Розробка технічних вимог на параметри точності деталі, виходячи з її службового призначення
Аналіз розмірних зв’язків показує, що при розв’язанні задачі зміщення вершин ділильних конусів корпус приймає участь розмірами А4 і В7. Ці розміри визначають точність відстані між головними отворами і плоскими поверхнями, що виконують функції допоміжних баз корпусу. При досягненні точності за методом повної взаємозамінності середній допуск на ланки: Для розглянутої ортогональної конічної передачі… Читати ще >
Розробка технічних вимог на параметри точності деталі, виходячи з її службового призначення (реферат, курсова, диплом, контрольна)
Розробка технічних вимог на параметри точності деталі, виходячи з її службового призначення
Технічні вимоги і норми точності деталі витікають зі службового призначення машини і є результатом перетворення якісних і кількісних показників службового призначення машини в показники розмірних зв’язків її виконавчих поверхонь. Деталь зі своїми розмірами — ланками входить у розмірні зв’язки машини, і тому точнісні параметри деталі визначаються з розв’язання складальних розмірних ланцюгів.
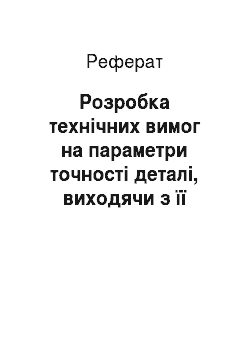
Перехід від службового призначення машини до показників зв’язків поверхонь деталей розглянемо на прикладі складальної одиниці, зображеної на рис. 1.
Рис. 1. Механізм переміщення пінолі задньої бабки Потрібно визначити параметри точності корпусу механізму переміщення пінолі задньої бабки токарного напівавтомата (рис. 1).
Цей корпус забезпечує необхідну точність відносного положення двох конічних зубчастих коліс, через які відбувається передача крутного моменту до пари черв’як-рейка, які здійснюють осьове зміщення пінолі на L = 300 мм. Основною базою корпусу є площина, А і два отвори діаметром 10Н7. При цьому досягається необхідна точність положення черв’яка відносно зубчастої рейки, розміщеної на пінолі задньої бабки, що забезпечує потрібну якість їх зчеплення.
При коловій швидкості зубчастого колеса менше 2 м/с ступінь точності зубчастих передач, що відповідає вимогам службового призначення механізму, складає: для конічних коліс — 9С згідно з ГОСТ 1758; для черв’ячної пари — 8С згідно з ГОСТ 3675.
Щоб забезпечити потрібну точність зчеплення конічних коліс, необхідно забезпечити збігання вершин і потрібний кут перетину осей ділильних конусів. Збігання вершин ділильних конусів залежить від осьового зміщення вінця колеса і шестірні. Колесом у даному випадку є вал-шестерня, а роль шестерні виконує шестерня-втулка. Згідно з ГОСТ 1756 для конічної передачі 9-го ступеня точності (середній модуль mn = 3,5) граничні осьові зміщення зубчастого вінця для колеса з кутом ділильного конуса ???і середньою конусною відстанню R > 50 мм складають fАМ = ???мм, а для шестерні з кутом? = ??? — fАМ = 0,05 мм. Точність кута перетину? осей ділильних конусів залежить від відхилення міжосьового кута передачі. Згідно з ГОСТ 1758 граничне відхилення міжосьового кута розглянутої передачі, що має вигляд з'єднання С, середню конусну відстань R > 100 мм і кут ділильного конуса шестерні ??? ???складає Е = 0,032 мм. На рис. 1, а наведені схеми розмірних ланцюгів, що визначають збігання вершин ділильних конусів у горизонтальному напрямку:
А = -А1 -А2 — А3 + А4 + А5 + А6 + А7
і у вертикальному напрямку:
В = -В1 — В2 — В3 — В4 — В5 + В6 + В7 + В8 + В9.
Аналіз розмірних зв’язків показує, що при розв’язанні задачі зміщення вершин ділильних конусів корпус приймає участь розмірами А4 і В7. Ці розміри визначають точність відстані між головними отворами і плоскими поверхнями, що виконують функції допоміжних баз корпусу. При досягненні точності за методом повної взаємозамінності середній допуск на ланки:
Тсер = Т/(m — 1)
— для ланцюга А:
ТАсер = 0,10/(8 — 1) = 0,014 мм;
— для ланцюга В:
ТВсер = 0,24/(10 — 1) = 0,026 мм.
Жорсткі значення одержаних допусків за наявності багатоланкових ланцюгів змушують переходити на інший метод досягнення точності. При методі неповної взаємозамінності середній допуск можна розрахувати за формулою:
Тсер = Т/t .
Для умов серійного виробництва при ???1/6?і t = 3 одержимо:
ТАсер = 0,10/3 = 0,03 мм;
ТВсер = 0,24/3 = 0,065 мм.
