Лінія з виробництва сосисок продуктивністю 600 кг/год.
Котел під продуктивність лінії
Лінія першого ковбасного заводу Ленінградського м’ясокомбінату Лінія (рис. 3) призначена для виробництва сосисок і сардельок. Під час роботи лінії сировина (яловичина і свинина) поступає в приймальні бункери вовчка і подрібнюється. Подрібнена сировина безперервно потрапляє в змішувачі, що безперервно діють, в які автоматично поступає разсіл, що дозується. Потім посолена сировина поступає у… Читати ще >
Лінія з виробництва сосисок продуктивністю 600 кг/год. Котел під продуктивність лінії (реферат, курсова, диплом, контрольна)
Курсовий проект з дисципліни: «Технологічне обладнання галузі»
на тему: «Лінія з виробництва сосисок продуктивністю 600кг/год. Котел під продуктивність лінії»
Зміст Вступ
1. Огляд існуючих типів ліній і машин, їх будова, позитивні сторони та недоліки
2. Обгрунтування конструкції, яку необхідно спроектувати, виходячи із завдання і критичного огляду існуючих типів ліній і машин
3. Розрахунки основних конструктивних елементів
4. Опис технології спроектованої лінії і машини
5. Правила безпечної експлуатації
6. Технічні характеристики спроектованої машини Висновки
Перелік використаної літератури
Вступ М’ясна промисловість має важливе значення для народного господарства та для забезпечення українського народу такими важливими продуктами харчування як м’ясо та м’ясопродукти. Вона має величезний потенціал, тому в найближчі роки займе провідне місце в структурі вітчизняної харчової промисловості.
Просування України по шляху до ринкової економіки стимулює процес удосконалення існуючих технологій, перейняття кращого досвіду європейських та світових країн. Ринок вимагає від виробників якісної та конкурентоспроможної продукції. Саме тому виробники намагаються якомога краще автоматизували виробництво, найбільш ефективно залучати власні внутрішні ресурси, переходити на сучасні технології.
Найбільшу питому вагу серед продукції м’ясопереробних підприємств займають ковбасні вироби, які сміливо можна віднести до числа найбільш розповсюджених і популярних продуктів харчування. Ковбасні вироби — це продукти, виготовлені із подрібненого м’ясного фаршу і жиру з сіллю, спеціями та добавками, в оболонці або без неї та піддані тепловій обробці до стану кулінарної готовності. Вони мають відмінні смакові якості, підвищену харчову цінність, достатньо тривалий термін зберігання.
В залежності від сировини і способів обробки розрізняють наступні види ковбасних виробів: варені, напівкопчені, копчені, фаршировані, кров’яні ковбаси, сосиски та сардельки, ліверні ковбаси, м’ясні хлібці, паштети, дієтичні та лікувальні ковбаси.
Одними з найулюбленіших ковбасних виробів являються сосиски — невеликого розміру варені ковбаски з діаметром батончиків від 14 до 32 мм і довжиною від 12 до 13 см. Ця страва ідеально підходить до будь-якого гарніру і відрізняється чудовим смаком і простотою приготування.
В даній курсовій роботі проаналізовані технологічні аспекти виробництва сосисок, розглянуті існуючі потоково-механізовані лінії виробництва та котли з паровим обігрівом для термічної обробки сосисок, виявлені переваги та недоліки. На основі проведеного аналізу запропонована технологічна схема виробництва сосисок, підібрано обладнання, що дозволяє реалізувати запропоновану технологічну схему потоково-механізованим способом з заданою потужністю.
На основі проведеного аналізу було запропоновано конструктивну схему котла з паровим обігрівом, проведено розрахунок його геометричних розмірів, тепловий розрахунок та розрахунок витрати пари. Наведене складальне креслення та опис котла, запропоновані правила безпечної експлуатації.
Працюючи над матеріалами курсового проекту, мною було досконало вивчено технологію виготовлення сосисок, опрацьовано методику підбору технологічного обладнання та розрахунку запроектованого апарату парового котла під продуктивність лінії.
Лінія і апарат, що проектується, призначені для виробництва сосисок з продуктивністю 600 кг/год.
сосиска паровий котел
1. Огляд існуючих типів ліній і машин, їх будова, позитивні сторони та недоліки Застосування потоково-механізованих ліній дає можливість підвищити санітарно-гігієнічні умови виробництва, ліквідувати тяжкі ручні операції, покращити якість продукції та збільшити продуктивність праці.
Для виробництва сосисок використовують потоково-механізовані лінії різних конструкцій. Найбільш розповсюджені з них: лінія першого ковбасного заводу Ленінградського м’ясокомбінату; лінія Московського м’ясокомбінату; лінія конструкції ВНДЕКІ продмаша; лінія Краснодарського м’ясокомбінату та ін.
Всі лінії складаються з дозрівача, дозатора, машин для подрібнення та змішування фаршу, а також агрегата для теплової обробки.
