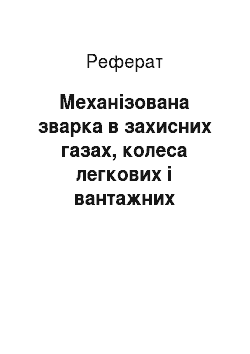
Колесо автомобіля (рис. 5.8), як правило, кріпиться до маточнини 3, встановленої на підшипниках 2, на балці моста 7. Основними частинами колеса є диск 4 з ободом 81 пневматична шина 5. Шина характеризується основними розмірами: зовнішнім діаметром D, посадковим діаметром d на обід колеса, шириною В і висотою Н профілю шини.
Рис. Колесо автомобіля з глибоким ободом: 1 — балка моста; 2 — підшипники; 3 — маточина; 4 — диск; 5 — шина; 6 — борти поличок; 7 — полички; 8 — обід Диск і обід колеса штампують зі спеціальної сталі, надаючи їм форми, яка сприяє збільшенню жорсткості й полегшує монтаж шини на обід. У місцях посадки шини обід має полички 7, що закінчуються бортами 6. Диск і обід колеса з «єднують зварюванням, а для кріплення колеса до маточини в диску просвердлюють отвори, якими колесо встановлюється на шпильки й закріплюється гайками.
Залежно від конструкції обода та його з «єднання з маточиною всі колеса поділяють на: • дискові; • бездискові. Дискові колеса встановлюються на всіх легкових автомобілях і біль вантажних, а бездискові — на великовантажних автомобілях МАЗ, КамАЗ та ін. На автомобілях підвищеної прохідності ГАЗ та ЗИЛ застосовують дискові колеса з рознімним ободом.
Дискові колеса за формою внутрішньої частини об д, а поділяють на два види: • з глибоким ободом; • із плоским ободом.
Глибокий обід застосовують у колесах легкових автомобілів. Його характерна особливість полягає в тому, що в середній частині профілю є заглиблення, призначене для полегшення монтажу покришки на обід. Нерозбірна конструкція обода дає змогу максимально полегшити й спростити колесо. На таких колесах можна монтувати шини порівняно невеликого розміру — шини легкових автомобілів.
Плоский обід у колесах вантажних автомобілів виготовляється кількох варіантах, найчастіше з нерозрізним бортовим кільцем 1, яке править за закраїну обода. В цьому варіанті обід 3 з диском 4 становлять нерозбірну зварну конструкцію, що має одну посадкову поличку із закраїною для борта шини, а друга посадкова поличка утворена на внутрішній поверхні пружинного розрізного замкового кільця 2.
Рис. Колесо автомобіля з плоским ободом:
1 — нерозрізне бортове кільце; 2 — розрізне замкове кільце; 3 — обід; 4 — диск Під час монтажу колеса шину вільно надягають на обід, установлюють бортове кільце й у канавку обода закладають розрізне замкове кільце 2, фіксуючи цим бортове кільце на ободі. Після накачування шини завдяки тиску повітря в ній борти шини щільно притискаютьються закраїн обода й бортового кільця, замикається замкове кільце в канавці обода й забезпечується щільна посадка шини на обід.
В інших конструкціях дискових коліс із плоским ободом застосовують розрізне бортове кільце, яке водночас виконує функції замкового кільця, або плоский обід роблять рознімним з двох частин. Через велике навантаження на задній міст у вантажних автомобілів задні колеса здвоєні. При цьому внутрішнє колесо кріплять на маточини шпильками й ковпачковими гайками з внутрішньою і зовнішньою різьбою, а зовнішнє колесо — гайками з конусом.
Бездискові колеса закріплюють на маточині, використовуючи для цього деталі самої маточини. Характерна особливість конструкції обода бездискового колеса (рис. 5.10, а, б) — виконання його з трьох секторів 1, що з «єднуються в єдине кільце за допомогою вирізів на їхніх торцях. Під час монтажу колеса на автомобіль сектори 1 закладають у шину в ненакачаному стані, потім складене колесо насувають на конічні посадкові поверхні спиць маточини 2 й закріплюють притискачами 3 на шпильках 4 гайками 5.
Рис. Бездискове колесо:
1 — сектори; 2 — маточина; 3 — притискач; 4 — шпилька; 5 — гайка Бездискове колесо іншої конструкції (автомобілі КамАЗ) має нерозбірний обід, знімне бортове кільце й замкове розрізне кільце, які за будовою аналогічні деталям колеса, зображеного на рис. 5.9. На маточину колесо встановлюють притискачами з центруванням по внутрішньому конусу, виконаному під канавкою для замкового кільця. Бездискові колеса порівняно з дисковими мають меншу (на 10… 15%) масу, зручніші при монтажі й демонтажі на випадок виконання ремонтних робіт із шинами, забезпечують кращі умови охолодження гальмових механізмів. Тепер такі колеса дедалі ширше застосовують на великовантажних автомобілях та автобусах.