Нанесення лакофарбових матеріалів на поверхню деревини
Ролики, 2 — щит, 3 — клиновидний пас для подачі щитів, 4 — розливна головка, 5— проміжкова ванна для зливання лишків лаку, 6 — бак для лаку, 7 — насос, 8 — електродвигун Для нанесення лаку на кромки щит 2 ставлять на ребро і подають на роликах 1 за допомогою клиновидних пасів 3 в машину Щит бічною площиною натискує на еластичну пластину заслінки першої розливної головки 4, внаслідок чого заслінка… Читати ще >
Нанесення лакофарбових матеріалів на поверхню деревини (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Нанесення лакофарбових матеріалів на поверхню деревини.
Лакофарбові матеріали на підготовлену поверхню наносять вручну пензлями, а механізовано — розпиленням, наливом, зануренням та на вальцових верстатах.
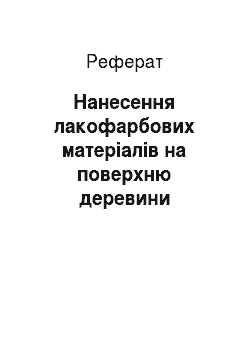
Ручні інструменти для нанесення фарб. Для ручного нанесення фарб на поверхню деревини застосовують різноманітні пензлі (Рис. 1).
Рис. 1. Пензлі для нанесення фарб:
а — круглий ручник, б — флейц, в — розхльостка, г — фільонковий, д — трафаретний, е — шепірка. є — торцівка Ручники круглі або плоскі — застосовують для нанесення фарби і розрівнювання її по опоряджуваній поверхні. Ці пензлі роблять із щетини. Довжина робочого кінця щетини не має перевищувати подвійного діаметра кільця або обв «язки. Лишки щетини обв «язують шпагатом. З робочого кінця щетину обрізують рівно або трохи опукло.
Флейц — плоский пензель з борсукового волосу. Застосовується для розрівнювання шару фарби на поверхні і загладжування слідів від ручника. Довжина волоса цієї щітки-пензля 50 мм, ширина —25−100 мм. Для фарбування вузьких місць застосовують маленькі флейци, або так звані шепірки.
Розхльостка — плоский пензель із щетини 100 мм завдовжки і більше — використовується для вирівнювання шару фарби.
Фільонкові тонкі пензлі з щетини застосовують для проведення фарбами тонких ліній на поверхні. Пальчикові шепірки складаються з кількох маленьких фільонкових пензлів. Вони застосовуються для фарбування поверхні під дуб.
Трафаретні пензлі виготовляють із щетини. Вони тонкі з рівним обрізом робочого боку. Основне призначення їх — набивання малюнків і цифр по трафарету. Довжина щетини — 15— 35 мм залежно від товщини пензля.
Торцівки використовують для нанесення шару фарби під шагрень (шкіру). Виготовляють їх із твердої хребтової щетини, що закріплена в отворах дерев «яної колодки з ручкою, з рівним обрізом щетини з робочого боку. Розміри робочої поверхні 100×50 і 100×200 мм.
Фарбування поверхні пензлями. Для опорядження виробів із деревини малоцінних і хвойних порід застосовують фарби й емалі, які повністю закривають колір і текстуру деревини, надаючи їй відповідного кольору.
Фарбують вироби, що експлуатуються на відкритому повітрі, а також кухонні, дитячі меблі та деякі меблі для громадских приміщень.
Для фарбування застосовують олійні, емалеві та поліефірні фарби.
Тривалість висихання олійної фарби (при t = 20 °С) не менше ніж 24 год. Тому для прискорення висихання до складу їх додають сикативи: до світлих фарб сикатив № 63, до темних — сикатив № 64. Крім того, щоб зменшити застосування харчових олій і скоротити тривалість висихання фарб, олійні фарби частіше замінюють емалями.
Емалеві фарби широко застосовують для непрозорого опорядження виробів з деревини, оскільки покриття їх значно гладші і швидше висихають (до 1 год). Майже всіемалеві фарби надходять у продаж в готовому до використання вигляді.
Розрізняють емалі олійні, поліефірні, емульсійні, нітроцелюлозні і спеціальні фарби. Найширше застосовуються нітроемалі НЦ-25, НЦ-415 та швидковисихаюча НЦ-11. До робочої в «язкості їх доводять розчинниками № 646 і № 647. Крім того, широко застосовується поліефірна емаль ПЕ-225, плівку якої можна облагороджувати до дзеркального блиску.
Ручний спосіб застосовують рідко, бо він малопродуктивний. Вручну можна наносити: спиртові лаки, деякі нітроцелюлозні лаки, політури та полірувальні і розрівнюзальні рідини, їх теж наносять пензлями або тампонами.