Лінія Московського м’ясокомбінату Лінія для виробництва сосисок в штучній оболонці. В лінію (рис 1) входять два вертикальних дозрівача геометричною ємністю 7 м3 кожен, два шнекових нагнітача, закріплених на кожному дозрівачі, ваговий бункер, куттер-змішувач геометричною ємністю 420 л, мірний циліндр для дозування води ємністю 75л, подрібнювач, ексцентриково-лопатевий насос та установки з шестеренним витискувачем.
Засолене м’ясо в ковшах елеватором транспортується до загрузочної воронки дозрівача. Після дозрівання м’яса готують фарш. Шнековими нагнітачами сировина по черзі направляється в зважуючий бункер для зважування необхідної дози в відповідності до рецептури. Зважені дози через відкривне днище бункера направляється до куттера-перемішувача, куди одночасно з мірного циліндра потрапляє необхідна доза води. Дозування сипучих речовин фаршу, розчин нітриту та необхідна кількість льоду в приймальне місильне корито куттер-змішувача загружають вручну.
Після подрібнення сировина трьохлопатевим навантажувачем по фаршепроводу направляється безпосередньо в приймальний бункер ексцентриково-лопатевого насоса, який живить установку.
Шестеренний насос безпосередньо заповнює фаршем оболонки, які потім перекручуються за допомогою линкера та навішуються на крючковий ланцюговий транспортер. З транспортера відшприцьовану та перекручену смугу сардельок знімають та навішують на палиці та навішують на рами, які в подальшому направляються до камери для теплової обробки.
По мірі витрати дозрівшої сировини з дозрівача, туди періодично завантажується сировина з ковшей для дозрівання.
Потужність лінії - 2000 кг/год.
Переваги: простий механізм лінії, лінію можливо розташувати на одному поверсі, що дозволяє скоротити час на її обслуговування.
Рис. 1. Поточно-поточно-механізована лінія виробництва сардельок Московського м’ясокомбінату: 1 — вертикальний дозрівач для свинини; 2 — вертикальний дозрівач для яловичини; 3 — шнековий живильник свинини; 4 — шнековий живильник яловичини; 5 — ваговий бункер; 6 — мірний циліндр; куттер-мішалка; 8 — горизонтальний подрібнювач; 9 — эксцентриково-лопатевий насос; 10 — установка із шестерним витискувачем.
Недоліки: при розташуванні потокової лінії на двох поверхах, збільшується проблемність обслуговування обладнання; необхідне високе приміщення для монтажу лінії;
Лінія виробництва сардельок конструкції ВНДЕКІ продмаша Лінія призначена для виробництва сосисок в натуральній та штучній оболонці, її можна використати для виробництва сардельок та структурно однорідних варених ковбас. В цьому випадку теплова обробка та наповнення оболонок фаршем повинні бути проведені на іншому обладнанні.
Лінія (рис. 2) являє собою комплекс обладнання, який складається з чотирьох незалежних груп, з'єднаних між собою по технічній схемі виробництва ковбасних виробів.
Рис. 2 Поточно-поточно-механізована лінія для виробництва сосисок конструкції ВНДЕКІ продмаша: 1 — Вовчок; 3 — насос-дозатор фаршу; З — змішувач: 4 — насос-дозатор розсолу; бгоризонтальний шнековий дозрівач; 6 — змішувач; 7 — насос-дозатор води; 8 — дозатор сипучих компонентів фаршу; 9- насос-дозатор розчину нитриту; 10 — подрібнювач; 11 — насосживильник; 12-шприц-дозатор; 13 — конвеєрний стіл; 14 — термоагрегат; 15 — димогенератор.
В першу чергу входить обладнання для попереднього (грубого) подрібнення сировини, перемішування її з розсолом, та дозування розсолу. Обладнання: вовчок з решіткою діаметром 160 мм, насос-дозатор для дозування сировини, подрібненого на вовчку, двох шнековий лопатевий змішувач, насос-дозатор для дозування розсолу таємність для охолодження рідких компонентів фаршу.
В другу чергу входить обладнання для дозрівання сировини та його дозування, дозування компонентів фаршу, змішування сировини зкомпонентами та кінцевого подрібнення (кутерування) фаршу. Обладнання: два дозрівача-дозатора, два дозатора сипких компонентів фаршу, два насоса дозатора для дозування води та розчину нітриту, двошнековий лопатевий змішувач та змішувач для кінцевого тонкого подрібнення фаршу.
В третю чергу входить обладнання для транспортування готового фаршу до шприців, формування батонів, транспортування наповнених фаршем оболонок для подальшого навішування на палки та рами. Обладнання цієї групи складається з насоса-живильника, двох шприців дозування та конвеєрного стола.
До четвертої групи входить агрегат для теплової обробки сировини в комплекті з 15 рамами для навішування палиць з сосисками та димогенератор.
