Розрахунок показників надійності інтегральних схем
Зміна орієнтації зерен (заштрихована область на рис. 1.2, в) також сприяє зміні швидкості переносу речовини й утворенню порожнеч і тріщин. Це може мати місце при зміні структури чи складу підкладки, на яку нанесена металева плівка. В алюмінієвих плівках на монокристалічному кремнії виявляється тенденція до утворення структури, близької до монокристалічної, у той час як на двоокису кремнію… Читати ще >
Розрахунок показників надійності інтегральних схем (реферат, курсова, диплом, контрольна)
Розрахунок показників надійності інтегральних схем
МІНИСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ.
Запорізький національний технічний університет.
Кафедра мікроелектроніки і.
напівпровідникових приладів.
№ з. кн. Р231 110.
КУРСОВА РОБОТА.
на тему:
«Основні механізми відмов. Розрахунок показників надійності інтегральних схем.».
Розробив.
ст. гр. РПЗ-311 Вакула О.О.
Керівник Томашевський О.В.
РЕФЕРАТ.
КР: с, 3 рисунки, 6 джерел.
Об'єкт дослідження — надійність інтегральних схем.
Мета роботи — розрахувати основні показники надійності ІС по заданим вихідним даним.
Методи дослідження — розрахунок надійності інтегральних схем по заданим параметрам.
ВІДМОВА, ЕЛЕКТРОДИФУЗІЯ, ЕЛЕКТРОМІГРАЦІЯ, МЕТАЛІЗАЦІЯ.
ЗМІСТ.
Завдання на КР…
Реферат…
Вступ…
1 Основні механізми відмов…
1.1 Відмови ІС при руйнуванні металізації внаслідок електроміграції…
1.2 Відмови внаслідок зарядової нестабільності в шарі окислу.
та на межі окисла з напівпровідником…
1.3 Відмови внаслідок електричного пробою окисла та p-n переходу…
2 Розрахунок показників надійності…
2.1 Вихідні дані…
2.2 Розрахунки…
Висновки… …
Література… …
ВСТУП.
Реальна напівпровідникова структура, що є основним активним елементом будь-якого напівпровідникового приладу й інтегральної мікросхеми, у якій відбуваються складні електронні процеси, дуже далека від ідеальної. Внесення різних недосконалостей і дефектів у напівпровідникову структуру починається з вихідних матеріалів і продовжується практично на кожнім етапі технологічного процесу. Умовно дефекти в залежності від розмірів і можливості виявлення у виробничих умовах поділяють на грубі, чи макроскопічні, і дрібні, чи мікроскопічні, котрі найчастіше ще називають випадковими.
Більшість мікроскопічних недосконалостей і дефектів не піддаються контролю і присутність їх у приладах неминуча. Тому ми повинні розглядати кожен прилад як об" єкт, що знаходиться в нерівновагому стані через присутність в ньому мікроскопічних дефектів і недосконалостей. Останні у свою чергу випадковим образом розподілені в генеральній сукупності приладів.
Кожний з дефектів чи недосконалостей вносить свій внесок у деградаційні процеси, що відбуваються в приладі, що у підсумку приводять до зміни його вихідних електрофізичних параметрів. При цьому можливі сприятливі і несприятливі сполучення недосконалостей і дефектів. У першому випадку деградаційні процеси протікають повільно і зміни електрофізичних параметрів приладів незначні. В другому випадку в складі дефектів можуть бути значні недосконалості, причому сполучення їхнього таке, що відбувається посилення ефектів впливу окремих дефектів на деградаційні процеси. Підсумком несприятливого сполучення дефектів і недосконалостей є швидка деградація параметрів приладів.
1 ОСНОВНІ МЕХАНІЗМИ ВІДМОВ.
Під відмовою розуміється подія, яка полягає в повній втраті працездатності або уході одного чи декількох параметрів за межі, встановлені в технічних умовах. При аналізі відмов розрізняють поняття виду і механізму відмови. Вид відмови — це очевидна подія, що приводить до відмови. Наприклад, руйнування металізації. Але в ряді випадків вид відмови без дослідження внутрішньої структури кристала неможливо встановити. Механізм відмови — це фізико-хімічний процес, що приводить до відмови. Наприклад, при відмові металізації таким процесом може бути електродифузія.
Характерні види відмов можна умовно класифікувати як: відмови кристала, відмови окисла, відмова контакту метал-напівпровідник (відмова металізації), відмова контакту металізація-гнучкий провідник (відмова контактів), відмова з" єднання кристал-підстава корпуса.