Ручний тампон являє собою шматок вати або шерсті, згоріг.тлй в марлю, міткаль або бязь. Лак за допомогою ручного тампона наносять рядами, які називають ласами, за 3—4 прийоми з проміжним висушуванням після кожного нанесення. В перерві і після закінчення роботи тампон слід промивати спеціальними розчинниками. Щоб тампон не засихав, його зберігають у закритих коробках.
Нанесення лакофарбових матеріалів розпиленням. Розпиленням можна наносити всі види лакофарбових матеріалів на будь-які поверхні: горизонтальні, вертикальні, профільні. Продуктивність праці при розпиленні підвищується в 5—6 разів порівняно з ручним способом.
Розпилення рідин здійснюється різними методами: стисненим повітрям, перегрітою парою, механічним способом, електростатичним, електромеханічним.
Найбільш поширений спосіб нанесення лаку за допомогою стисненого повітря (пневматичне розпилення), яке подається на пісто-лет-розпилювач під тиском 0,3—0,5 МПа. Лак подається до розпилювача під тиском 0,02—0,15 МПа. Зустрічаючи на своєму шляху сильний повітряний потік, лак розпилюється форсункою пістолета і лягає на опоряджувану поверхню у вигляді найдрібніших крапель, які, розпливаючись, утворюють суцільне покриття.
Основною частиною розпилювача є форсунка, яка має два сопла: матеріальне, з якого витікає розпилена рідина, і повітряне, з якого виходить стиснуте повітря. Найбільш поширені форсунки, в яких матеріальне сопло охоплюється кільцевим соплом для стиснутого повітря.
Рідина, що потрапляє до матеріального сопла, виходить з нього повільно, а стиснене повітря з повітряного сопла виходить з великою швидкістю (що досягає швидкості звуку) і за рахунок динамічного удару і сил тертя розпилює струмину рідини, що потрапляє в нього.
Рис. 2. Схеми форсунок зовнішнього і внутрішнього змішування: а — кільцева форсунка зовнішнього змішування, б — те ж, з додатковими отворами для розпалювання струмини, в, г — щілинні форсунки внутрішнього змішування: 1 — сопло, 2 — камера змішування, 3 — щілина Розпилювання виконують розпилювачами різних конструкцій.-Найбільш поширені розпилювачі К. Р-Ю, К. Р-30, О-19 з соплом круглого поперечного перерізу і діаметром 1,2—2,5 мм (Рис. 2, а, б). Останнім часом на ряді підприємств застосовують розпилювачі з щілинною головкою О-45, ЗІЛ, С-152, ширина щілин яких регулюється в межах 1,5—3,5 мм (Рис. 2, в, г). Для цих розпилювачів потрібний тиск повітря 0,6—0,5 МПа. Особливе місце займають розпилювачі для нанесення двокомпонентних лаків. Конструкція цих розпилювачів передбачає змішування двох рідких компонентів безпосередньо у факелі розпилення. Такі розпилювачі можуть бути з однією або двома форсунками.
Лак до розпилювача можна подавати з балона (стаканчика місткістю 0,5 л), розміщеного у верхній частині пістолета, вище від максимального підняття під час роботи, самопливом або під тиском з лаконагнітального бачка. Останній спосіб найбільш прогресивний (Рис. 3). Лак можна наносити пістолетами-розпилювачами як у холодному, так і в підігрітому до температури 70…75 °С стані. Підігріті лаки мають більший сухий залишок, краще лягають на поверхню і не утворюють патьоків на вертикальних площинах. Підігрівають лак у спеціальних установках, де теплоносієм можуть бути електричний струм, пара або гаряча вода. Розпиленням вироби покривають лаком у спеціальних кабінах. Кожна кабіна має стіл, що обертається, на ньому розміщують опоряджувальний виріб. У кабінах-сушарках тунельного типу є конвейєр з підвісними етажерками для розміщення деталей і виробів. Для того щоб запобігти пожежі, в кабінах розміщують пристрій припливно-витяжної вентиляції, а з протилежного боку від опоряджувальника встановлюють водяні заслони.
На сучасних підприємствах для опоряджувальних ліній застосовують розпилювачі автоматичної дії К. РВ-2, КА-1. Принцип роботи їх аналогічний ручним розпилювачам, тільки опоряджувальний матеріал і стиснуте повітря подаються при натискуванні деталі, що рухається, на командний пульт (вимикач, повітряний клапан та ін.).
Рис. 3. Пневматичний иістолет-розпилювач 0−19:
1 — матеріальна камера, 2 — верхній штуцер для лаку, 3 — важілець, 4 — клапан, 5 — пружина, 6 — запираюча голка, 7 — гайка для регулювання повітряного клапана, 8 — повітряна камера, 9, 14 — канали для повітря, 10 — трубка, 11 — штуцер для повітря, 12 — собачка, 13 — втулка, 15 — кільцеве сопло для повітря, 16 — кільцева камера, 17 — бокові повітряні канали для сплющування струмини, 18 — знімна головка, 19 — матеріальне сопло Безповітряне розпилення застосовується значно рідше, хоч воно дає змогу наносити лакофарбові матеріали підвищеної в «язкості. Під високим тиском розвивається велика швидкість струмини лаку із сопла розпилювача, яка перевищує критичну швидкість при даній в «язкості — це зумовлює розпилення рідини.