Потужність лінії по виробництву сосисок до 1000 кг/год, а структурно-однорідних варених ковбас — 2000 кг/год. Потужність електродвигунів 85 кВт. Габаритні розміри 30 000×5000×4500 мм.
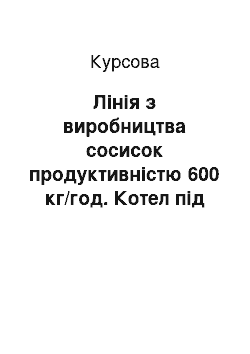
Лінія першого ковбасного заводу Ленінградського м’ясокомбінату Лінія (рис. 3) призначена для виробництва сосисок і сардельок. Під час роботи лінії сировина (яловичина і свинина) поступає в приймальні бункери вовчка і подрібнюється. Подрібнена сировина безперервно потрапляє в змішувачі, що безперервно діють, в які автоматично поступає разсіл, що дозується. Потім посолена сировина поступає у відповідні дозрівачі безперервної дії (ємкість кожного дозрівача до 2000 кг), з яких воно по черзі поступає у ваговий бункер, де здійснюється зважування його згідно рецептурі виробів, що виготовляються. Зважена сировина вивантажується в мішалку-подрібнювач, куди додають воду, розчин нітрита, суміш спецій і інші компоненти. Після змішування фарш подрібнюється і поступає в ексцентриково-лопатевій насос, за допомогою якого він по фаршепроводам прямує до шприців.
Рис. 3. Поточно-поточно-механізована лінія виробництва сардельок і сардельок першого ковбасного заводу Ленінградського м’ясокомбінату: 1 — бак для розсолу; 2- дозатор розсолу; 3- змішувач; 4- вовчок; 5- плоскочашечний підйомник; 6 — лоток; 7 — дозрівач; 8- шнековий живильник; 9- дозатор води; 10 — дозатор нітриту; 11 — ваговий бункер; 12 — мішалка-подрібнювач; 13 — насос; 14 — фаршепровід; 15 — шприць безперервної дії; 16 — конвеєрний стіл; 17 — напівавтомати для перев’язки сардельок; 18 — ковбасна рама; 19 — термоагрегат; 20 — душовий пристрій; 21 — камера повітряного охолодження; 22 — горизонтальний конвеєр; 23 — похилий конвеєр.
Штучні сосиски виробляють на шприцах-дозаторах, а сардельки — на шприцах безперервної дії з наступною в’язкою наповнених фаршем оболонок на напівавтоматах. Теплова обробка сардельок і сардельок проводиться в термоагрегатах. Потім продукція охолоджується під душем протягом 9—11 хв і доохолоджується до 8—12°С в камері повітряного охолоджування. Охолоджені сосиски до температури 8—12°С поступають по похилому конвеєру в камеру накопичення, а потім в реалізацію. Потужність цехи, в якому встановлено три потоково-механізовані лінії ЗО т в зміну.
Лінія виробництва ковбас, сосисок, сардельок ТОВ «ВЕСТУ» Росія (Рис.4)
Рис. 4.
· Столи обробні
· Вовчок
· Фаршмішалка
· Підйомники-завантажники
· Візки напольні
· Холодильні камери
· Куттер
· Шприц ковбасний
· Стіл для в’язання батонів
· Термокамера
· Рами ковбасні
· Душова камера
· Фасувальний автомат
Принцип роботи:
М’ясна сировина після обвалки, жиловки й нарізки подрібнюють на вовчку. Далі м’ясний шрот, сіль, цибуля, пряності й інші компоненти змішують у фаршмішалці й поміщають у холодильну камеру на дозрівання. Потім сировину пропускають через кутер для одержання ковбасного (сосискового) фаршу. Фарш надходить у ковбасний шприц для формування ковбасних батонів (або сардельок, сардельок). На виробничому столі роблять в’язання або кліпсування ковбасних батонів (сардельок, сардельок). Далі продукцію навішують на рами-візки, які поміщають у термокамеру для обжарки, обварки (при необхідності копчення). Гарячу продукцію прохолоджують спочатку холодною водою в душовій камері, а потім у холодильній камері. Готові ковбаси фасують у короби, а сардельки, сардельки малими порціями впаковують вакуумним способом.
Лінія виробництва м’ясних продуктів — ковбас, сосисок, сардельок заводу «Прогресс», Москва (Рис. 5)
Рис. 5
Автоматична лінія для виробництва сосисок САТО компанії «ФЕАМ-ИНЖИНИРИНГ» Іспанія Лінія (рис. 6) призначена для виробництва сосисок і сардельок в оболонці (штучній, натуральній, білковій). Установлюється в сполученні зі шприцем-наповнювачем і використовується для виготовлення великої кількості сосисочної продукції.