1.1 Відмови ІС при руйнуванні металізації внаслідок електроміграції.
Внутрішні міжелементні з" єднання активних структур сучасних напівпровідникових приладів і інтегральних мікросхем виконуються шляхом нанесення алюмінієвої плівки товщиною близько 1 мкм на поверхню кристала з наступною фотолітографією відповідно до топології розведення. З ростом складності напівпровідникових приладів і інтегральних мікросхем зростає як довжина розводки, так і площа поверхні кристала, займана нею. У даний час у середньому вона досягає 50% і в міру зростання ступеня інтеграції збільшується, приводячи до того, що розроблювачі великих і надвеликих інтегральних мікросхем змушені переходити на багаторівневе розведення, для того щоб реалізувати прийняту топологію активних областей кристала.
Металева плівка, нанесена на поверхню готової мікросхеми, знаходиться в неоднакових умовах. У контактних вікнах вона взаємодіє з монокристалічним кремнієм рчи n-типів з різним ступенем легування, на іншій поверхні вона контактує з двоокисом кремнію як у площині поверхні схеми, так і на сходинках окисла. Неминуча деформація металевої плівки на нерівностях поверхні схеми та у місцях приварки дротових контактів. У процесі експлуатації напівпровідникових приладів і інтегральних мікросхем металеве розведення в не меншому ступені, ніж активні області напівпровідникової структури, піддається токовим і тепловим навантаженням. Усе це створює сприятливі умови для протікання різних процесів деградації металевого розведення, що приводять до зміни її первісних властивостей, і, в ряді випадків, до раптових відмов.
а).
б).
в).
Рисунок 1.1 Модель електродифузії іонів алюмінію в плівковому провіднику:
а — металеве розведення на поверхні напівпровідникової пластини, б — утворення дефектів внаслідок електродифузії, в — зміна контакту А1-Si через електродифузію.
Явище електродифузії чи електроміграції полягає в тому, що в металевих провідниках у визначених умовах при проходженні постійного струму великої щільності (близько 106 А. см-2) спостерігається перенос матеріалу провідника з району негативного контакту до позитивного. Модель цього явища представлена на рис. 1.1. Суть його полягає в наступному. При прикладенні електричного поля Е до провідника в ньому виникає потік електронів Ie спрямований назустріч електричному полю. Позитивно заряджені іони металу в цих умовах випробують вплив двох сил. Одна з них Fz виникає під дією електричного поля, прагнучи перемістити іони по напрямку поля. Походження другої сили Fe зв" язано з взаємодією потоку електронів з іонами металу, вона спрямована назустріч електричному полю. При досить великій щільності струму виникають умови, коли Fe>Fz і іони металу починають переміщатися з області контакту M2, що знаходиться під негативним потенціалом, в область позитивного контакту М2 (рис. 1.1, а). У результаті цього в області негативного контакту (рис. 1.1, б) створюються збіднені ділянки і порожнечі, а в районі позитивного контакту відбувається нагромадження металу, в окремих місцях утворяться горбки, виростають металеві «вуси» і «мітелки». Неоднорідне нагрівання провідника (Т1>Т2) прискорює процес переносу. Кінцевим результатом процесу може бути значне зменшення перетину провідника в області негативного контакту (рис. 1.1, в) аж до наступу розриву плівки.
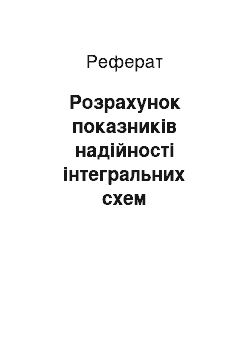
Вивчення процесу формування порожнеч внаслідок електродифузії в тонкоплівкових алюмінієвих провідниках показує велику неоднорідність границь зерен. Найбільше ймовірно порожнечі утворяться поблизу точок дотику трьох зерен (рис. 1.2, а), тому що при напрямку потоку електронів ліворуч праворуч рух іонів металу більш ймовірно уздовж двох границь зерен праворуч, чим уздовж однієї границі ліворуч. Для провідних доріжок рівного поперечного переріза перенос речовини відбувається інтенсивніше в тих місцях, де більш густа мережа границь зерен, тобто в місцях з більш дрібною структурою (рис. 1.2, 6). Тому в цих місцях мається підвищена імовірність виникнення порожнеч, об" єднання їх з утворенням наскрізних тріщин.