При безповітряному розпиленні можна застосовувати як холодні, так і гарячі лаки. Для холодних лаків треба створювати тиск до 24 МПа, а для гарячих (при температурі 70…100 °С) — 4,5— 7 МПа. Для холодного нанесення застосовують установку УБР, а для гарячого УБР-1М.
Нанесення лакофарбових матеріалів в електричному полі струмів високої напруги. При нанесенні лаку на вироби розпиленням велика кількість його втрачається внаслідок туманоутворення, не-долітання або пролітання окремих частинок лаку мимо виробу. Ці втрати можна скоротити до мінімуму, якщо застосовувати розпилення лаку в електростатичному полі. Вироби розміщують на заземленому конвейєрі, який рухається біля розпилювального пристрою (Рис. 4). Частинки лаку автоматично розпилюються розпилювачем, зарядженим негативними зарядами, і під дією електростатичних сил притягуються до виробу рівним тонким шаром.
Установка складається з високовольтного випрямного пристрою В-140−5-2, електростатичних розпилювачів, пристрою для дозування і подання лаку, конвейєра, розпилювальної кабіни і сушильної камери.
Рис. 4. Схема опорядження стільців в електростатичному полі:
1,2— чашкові розпилювачі, 3 — дисковий розпилювач з зворотно-поступальним рухом Рис. 5. Схема будови лаконаливної машини з щілинною розливною головкою:
1 — щілинна розливна головка; 2 — стрічковий конвейєр, 3 — насос, 4 — відстійний бак, 5 — лоток, 6 — деталь Кращим опоряджувальним матеріалом для електростатичного нанесення є лак МЧ-52, тому що розчинники цього лаку не утворюють вибухонебезпечних пароповітряних сумішей. Режим слід визначати експериментально для кожного окремого випадку залежно від виду лаку, продуктивності конвейєра, конструкції і розмірів деталей та ін.
Нанесення лаків способом наливу. Нанесення лаку наливом на щитові деталі — найбільш поширейий спосіб завдяки високій продуктивності й економічності. Наливом лак можна наносити на площини і кромки будь-яких деталей, застосовуючи при цьому лако-наливні машини різних конструкцій, з однією, двома і трьома розливними головками.
Схему будови лаконаливної машини з щілинною розливною головкою показано на Рис. 5. Основною частиною лаконаливної машини є розливна головка, що формує товщину і якість плівки. Лак, витікаючи з розливної головки, створює лакову завісу між головкою / і лотком 5. З лотка лак зливається у відстійний бак 4 і насосом 3 перекачується знову в розливну головку. Таким чином створюється замкнена система циркуляції. Деталі 6 подаються стрічковими конвейєрами 2, що знаходяться перед і за лаковою завісою.
Розливні головки можуть бути кількох конструкцій.
Лоткова головка (Рис. 6, а) — це похила площа, на яку лак подається по розливній трубці через сопло. Недоліком лоткової головки є велика площа відкритої лакової поверхні. Це спричинює швидке випаровування розчинника і зміни в «язкості лаку, що циркулює в системі машини.
Рис. 6. Типи розливних головок та схеми утворення лакових завіс:
а — лоткова, б — щілинна, в — зливна гребля, г — зливна гребля з екраном; 1 — деталь, 2 — екран, 3 — колектор, 4 — покриття, 5 — конвейєр, 6 — лоток, 7 — коробка з щілиною, 8 — зливна гребля, 9 — перегородка, 10 — фільтр Кращими є головки щілинного типу (Рис. 6, б), подача лаку в яких регулюється шириною щілини, а також типу зливної греблі (Рис. 6, б), де витрати лаку регулюються при подачі лаку в розливну головку. Основним недоліком усіх цих розливних головок є те, що лак не встигає встоятись після перекачування до того, як попадає на поверхню. Бульбашки, що утворились в процесі перекачування, роблять поверхню «рябою».
Для усунення цього та інших недоліків у лаконаливних машинах застосовують розливні головки, виконані за типом зливної греблі з екраном (Рис. 6, г). Лак насосом подається з посудини в колектор 3, звідки крізь отвори надходить у жолобок головки, що розділений знімною перегородкою 9, в нижній частині якої встановлено капроновий фільтр 10. Лак з лівого відсіка головки зливається у правий через фільтр. Внаслідок цього повітряні бульбашки, а також домішки не потрапляють у правий живильний відсік головки. Звідси лак зливається через греблю на легкознімний екран 2, там він розтікається і рівномірно розподіляється по його ширині.