Рис. 6. Автоматична лінія для виробництва сосисок САТО компанії «ФЕАМ-ИНЖИНИРИНГ» Іспанія Лінія AL-system для виробництва сосисок фірми НАNDTMANN
Лінія AL-system (рис. 7) для виробництва сосисок фірми НАNDTMANN відповідає всім сучасним вимогам. Повністю автоматизовані лінії по перекручуванню і підвішуванню продукції, дозволяють досягти високих показників виробництва, при одночасному динамізмі процесів. Дозволяє легко і просто змінювати налаштування, використовуючи AL-system, що мінімізує час на переоснащення устаткування. Досить задати потрібну програму на моніторному управлінні вакуумного шприца і форма виробів змінена. Діапазон калібрування варіюється від 13 до 50 мм. використання різних типів оболонок також доступно для AL-system. Особливо показовою вважається робота з штучними оболонками, які варіюються залежно від довжини. Висока продуктивність при щадній дії характерна при роботі AL-system з білковими оболонками. Різноманіття можливостей відкриває al-програма по підготовці виробів до подальших етапів обробки. Так ковбаси можуть підвішуватися за індивідуальною схемою, з тим, щоб зручно і просто знімати їх за допомогою стрижня.
На нових сосискових лініях AL залежно від конструкційного виконання виробляються сосиски, зігнуті ковбаски, круги ковбас, а також ковбасні вироби витої форми в натуральній кишковій оболонці, штучній і колагеновій оболонці. Вакуумований ковбасний фарш поступає на лінію з промислового вакуумного шприца handtmann з моніторним управлінням. Модулярно компоновані функціональні вузли, починаючи від вакуумного шприца і закінчуючи пристосування для навішування сосисок дозволяють забезпечити оптимальну узгодженість з вироблюваними продуктами. Швидкість порціонування при виробництві ковбасних виробів досягає більше 2000 порцій за хвилину. В результаті використання нових технологій, раціоналізації і гнучкої автоматизації, сосискові системи AL повністю окупаються за нетривалий період часу.
Рис. 7. Устаткування AL-system для виробництва сосисок фірми НАNDTMANN
Варочні котли призначені для варіння сосисок в воді до стану кулінарної готовності.
На м’ясокомбінатах використовують електричні, газові, парові і твердопаливні котли. Вони мають різноманітну конструкцію, способи завантаження та розвантаження (вручну чи спеціальними пристроями). За способом обігріву їх поділяють на котли з безпосереднім і непрямим обігрівом, за конструктивним оформленням — на стаціонарні і перекидні.
В промисловості серійно випускають лише котли з непрямим обігрівом.
Виготовляють котли електричні варочні КПЗ місткістю 40, 60, 100 і 250 дм3, газові КПГ — 160 дм3, парові КПП — 100, 160, 250 дм3.
Котли з безпосереднім обігрівом складаються з внутрішньої варочної посудини і зовнішнього котла. Варильна посудина заривається кришкою для зменшення втрат тепла, стінки котла покриті теплоізоляцією, зверху якої закріплюється кожух. У нижній частині котла передбачається патрубок з краном для зливання рідини.
До переваг котлів із безпосереднім обігрівом належить простота конструкції і незначна теплова інерційність. Недолік — нерівномірна температура поверхні варильної посудини, що обігрівається.
Котли з непрямим обігрівом складаються із внутрішнього варильного і зовнішнього котлів, що з'єднуються зварюванням, простір між ними утворює пароводяну сорочку.
Нижня частина котла представляє собою парогенератор. Зовнішній котел має теплоізоляцію, зверху якої закріплюється кожух, виготовлений із сталевих листів.
Котли мають відкидні або знімні кришки. Відкидна кришка зрівноважується противагою. Щільне прилягання кришки забезпечується прокладкою із термостійкої харчової гуми. До нижньої частини сорочки приєднується конденсатовідвідник і продувний кран.
Котел варочний паровий КПП — 100 (рис. 8) не має парогенератора. Пара в парову сорочку подається від зовнішнього парогенератора через паровий вентиль. Сконденсована в сорочці пара через конденсатовідвідник виводиться в конденсатну лінію. Для відведення конденсату та повітря з парової сорочки котла передбачений продувний кран, який закривають після появи стійкого струменя пари.
Переваги: не складний за конструкцією, зручний та простий в експлуатації, має редукційний клапан або парозапірний вентиль, паралельно встановлений запобіжний клапан для забезпечення безпечної роботи. Візуальний контроль за тиском пари у паровій сорочці здійснюється за допомогою манометра.
Недоліки: котел не має заливної лійки та крана рівня, завантаження сировини та вивантаження здійснюється вручну.