Рисунок 1.2 Схематичне представлення структур, що можуть приводити до появи відмов внаслідок електродифузії:
а — стик границь трьох зерен, б — зміна розмірів зерен, в — зміна орієнтації плівки.
Зміна орієнтації зерен (заштрихована область на рис. 1.2, в) також сприяє зміні швидкості переносу речовини й утворенню порожнеч і тріщин. Це може мати місце при зміні структури чи складу підкладки, на яку нанесена металева плівка. В алюмінієвих плівках на монокристалічному кремнії виявляється тенденція до утворення структури, близької до монокристалічної, у той час як на двоокису кремнію утвориться більш розупорядкована плівка, близька до аморфної. На границі таких областей з великою імовірністю утворяться тріщини. Подібна ж ситуація створюється на сходинці окисла. При цьому варто помітити, тут діють два процеси, що сприяють утворенню розриву струмоведучої доріжки. Перший з них обумовлений зміною орієнтації зерен на плоскій поверхні провідної плівки і на вертикальній стінці сходинки, другий процес зв" язаний зі зменшенням поперечного переріза провідної плівки на сходинці окисла. Останнє викликає зростання щільності струму і швидкості переносу речовини.
Ідеальним рішенням проблеми виключення електродифузії було би створення монокристалічних або аморфних провідних плівок. Можливість створення металізації з аморфною структурою більш реальна. Наприклад, сплави нікелю з ніобієм, молібденом, вольфрамом за певних умов утворять аморфні структури. Основною перешкодою до використання цих сплавів як вихідні матеріали для металізації є відносно високий питомий опір плівок. Однак дуже низькі коефіцієнти дифузії домішок у таких сплавах уже зараз роблять перспективним їхнє застосування в якості бар" єрного шару, що перешкоджає проникненню кремнію в міжелементне з" єднання при багатошаровій металізації.
1.2 Відмови внаслідок зарядової нестабільності в шарі окислу та на межі окисла з напівпровідником.
Специфічною особливістю планарних приладів є те, що їх активні і пасивні компоненти формуються у виді багатошарових структур з різними електрофізичними властивостями. Найбільш істотна властивість таких структур — локалізація неконтрольованого заряду в об'ємах шарів структур і на поверхні їх розділу. Величина цих зарядів і їхня стабільність багато в чому визначають надійність напівпровідникових приладів і інтегральних мікросхем, що виготовляються по планарній технології. Схема розподілу локалізованих зарядів у структурі монокристалічний кремній — двоокис кремнію приведений на рис. 1.3.
Тут представлені:
заряди на поверхні розділу системи кремній — двоокис кремнію,.
заряди в приповерхній області двоокису кремнію,.
заряди в об" ємі двоокису кремнію,.
заряди на поверхні плівки двоокису.
Рисунок 1.3 Структура зарядових станів у шарі окисла на кремнії:
1 — границя розділу кремній-двоокис кремнію, 2 — поверхня окисла, ± - електрони і дірки,? — пастки електронів і дірок, R+X? — позитивні і негативні іони домішок, забруднень, 0 — іонізовані атоми надлишкового кремнію в окислі.
Наявність зарядів на поверхні розділу системи Si-SiО2 обумовлено тим, що кристалічні ґрати кремнію в поверхні розділу обриваються і поверхневі атоми мають ненасичені електронні зв" язки, що утворять донорні та акцепторні рівні в забороненій зоні кремнію. Концентрація таких рівнів на вільній поверхні кремнію лежить у межах 1015 см-2. При вирощуванні на поверхні кремнію плівки SiО2 Щільність поверхневих станів зменшується і досягає 1011…1012 см-2. Зі зміною положення рівня Фермі заряд, що локалізується на поверхневих енергетичних рівнях, дуже швидко змінюється по величині. Тому ці поверхневі стани і заряди, що локалізуються на них, називають швидкими.
У самої границі двоокису кремнію з кремнієм на відстані порядку 20 нм у глиб плівки двоокису кремнію розташовується фіксований заряд із щільністю порядку 1011…1012 см-2. Природа цього заряду зв" язана з механізмом утворення окисної плівки на поверхні монокристалічного кремнію. У процесі окислювання кремнію на його поверхні утворяться моношари SiО2 і надалі реакція окислювання кремнію йде під цими шарами. При цьому для вступу в реакцію атоми кисню проникають через окісні шари, що утворилися. Тому атоми кремнію виявляються в надлишку в приповерхніх шарах SiО2. Вони, маючи незаповнені зв" язки, і створюють додатковий фіксований заряд, що не залежить від зовнішніх електричних полів і температури. Тому цей вид зарядів зветься повільним.