Як видно, перехід на метод неповної взаємозамінності дозволив більше як у два рази розширити значення середніх допусків. Однак одержані середні допуски все ще є досить жорсткими, тому економічно доцільно перейти до методу регулювання. Аналіз розмірних зв’язків показує, що в конструкції механізму для розв’язання таких задач вже закладено метод регулювання.
У розмірному ланцюгу, А роль нерухомого компенсатора виконує ланка А3 (проміжне кільце), а в ланцюгу В — ланка В6 (роль рухомих компенсаторів виконують три регульованих гвинти).
Приймаємо всі складові ланки, в тому числі і на розміри корпусу А4, В7, які належать до корпусу, економічно доцільні допуски (табл. 1)
Таблиця 1. Розмірні параметри ланок ланцюгів, А і В
Ланка | ||||||||||
Параметр | А1 | А2 | А3 | А4 | А5 | А6 | А7 | |||
Номінальні значення | ||||||||||
+0,01 — 0,01 | 0,00 — 0,1 | 0,00 — 0,01 | +0,04 — 0,04 | +0,005 — 0,005 | +0,005 — 0,005 | |||||
Допуск | 0,14 | 0,1 | 0,01 | 0,08 | 0,01 | 0,01 | 0,02 | |||
Ланка | ||||||||||
Параметр | В1 | В2 | В3 | В4 | В5 | В6 | В7 | В8 | В9 | |
Номінальні значення | ||||||||||
Допуск | 0,15 | 0,1 | 0,05 | 0,1 | 0,2 | Тком | 0,6 | 0,02 | 0,02 | |
За залежностями Тр =
та ор =
визначимо для розмірного ланцюга, А розрахункові значення допуску і координати середини поля допуску замикальної ланки (із врахуванням компенсуючої ланки):
Тр = 0,14 + 0,1 + 0,01 + 0,08 + 0,01 + 0,01 + 0,02 = 0,37 мм;
oр = 0 + 0 + 0 + 0 — (- 0,07 — 0,05 — 0,005) = 0,125 мм.
За формулою? к = Тр — Т визначимо найбільшу розрахункову компенсацію:
?к = 0,37 — 0,1 = 0,27 мм.
Максимальний розмір проміжного кільця визначимо за формулою:
Аов= Ак + ок + ор — о + 0,5?к;
Аов= 5 + (-0,005) + 0,125 — 0 + 0,5 • 0,27 = 5,255 мм.
Приймаємо Тсm = Т = 0,1 мм.
За формулою N = ?к/Тсm + 1 = ?к/Т + 1 знаходимо число ступенів розмірів проміжного кільця:
N = + 1 = 3,7.
Приймаємо N = 4. У зв’язку з округленням числа ступенів їх крок зменшуємо, прийнявши:
Тсm = = = 0,09 мм.
Розміри проміжних кілець ступенів визначають за формулою:
Акn = Аон 0,5Тк;
Ак1 = 5,255 0,005 = 5;
Ак2 = (5,255 — 0,09) 0,005 = 5,165 0,005 = 5;
Ак3 = (5,255 — 2 • 0,09) 0,005 = 5,075 0,005 = 5;
Ак4 = (5,255 — 3 • 0,09) 0,005 = 4,985 0,005 = 5.
Таким чином, потрібна точність замикальної ланки в розмірному ланцюгу, А досягається підбором із чотирьох груп необхідного кільця-компенсатора, а в розмірному ланцюгу В — зміщенням в осьовому напрямку стакана з валом-шестернею. Забезпечення необхідної точності збігання вершин ділильних конусів з метою одержання правильного зчеплення конічних коліс вимагає виконання для корпусу ряду технічних вимог, пов’язаних з точністю головних отворів і одержанням відповідної точності розмірів між осями головних отворів і плоскими поверхнями:
А4 = 780,04 мм; В7 = 1120,3 мм.
У розмірному ланцюгу? (див. рис. 9.2, б), що визначає кут перетину осей ділильних конусів:
???,
корпус приймає участь ланкою ?4, яка характеризує точність повороту одного головного отвору відносно іншого.
Для розглянутої ортогональної конічної передачі 9С згідно з ГОСТ 1758–81 граничне відхилення міжосьового кута Е = 0,03 на довжині середньої конусної відстані L = 50 мм. Допуск і граничні відхилення замикальної ланки? дорівнює Т? = 0,12/100, в? = +0,06/100, н… При досягненні необхідної точності? методом повної взаємозамінності середній допуск на складові ланки рівний:
Т?iсер = = 0,017/100.
Виходячи зі службового призначення деталей вузла і середнього допуску, приймаємо наступні параметри ланок розмірного ланцюга (табл. 2).