Рис. 8. Котел варочний паровий стаціонарний: а переріз: б загальний вигляд; в — схема приєднання до мережі: / - конденсатовідвідник; 2 — постамент: З — теплоізоляція; 4 — зовнішній корпус; 5 — варочна посудина: 6 — кришка котла: 7 — клапан-турбінка: 8 — відбивач; 9 — прошений кран; 10 — кран; 11 -манометр; 12 — подвійний запобіжний клапан; 13 — паровий вентиль; 14 — лінія підведення пари: 15 — лінія відведення конденсату: 16 — лінія відведення пари кипіння із варочної посудини 17 — гінія підведення еарячої води; 18 — лінія підведення Перекидні електричні котли КПЕ-40, КПЕ-60 (рис 9) на відміну від стаціонарних, не мають явно вираженого парогенератора. В цих котлах парогенератором є нижня частина пароводяної сорочки, тобто об'єм між днищем варочної посудини та днищем зовнішнього корпуса. Днище зовнішнього корпуса змінне та закріплюється до корпуса котла за допомогою фланця з паронітовою прокладкою. На днище зовнішнього корпусу встановлюється три ТЕНи спеціальної конфігурації (рис. 9 г). Барочна посудина закривається вільно зйомною кришкою. Котел встановлюється на литій чавунній вилкоподібній станині за допомогою цапф, які забезпечують перекидання котла черв’ячним механізмом. Механізм перекидання (рис. 9 е) утримує котел у будь-якому положенні в межах кута 110°.
Рис. 9 Котел варочний електричний перекидний: а — КПЭСМ-60; б — КПЭ-60; в — розріз котла КПЭ; г — блок ТЕНів; д — муфта підведення пари до арматурного стояка; є - механізм повороту котла: 1 — варочна посудина; 2 — борт; З — теплоізоляція; 4 — електроконтактний манометр; 5 — наповнювальна лійка з краном; 6, 9 — нерухомі труби; 7 — натискна гайка; 8, 28 — натискні втулки; 10 — права цапфа; II — черв 'ячне колесо; 12 — черв 'як; 13 — поворотна труба; 14 — стояк валкоподібний; 15 — кран рівня; 16 — бовт заземлення; 17 — дно кожуха; 18 — ТЕН: 19 — дно пароводяної сорочки; 20 — зовнішній котел; 21 — кожух; 22 — ліва цапфа; 23 -упор; 24 — трубопровід для заповнення котіа водою; 25 — в *шпіаь; 26 — поворотний кронштейн; 27 — поворотний кран; 29 — сальникова набивка; ЗО — шпонка; 31 -маховик; 32 — ТЕН: 33 — днище зовнішнього котли; 34 — тумба: 35 — котел: 36 — кришка: 37 — станція керування котлом
Контрольно-вимірювальна арматура монтується на пароому стояку станини і сполучається з пароводяною сорочкою за допомогою трубки (рис. 9 д), яка проходить через цапфу.
Вода до варочної посудини заливається за допомогою поворотного водозабірного пристрою, закріпленого на лівому стояку станини. Принцип регулювання теплового режиму і захисту ТЕНів від «сухого ходу» аналогічний прийнятому в стаціонарних варильних котлах.
Котел електричний секційно-модульний КПЕСМ-60.
Котел (рис. 10) має прямокутний корпус в якому встановлена варочна ємність в верхній частині, яка переходить у прямокутний стіл з жолобом для зливу рідини. На столі, в стійках кріпиться відкидна кришка ємності, котру можна фіксувати в любому положенні. Двухстінний котел закріплений пустотілими цапфами, які спираються на підшипники, змонтовані в середині двох труб, котрі кріпляться до рами, яка регулюється по висоті. Обігрів внутрішнього котла виконується трьома ТЕНами, закріпленими на зйомному днищі. Повертальний механізм котла розташований в правій тумбі. При повертанні котла в перед зливається рідина, при повертанні назад забезпечується доступ до ТЕНів.
Варильні стаціонарні котли типу «Вулкан» (рис. 11) широко застосовуються в ковбасному виробництві.
Рис. 10. Котел харчоварочний електричний секційний модульований КПЭСМ-60: 1 — посудина варильний: 2 — электроконтактный манометр, 3- 3- паровотяная сорочка; 4 — подвійний запобіжний клапан;.5 — поворотний механізм; 6 — ТЕНи
Котел складається з трьох основних частин: варильного резервуару, відкидної кришки та корпусу котла, який одночасно і є гріючою сорочкою.
Варильний резервуар виготовлений з циліндричної обичайки з днищем, верхній зріз обичайки одночасно є опорою для відкидної кришки.
До відкидної кришки приєднаний ричаг з противагою, для щільного прилягання кришки використовують затискачі. Сорочка котла складається з циліндричного резервуара та дна. Гріюча пара в сорочку подається через патрубок, виведення конденсату з парової сорочки проходить через патрубок, а вміст котла зливають через вентиль.
Для зниження тиску котел оснащений патрубком для відведення пари в атмосферу і підтримання атмосферного тиску в апараті. Також апарат оснащений запобіжним клапаном та манометром. Котел встановлюють на фундаментній плиті.
Переваги: простота конструкції та експлуатації, оснащення герметичною кришкою, що запобігає витоку пари в виробниче приміщення.
Недоліки: завантаження сировини та розвантаження продукту проводиться вручну.
Рис. 11. Паровий котел типу «Вулкан»
Котел варильний NOVATERM 600.