Розглянуті вище структурні дефекти в окісній плівці можуть бути місцями локалізації й одночасно джерелами неконтрольованих зарядів у ній. Основні джерела таких зарядів: кисневі вакансії в структурі SО2, іони водню, іони металів і особливо високорухливі іони натрію (які створюють переважно позитивний заряд у шарі двоокису кремнію). Усі ці заряди під дією електричних полів можуть переміщатися в шарі двоокису кремнію в напрямку до границі розділу з кремнієм і назад. Концентрація зарядів може істотно мінятися в залежності від обробки структур у різних середовищах при виготовленні. Значні зміни в місці розташування зарядів і їхньої концентрації відбуваються при експлуатації приладів (у тому числі, в умовах радіаційних впливів).
Утворення поверхневих зарядів зв" язано з різними забрудненнями, адсорбованими на поверхні шару двоокису кремнію. Їхньою особливістю є висока рухливість, що дозволяє зарядам переміщатися на великі відстані по поверхні окисла під дією прикладеної напруги. При підвищенні температури активних областей приладу і навколишнього середовища в результаті десорбції забруднень концентрація поверхневих зарядів може змінюватися в значних межах.
Усі розглянуті вище заряди, взаємодіючи з зарядами активних областей напівпровідникових структур, спотворюють конфігурацію р-n переходів, викликають утворення інверсійних шарів, що в кінцевому рахунку приводить до нестабільності електричних параметрів приладів, до поступових і раптових відмов.
1.3 Відмови внаслідок електричного пробою окисла та p-n переходу.
У сучасних МДН-структурах товщина підзатворного окисла досягла 20 нм і менше. При подальшому масштабуванні приладів із довжиною каналу до 0,25 нм товщина підзатворного окисла, очевидно, досягне 5 нм, що приведе до різкого зростання електричного поля в діелектрику до рівня, при якому наступить внутрішній пробій. Для окісних тонких плівок товщиною близько 10 нм гранична напруга пробою складає 8…10 мВ. Найбільш розповсюдженою моделлю внутрішнього пробою є модель ударної іонізації — рекомбінації. Суть її полягає в наступному.
Під дією електричного поля вільний електрон при прямуванні в окислі достатньої товщини на довжині вільного пробігу встигає одержати енергію для ударної іонізації атомів матриці і створення електронно-діркових пар. Внаслідок більшої рухливості електрони випереджають у русі дірки, залишаючи позаду хмару позитивно заряджених носіїв заряду, що створює додаткове прискорююче поле на шляху наступної порції електронів. Таким чином, у системі ударної іонізації з" являється позитивний зворотний зв" язок, що сприяє лавинному розмноженню носіїв і настанню стану пробою. Велика імовірність виникнення такої самої ситуації в системах багатошарової металізації. Товщина шарів ізоляції в цих системах істотно більше, ніж товщина підзатворного діелектрика. Однак якість цих шарів багато нижче головним чином через нерівності поверхні металевих і полікремнієвих доріжок. Тому в місцях звужень діелектричних шарів і на вістрях виступів можуть виникати підвищені напруженості електричного поля, що приводять до пробою.
Наступним фізичним механізмом, викликаним ростом електричного поля в тонких електричних шарах і приладах при масштабуванні, є механізм інжекції гарячих електронів із кремнію в окісний шар. Гарячі електрони — це высокоенергетичні носії, що утворяться при лавинному прибої p-n переходу чи в області підвищеного електричного поля поблизу стоку МДН-транзистора з коротким каналом.
Інжекція і захоплення гарячих носіїв відповідальні за деградацію коефіцієнта підсилення біполярних транзисторів. Для МДН-транзисторів при масштабуванні їхніх геометричних розмірів до 1 мкм і менш захоплення гарячих носіїв є визначальним чинником, що має фундаментальне значення в справі забезпечення стабільності роботи приладів.
Інжекція гарячих носіїв може йти декількома шляхами, у тому числі за рахунок виникнення гарячих електронів у каналі й в об" ємі напівпровідника. Гарячі електрони в каналі — це електрони, що йдуть від джерела до стоку. У режимі насичення в n-канальному МДН-транзисторі створюється велике електричне поле поблизу стоку. Під його впливом електрони при проходженні від джерела до стоку здобувають значну енергію. У результаті розсіювання на атомах ґрат створюється потік електронів з випадковим розподілом швидкостей, що містить визначену частку електронів, здатних перебороти потенційний бар" єр на границі розділу системи кремній-двоокис кремнію і проникнути в підзатворний окисел. Встановлено, що струм гарячих носіїв має експонентну залежність від напруги на затворі.