Таблиця 2 Параметри ланок розмірного ланцюга в (рис. 1, г, б)
Ланки | |||||
Параметр | ?1 | ?? | ?? | ??? ? | |
Граничні відхилення Допуск | 0,01/100 0,02/100 | 0,005/100 0,01/100 | 0,005/100 0,01/100 | 0,015/100 0,03/100 | |
Ланки | |||||
Параметр | ?? | ?? | ?? | ||
Граничні відхилення Допуск | 0,01/100 0,02/100 | 0,005/100 0,01/100 | 0,01/100 0,02/100 | ||
Тоді:
Т? = 0,02/100 + 0,01/100 + 0,01/100 + 0,03/100 + 0,02/100 +
+ 0,01/100 + 0,02/100 = 0,12/100.
Значення граничних відхилень відповідно такі:
— верхнього:
в???0,01/100 + 0,005/100 + 0,005/100 ;
— 0,015/100 — 0,01/100 — 0,005/100 — 0,01/100 = 0,06/100;
— нижнього:
н??? -0,01/100 — 0,005/100 — 0,005/100/;
-/0,015/100 + 0,01/100 + 0,005/100 + 0,01/100 = -0,06/100.
Таким чином, з розв’язку задачі досягнення необхідного кута перетину осей ділильних конусів конічної передачі (в якій корпус бере участь ланкою ?4) витікає параметр корпусу, що визначає поворот (перпендикулярність) осі отвору діаметром 62Н7 відносно осі отвору діаметром 25Н7:
Т?4 = 0,03/100; в??? 0,015/100; н??? -0,015/100.
Необхідна точність зчеплення черв’яка і рейки досягається при збіганні ділильного циліндра черв’яка і ділильної площини рейки (ланка Б на рис. 1, а) і паралельності твірної ділильного циліндра черв’яка і ділильної площини рейки (ланка? на рис. 1, б). Необхідна точність зчеплення забезпечується розмірними ланцюгами Б і ?:
Б = -Б1 — Б2 — Б3 — Б4 + Б5 + Б6 — Б7 — Б8;
???
Для черв’ячної передачі 9-го ступеня точності допуски на ланки Б і ?? згідно з ГОСТ 3675, мм:
ТБ = 0,26; вБ = 0,13; нБ = -0,13; Т???0,11/100;
в = 0,055/100; н? = -0,055/100.
При розв’язанні цих задач корпус бере участь ланкою Б4 (560,03 мм), що визначає відстань від осі головного отвору до площини А, яка виконує роль основної встановлюваної бази, і ланкою ?4 (Т?4 = 0,02/150), яка характеризує поворот осі отвору відносно основної бази. Точність замикальної ланки Б досягається при складанні методом регулювання з використанням нерухомих компенсаторів Б5. У цьому випадку розмір корпусної деталі Б4 необхідно забезпечити з точністю ТБ4 =0,06 мм. Точність відносного повороту? забезпечується за методом повної взаємозамінності, при цьому у корпусі (ланка ?4) відхилення від паралельності осі отвору відносно площини не повинно перевищувати Т?4 = 0,03/100. Для утворення правильного зчеплення черв’ячної передачі необхідно також збігання середніх площин черв’яка і рейки Г (допустимі граничні відхилення 0,1 мм). У розв’язанні цієї задачі корпус бере участь розміром, який визначає точність збігання осі отвору під вал черв’яка діаметром 25Н7 з віссю базового центруючого отвору діаметром 10Н7. Осі отвору діаметром 25Н7 і базового отвору діаметром 10Н7 повинні розміщуватись в одній площині (допустимі відхилення — 0,06 мм).
На рис. 2 показане креслення корпусу і технічні вимоги, обумовлені його службовим призначенням.
Рис. 2. Корпус механізму переміщення пінолі
Викладена методика розрахунку технічних вимог на деталь складна і трудомістка, тому на практиці часто технічні вимоги на виготовлення деталі призначають із врахуванням досвіду і середньої точності обробки, а відповідальні параметри перевіряють розрахунком відповідних розмірних ланцюгів складальної одиниці.
Технічні вимоги на виготовлення деталі, одержані будь-яким способом, розрахунком чи призначені з досвіду, перед розробкою технологічного процесу мають бути ретельно проаналізовані на відповідність службовому призначенню і на можливість їх забезпечення механічною обробкою.
Критичний аналіз технічних вимог проводять, як правило, у таких напрямках [2]:
наскільки ті чи інші вимоги (ТУ) сприяють правильному виконанню деталлю її службового призначення;
що буде, якщо дані ТУ буде порушено;
наскільки правильно задані значення ТУ, що розглядаються?;
достатність вимог, що наведені в кресленні;
наскільки задана якість поверхні деталі відповідає її службовому призначенню;
Якими технічними способами буде забезпечене виконання кожної вимоги і якими методами і засобами вони контролюються?
деталь корпус механізм піноль
Використана література
1. Бондаренко С. Г. Розмірні розрахунки механоскладального виробництва. — К. 1993. — 544 с.
2. Руденко П. О. Проектування технологічних процесів. — К.: Вища школа, 1993. — 414 с.