На головці є спеціальні напрямні дротини, що забезпечують розтягування лакової завіси по ширині. Закривається головка відкидною кришкою. Лаконаливна машина моделі ЛМ-3 з такою розливною головкою показана на Рис. 7.
Для нанесення лакофарбових матеріалів на кромки щитів застосовують лаконаливні машини ЛМК-1 (Рис. 8).
Рис. 7. Лаконаливна машина ЛМ-3:
1 — конвейєр, 2 — фільтр, 3 — насосна установка, 4 — трубопровід, 5 — розливна головка, 6 — механізм установлення головок в горизонтальне положення, 7 — механізм віднімання головок, 8 — зливний лоток. 9 — бачок для лаку Рис. 8. Схема лаконаливної машини для лакування кромок щитів ЛМК-І:
1 — ролики, 2 — щит, 3 — клиновидний пас для подачі щитів, 4 — розливна головка, 5— проміжкова ванна для зливання лишків лаку, 6 — бак для лаку, 7 — насос, 8 — електродвигун Для нанесення лаку на кромки щит 2 ставлять на ребро і подають на роликах 1 за допомогою клиновидних пасів 3 в машину Щит бічною площиною натискує на еластичну пластину заслінки першої розливної головки 4, внаслідок чого заслінка відводиться вбік, а лакова завіса падає на кромку щита. Розсікаючи завісу, щит спрямовує лишки лаку в проміжкову ванну 5, кромки якої розміщені паралельно площинам щита. З проміжної ванни лак надходить у бак 6, звідки насосом знову перекачується в розливну головку.
Залежно від потрібної товщини опоряджувальної плівки і застосовуваного лаку наносити його можна кілька разів. Від цих же факторів залежить і режим роботи лаконаливної машини для кромок.
Нанесення лакофарбових матеріалів способом занурення. Спосіб занурення досить поширений для опорядження брускових деталей тому, що він продуктивний, економічний і його легко механізувати. Важливою умовою для цього способу є сама форма деталі. Деталь має бути простої обтічної форми, без закутий і гнізд, в яких могли б затримуватись лакофарбові матеріали. Якість покриття залежить від швидкості занурення і витягування деталей з ванни, в «язкості і температури лакофарбового матеріалу, температури деталей та інше. При надто швидкому зануренні на опоряджуваній поверхні утворюються бульбашки, і це псує зовнішній вигляд деталі. Чим густіші лакофарбові матеріали, тим повільніше слід занурювати деталі. При швидкому витягуванні їх з ванни (особливо густих лакофарбових матеріалів) утворюються патьоки, плівка нерівномірна (внизу завжди товстіша, що є основним недоліком цього способу).
Найбільпі рівномірними виходять покриття при швидкості занурення деталей 0,2 м/хв і витягування 0,1 м/хв при в «язкості лакофарбового матеріалу 300—400 с (по ВЗ-4). Після плавного витягування деталей з ванни їх слід потримати деякий час над ванною або спеціальним лотком для повного стікання лакофарбових матеріалів.
Зануренням можна наносити лаки, фарби і барвники. При нанесенні барвників форма обтікання не має значення. При застосуванні пігментованих лакофарбових матеріалів ванна повинна мати механічну мішалку, щоб не допустити осідання пігменту на дно ванни. У столярно-меблевому виробництві зануренням найчастіше забарвлюють і опоряджують брускові і гнутоклеєні, а також деякі точені деталі.
Для механізації цього способу застосовують пульсуючі конвейєри, що опускаються над ванною разом з деталлю, занурюючи і витягуючи її у відповідному ритмі. Після певної витримки над ванною або лотком конвейєри переміщують деталі і подають у сушильну камеру для проміжного або повного висушування. Висушені покриття облагороджують розрізнювальною рідиною.
Нанесення лакофарбових матеріалів вальцовими верстатами. Лакофарбові матеріали наносять на поверхню вальцями, які одночасно і подають деталь.
Будова і принцип роботи вальцових верстатів аналогічні клейовим вальцям.
Список використаної літератури.
1. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
2. Григорьев М. А. Материаловедение для столяров и плотников.— М.: Высш. шк., 1985.— 144 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Справочник мебельщика. Конструкции и функциональные размеры. Материалы. Технология производства. — М.: Лесн. пром-сть, 1985.— 360 с.
6. Черепахина А. Н. Эстетика современной мебели.— М.: Лесн. пром-сть, 1988.— 224 с.
7. Черняк В. 3. Строительные уроки русских мастеров.— М.: Стройиздат, 1988. 192 с.
8. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
9. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.
10. Яковлева К. Г. Лесная скульптура.— М.: Лесн. пром-сть, 1988, — 210 с.