Електричне поле в окислі протидіє інжекції гарячих електронів, тому гарячі електрони зосереджуються в безпосередній близькості до точки перекриття каналу, розташованого в стоку. При низьких температурах ефект інжекції гарячих електронів значно вище, тому що розсіювання на коливаннях ґрат знижується.
Іншим джерелом гарячих електронів є термогенерація носіїв в об" ємі напівпровідника. Електрони підкладки р-типа прискорюються позитивною напругою на затворі, переміщуючись в межах збідненої області, переборюють потенційний бар" єр на границі розділу системи кремній-двоокис кремнію.
Третім джерелом гарячих електронів може бути ударна іонізація і генерація електронно-діркових пар. Якщо ударна іонізація відбувається в результаті дії електронів у каналі, то в цьому випадку найбільш ймовірна інжекція в окисел дірок, що рухаються по напрямку електричного поля. З іншого боку, електронно-діркові пари генеруються дірковим струмом підкладки і прискорені електрони можуть инжектуватися в окисел так само, як і електрони, що виникають при термогенерації.
При інжекції гарячих електронів у підзатворний окисел у середньому один з 105 інжектованих електронів захоплюється на пастках. Інший потік гарячих електронів досягає затвора і збирається на ньому. У зв" язку з тим, що в основному гарячі електрони виникають біля стоку, найбільш чуттєвою характеристикою до цього механізму відмови є зворотна гілка вольт-амперної характеристики транзистора за рахунок збільшення граничної напруги. Зокрема, у n-канальних МДН-приборах це виявляється у вигляді значного позитивного зрушення зворотної гілки вольт-амперної характеристики.
Одночасно зі зміною граничної напруги під дією гарячих електронів відбувається деградація провідності каналу, що викликається неоднорідним розподілом пасток в окислі, що захопили електрони, чи утворенням нових заряджених станів на поверхні розділу системи кремній-двоокис кремнію.
2. РОЗРАХУНОК ПОКАЗНИКІВ НАДІЙНОСТІ.
2.1 Вихідні дані:
— система відбраковочних випробувань по ГОСТ 18 725 (з ЕТТ),.
— тип корпуса 2121.28−5,.
— площина кристала 10 мм²,.
— спосіб прикріплення кристала до основи корпуса — клей,.
— матеріали термокомпресійних з'єднань — Al,.
— кількість термокомпресійних з'єднань — 28.
Для розрахунку інтенсивності відмов елементів кристала задаються:
— степінь інтеграції ІС — ІІІ.
— використовуємий активний елемент — біполярний транзистор,.
— вид ізоляції елементів ІС — ДИКЕД,.
— температура, для якої розраховується інтенсивність відмов — 300С,.
— матеріал для металізації - Al,.
— коефіцієнт навантаження по струму =1.4,.
— коефіцієнт навантаження по напрузі =0.2, =10 В,.
— механізми відмов і відносні долі імовірності відмови із-за окремого механізму відмови:
а) руйнування металізації внаслідок електроміграції, ,.
б) зарядова нестабільність в шарі окислу та на границі окисла з напівпровідником, ,.
в) електричний пробій окисла, p-n переходу, ,.
г) витік по поверхні поміж дифузійними шипами, ,.
— вид і товщина під затворного діелектрика — SiO2, ,.
— значення імовірності безвідмовної роботи для розрахунку гамма-відсоткового напрацювання до відмови, .
Для розрахунку відмов міжелементних з'єднань:
— кількість різнонавантажених дільниць металізації, ,.
— електричне навантаження дільниць металізації, яке характеризується значеннями, , .
— ширина металізованої доріжки — .
2.2 Розрахунки.
Розрахунок показників надійності інтегральної схеми проведемо за допомогою математичною програми MathCAD.
2.2.1 Для кількісної оцінки прискорюючого фактора вводиться поняття загального коефіцієнта прискорення :
(2.1).
де — доля імовірності відмови ІМС в загальному потоці відмов внаслідок розвинення механізму відмови при нормальних умовах і режимі роботи,.
— коефіцієнт прискорення механізму відмови.
Якщо механізм відмови інтенсифікується декількома прискорюючими факторами, то коефіцієнт представляє собою добуток коефіцієнтів прискорення всіх діючих факторів.