Котел варильний NOVATERM (рис. 12) призначений для варива ковбас, м’ясопродуктів, субпродуктів, окостів, печінки, м’ясних і кісткових бульйонів. Виготовлений повністю з неіржавіючої сталі, варильний казан NOVATERM відповідає всім санітарним нормам вживання на підприємствах м’ясопереробної промисловості. Герметична теплоізольована конструкція казана забезпечує економічне використання енергоресурсів і довговічність в процесі експлуатації. Електричний обігрів забезпечується неіржавіючими ТЕНами, які вмонтовані під дно казана в ізольованій масляній ванні. Герметична кришка казана NOVATERM фіксується пружиною в будь-якому положенні, що унеможливлює випадкового закриття під власною вагою у момент завантаження і вивантаження продукту. Технічні дані: об'єм ванни, л повний/робочий 630/600; внутрішніх розмірів ванни, довжина*ширина*глибина 1600*900*460; габаритних розмірів, мм А*В*С*h 2000*1500*1020*2150; потужність, кВт 40,0.
Рис. 12. Котел варильний NOVATERM 600
2. Обгрунтування конструкції, яку необхідно спроектувати, виходячи із завдання і критичного огляду існуючих типів ліній і машин За результатами проведеного огляду літературних джерел, каталогів та патентної інформації стосовно існуючих конструкцій парових котлів, проаналізувавши їх переваги та недоліки, було встановлено, що в якості прототипу для проектування лінії з виробництва сосисок найбільш доцільно використовувати конструкцію котла типу «Вулкан». Даний вибір аргументований наступними важливими перевагами: простота конструкції, низька металоємність, простота обслуговування, отримання якісної продукції.
Проектований паровий котел повинен складатися з таких елементів: нагрівальної ємності, яка виконана з неіржавіючої сталі, і привареної до неї зовнішньої циліндричної частини. Простір, який утворюється між ними, створює парову сорочку, в яку через закривний вентиль буде подаватися гріюча пара. Нижня частина варильної посудини і зовнішня її частина повинна виготовлятися в формі конуса, що буде покращувати розвантаження продукту та стікання конденсату в паровій сорочці. Також апарат повинен бути оснащений герметичною кришкою з неіржавіючої сталі з противагою. Противага буде полегшувати відкриття кришки. Ззовні котел необхідно теплоізолювати, для зниження втрат тепла в навколишнє середовище і для забезпечення безпечного обслуговування.
Сам котел необхідно встановити на стійках, лапи якого будуть опиратись на фундаментну плиту, що надає котлу більшої стійкості від перевертання.
В нижній частині варочної посудини необхідно передбачити патрубок з вентилем. Також котел необхідно оснастити патрубками для виведення конденсату з сорочки, подачі води в сорочку та варильну ємність, також передбачити встановлення манометра, запобіжного та продувного клапана на паровій сорочці.
3. Розрахунки основних конструктивних елементів Розрахунок геометричних розмірів Продуктивність котла — 4800 кг/зм або 600 кг/год.
Оскільки котел заповнюється на 0,8 свого об'єму (варильного резервуару) приймаємо об'єм котла 713 дм3 або 0,713 м3
При тривалості варки до 20хв та враховуючи час на завантаження-розвантаження приймаємо масу одночасно завантаженого продукту 282 кг.
де: Vk —об'єм варильного резервуару, м3
Vцч —об'єм циліндричної частини, м3
VKч —об'єм конічної частини, м3
де: hцч — висота циліндричної частини, м
hкч — висота конічної частини, м
Dвp — діаметр варильного резервуару, м
0,713 м3
Товщина ізоляції
Матеріал ізоляції — альфоль.
Коефіцієнт теплопровідності альфолі 0,081 (Вт/ м*град) Висота кожуха дорівнює висоті зовнішнього котла: 0,53 м Висота конічної частини зовнішнього котла:
Висоту котла, приймаємо 1,2 м. Висота котла повинна не перевищувати 1,2 м для зручності його експлуатації.
Визначення площі та маси конструкції котла
Mi=Fr i сl КГ
де: Мі —маса елемента, кг
FI — площа конструкції елемента, м2
i — товщина конструкції елемента, м сi — густина матеріалу елемента, кг/м3.
Розрахунки елементів конструкції котла зводимо в таблицю:
Таблиця 1 Розрахунок площі та маси конструктивних елементів котла
Елементи конструкції | Di, м | hi, м | Fi, кв. м | di, | густина | Маса, кг | |
Варильний резервуар | 1,085 | 0,72 | 2,45 414 | 0,003 | 58,16 311 | ||
Зовнішній котел | 1,191 | 0,53 | 1,983 009 | 0,003 | 46,99 731 | ||
Теплоізоляція | 1,2 | 0,53 | 1,997 994 | 0,054 | 37,76 209 | ||
Кожух | 1,307 | 0,53 | 2,176 148 | 0,001 | 17,19 157 | ||
Кришка | 1,085 | 0,04 | 0,136 341 | 0,003 | 3,231 284 | ||
Обечайка | 1,307 | 0,53 | 2,176 148 | 0,003 | 51,57 472 | ||
Разом | 214,9201 | ||||||
З урахуванням арматури і приладів збільшуємо масу на 30%.