В нашому випадку діють 4 механізма відмов.
а) при руйнуванні металізації внаслідок електроміграції .
(2.2).
(2.3).
де — енергія активації для алюмінієвої металізації,.
— коефіцієнт, характеризуючий навантаження по температурі,.
— стала Больцмана,.
— коефіцієнт навантаження по струму.
б) при зарядовій нестабільності в шарі окисла і на межі окисла з напівпровідником .
(2.4).
(2.5).
де ,.
(2.6).
де.
— для біполярних структур.
в) при електричному пробої окисла, p-n перехода .
(2.7).
(2.8).
де ,.
(2.9).
де .
г) при витоку поміж дифузійними шипами .
(2.10).
(2.11).
де .
2.2.2 Розрахунок інтенсивності відмов ІС.
Розрахунок інтенсивності відмов ІС передбачає використання інформації про надійність аналогічних елементів серійно випускаємих ІС, включаючи залежність показників надійності від впливу прискорюючих факторів (температура, електричний режим) і технології виготовлення.
При розрахунку передбачається, що відмова будь-якого елемента призведе до відмови ІС, і для розрахунку інтенсивності відмов ІС () використовується загальна модель виду:
(2.12).
де — коефіцієнт виду приймання, який характеризує систему відбраковочних випробувань,.
— інтенсивність відмов конструктивних елементів,.
— інтенсивність відмов елементів кристалу,.
— інтенсивність відмов міжелементних з'єднань.
Інтенсивність відмов конструктивних елементів кристала знайдемо за формулою:
(2.13).
де — коефіцієнт, який залежить від площі кристала,.
— кількість термокомпресійних з'єднань,.
— інтенсивність відмов корпуса,.
— інтенсивність відмов з'єднання кристала з основою корпуса,.
— інтенсивність відмов термокомпресійного з'єднання.
Інтенсивність відмов елементів кристала.
(2.14).
де — коефіцієнт режиму,.
— задається в залежності від використовуємого діелектрика.
.
.
Розрахунок інтенсивності відмов міжелементних з'єднань.
(2.15).
де — інтенсивність відмов металізації одиничної площі,.
.
.
.
2.2.3 Розрахунок імовірності безвідмовної роботи при постійній інтенсивності відмов.
Під імовірністю безвідмовної роботи розуміється імовірність того, що в межах заданого часу напрацювання відмова не виникає. Конкретне чисельне значення імовірності безвідмовної роботи може бути розраховане тільки для заданого часу напрацювання t, під час якого можливе виникнення відмови.
(2.16).
де .
.
2.2.4 Розрахунок середнього гамма-відсоткового напрацювання до відмови при постійній інтенсивності відмов.
.
.
ВИСНОВКИ.
В ході виконання курсової роботи були вивчені основні механізми відмов напівпровідникових приладів. А саме: відмови при руйнуванні металізації внаслідок електроміграції, при зарядовій нестабільності в шарі окислу та на межі окисла з напівпровідником, при електричному пробої окисла та p-n переходу, при витоку по поверхні по між дифузійними шипами.
Також були проведені розрахунки основних показників надійності інтегральних схем.
Інтенсивність відмов ІС: ,.
Імовірність безвідмовної роботи при постійній інтенсивності відмов: ,.
Середнє гамма-відсоткове напрацювання до відмови при постійній інтенсивності відмов: .
ЛІТЕРАТУРА.
1. Д’Орль Ф. Электродиффузия и отказы в электронике. — ТИИЭР. — 1972. 216 с.
2. Ефимов И. Е., Кальман И. Г., Мартынов В. И. Надежность твердых интегральных схем. — М., Сов. Радио, 1976. — 320 с.
3. Козлов Б. А., Ушаков И. А. Справочник по расчету надежности аппаратуры радиоэлектроники и автоматики. — М.: Сов. Радио, 1975. — 472 с.
4. Мазель Е. З., Пресс Ф. П. Планарная технология кремниевых приборов. — М.: Энергия, 1974. — 384 с.
5. Сотсков Б. С. Основы теории и расчета надежности элементов и устройств автоматики и вычислительной техники. — М.: Высшая школа, 1970. — 270 с.
6. Чернышев А. А. основы надежности полупроводниковых приборов и интегральных микросхем. — М.: Радио и связь, 1988. — 256с.
Додаток А.
Залежність безвідмовної роботи P (t) від часу напрацювання t.