Мк = 1,3 * 214,92 = 279,4 кг.
Приймаємо 250 кг.
Тепловий розрахунок котла Рівняння теплового балансу:
Розрахунки зводимо в таблицю 2.
Таблиця 2 Розрахунок втрат тепла у навколишнє середовище
Назва | Вид | t кінцева | t початк. | t сер. | б_к | б_випр | б_і | F | t0 | Q2, кДж | |
кожух | верт | 8,86 | 2,62 | 11,48 | 2,18 | 750,792 | |||||
кришка | гориз | 2,81 | 10,81 | 0,136 | 88,2096 | ||||||
обечайка | гориз | 47,5 | 7,83 | 2,8 | 10,63 | 2,18 | 1274,537 | ||||
низ кожуха | гориз | 6,74 | 2,62 | 9,36 | 0,611 | 171,5688 | |||||
Разом | 2285,107 | ||||||||||
Витрати тепла на нагрів конструкції котла розраховуємо за формулою:
Розрахунки зводимо в таблицю 3.
Таблиця 3 Розрахунок витрат тепла на нагрів конструктивних елементів котла
Елементи конструкції | Маса | Теплоємність матеріалу | Кінцева температура | Початкова температура | Q3 | |
Варильний резервуар | 58,16 | 0,46 | 1605,216 | |||
Зовнішній котел | 0,46 | 1945,8 | ||||
Теплоізоляція | 37,8 | 0,9 | 1871,1 | |||
Кожух | 17,19 | 0,46 | 237,222 | |||
Кришка | 3,23 | 0,46 | 89,148 | |||
Обечайка | 51,57 | 0,46 | 1304,721 | |||
Разом | 7053,207 | |||||
Q3=7053,21*1.25= 8816,5 кДж Рівняння теплового балансу:
Qзаг = 129 600 + 2285,12 + 8816,5 = 140 701,62 кДж.
ККД котла при нестаціонарному режимі:
= Q1/Qзаг* 100%= 129 600/140 701,62*100 = 92,1%
Витрати гріючої водяної пари В = 140 701,62/(2691,8−461,32) = 140 701,62/2230,5 = 63,08 кг/год.
4. Опис спроектованої лінії і машини Незважаючи на значну схожість основних технологічних процесів при виробництві ковбасних виробів, окремі їх види мають свої особливості та специфіку. Ці особливості обумовлюються насамперед складом сировини, що використовується, окремими технологічними операціями, специфічними виглядом і смаком, енергетичною цінністю та іншими ознаками. В загальному виробництві ковбасних виробів сисиски займають 25 — 30%.
Для виготовлення сосисок найкращою сировиною є свіжа яловичина, яка має найбільшу водопоглинаючу здатність, також використовують охолоджену, розморожену яловичину і свинину молодих тварин. Свинячий шпик надає фаршу пластичності й підвищує поживність ковбасних виробів. Для покращення смаку і підвищення харчової цінності до фаршу деякх сардельок додають добавки тваринного і рослинного походження.
Технологія виробництва сосисок містить такі операції: вхідне контролювання і приймання сировини та матеріалів, обвалювання, жилування м’яса, попереднє подрібнення, соління, повторне подрібнення, приготування фаршу (змішування) і наповнення його в оболонки, обсмаження, варіння, охолодження, контроль якості, пакування.
Технологічний процес виробництва ковбасних виробів починається з підготовки основної сировини та допоміжних матеріалів. М’ясна сировина надходить у тушах, півтушах, четвертинах та відрубах у парному, остиглому, охолодженому, примороженому та замороженому станах. М’ясну сировину оглядають та, при необхідності, піддають додатковому зачищенню від забруднень, залишків шерсті, щетини, діафрагми та промивають холодною водопровідною водою з температурою не вищою ніж 20 °C. В ковбасному цеху проводять розділ напівтуш, обвалку, жилування та сортування м’яса. Шпиг оглядають, пожовтівший шар видаляють. З туш зрізають клеймо, м’ясо сортують по вгодованості, вазі і зважують. Ділення, обвалювання та жилування м’ясної сировини виконують у виробничих приміщеннях з температурою повітрі не вище ніж 12 °C, відносній вологості не вище ніж 70%.
Розділ напівтуш здійснюється з метою розділення на зручні для подальшого використання частини. Виділяють в залежності від призначення спеціалізоване і комбіновану розділення. При спеціалізованому розділі для ковбасного виробництва яловичі напівтуші поділяють на 7 частин, а свинячі на 5.
У відділах обвалки проводять відділення м’яких тканин від кісток. Обвалку здійснюють ножем вручну на стандартних конвеєрних столах. Кожен робітник відповідає за обвалювання лише певної частини. Потім мясну масу передають конвеєром на жилування.
Жилування — це процес, при якому від обваленого м’яса відділяють менш цінні тканини і утворення: хрящі, сполучну тканину, жили, абсцеси. Використовують спеціальні ножі з широким і довгим лезом. В процесі жиловки м’ясо сортують в залежності від вмісту сполучної тканини. При жилуванні яловичини вирізають шматки масою 500 гр і сортують на 3 сортавищий, 1, 2. Окремо відділяють м’ясо, з вмістом жиру до 35%. Жиловану свинину сортують в залежності від вмісту в ній жиру на 3 сорта: нежирну, напівжирну (до 50%), і жирну.
Соління — обов’язкова і важлива операція в технології ковбас. З його допомогою можна змінювати технологічні властивості мяса, щоб забезпечити оптимальні умови для подальшого формування потрібної структури фаршу. Для швидкого і рівномірного розподілу солі м’ясо подрібнюють на вовчку з діаметром решітки 2−6, 8−12, чи 16−25 мм. Подрібнене м’ясо зважують, завантажують в мішалку, додають розчин солі чи суху сіль в середньому 1,75−2,9 кг олі на 100 кг сировини, перемішують протягом 3−5 хв. Потім м’ясо витримують при температурі 0−4 °С.
Приготування фаршу. Фарш для сосисок являє собою м’ясну емульсію, в якій найдрібніші частинки свинячого жиру покриті оболонками з солерозчинник білків м’язової тканини яловичини та свинини. При нагріванні фаршу білкові оболонки перетворюються в щільні плівки: фарш готової сардельки нагадує стільники з заповненими жиром найдрібнішими шпаринами. Якість і вихід сардельок залежить від вологопоглинаючої та вологоутримуючої здатності, міцності м’ясної емульсії. Жирові набряки у сардельках можуть утворюватися при великому вмісті жиру у фарші, коли частина жирових кульок залишається без білкових оболонок.
Після засолювання м’ясо повторно подрібнюють на вовчку з діаметром отворів решітки 2−3 мм, внаслідок чого фарш набуває ніжної консистенції, необхідної для обробки на кутері. Для сардельок приготування фаршу закінчується кутеруванням. Подрібнену сировину, пряності, воду, вершки зважують відповідно до рецептури й у певній послідовності завантажують у куттер, де наготовлюють фарш. Загальна тривалість готування фаршу на куттері 8−12 хв. Внаслідок такої обробки м’яса структура тканин руйнується і підвищується в’язкість, пластичність та однорідність фаршу. Під час кутерування у фарш добавляють 20…40% холодної води або харчового льоду.
Готовий фарш за допомогою візків подають до вакуумного шприца, на якому роблять формування сосисок в попередньо підготовлену целофанову або білкову оболонку. Оптимальна валичина тиску шприцювання для сосисок складає (4−6) · 105. Не можна надмірно щільно начиняти оболонки, бо вони можуть розірватися під час варіння в результаті розширення фаршу. Наповнену оболонку перекручують у вигляді батончиків з допомогою спеціальних пристроїв чи перев’язують нитками на автоматах, щоб ущільнити фарш, і підвішують на тонкі палиці з інтервалом між батончиками, розміщують на рамах. Рами у свою чергу передають на короткочасне осідання протягом 2-х годин при температурі 0−4 °С.
Термічну обробку здійснюють в стаціонарних обжарювальних камерах, комбінованих камерах і термоагрегатах безперервної дії. Батони сосисок обсмажують димовими газами при температурі 95−105°С протягом 35−60 хв до почервоніння поверхні і досягненням температури всередині батонів не нижче 55 °C. Сосиски набувають специфічного запаху і смаку.
Варять сосиски в камерах парою чи в котлах водою при температурі 75…85 °С протягом 5−10 хв до досягнення температури всередині батончика 70±1 °С.
Охолоджують сардельки після варіння під холодним душем, щоб запобігти зморшкуватості оболонки, видалити з батонів бульйон та жир, який є сприятливим середовищем для розвитку мікроорганізмів, а також; знизити температуру батонів. Після цього сардельки охолоджують повітрям у холодильних камерах при температурі від 0 до +8 °С.
Опис спроектованого котла Спроектований котел складається з нагрівальної ємності, яка виготовлена з неіржавіючої сталі і привареного до нього зовнішнього котла. Простір між ними утворює парову сорочку, куди подається з парогенератора гріюча пара через запірний вентиль. Нижня частина як нагрівальної ємності так і зовнішнього котла виконується в вигляді конуса для стоку конденсату в паровій сорочці.
Зовнішній котел теплоізольований альфоллю, для зниження втрат тепла в навколишнє середовище та облицьований листами з неіржавіючої сталі товщиною 1 мм.
Нагрівальний сосуд закривається кришкою з неіржавіючої сталі, до якої кріпиться противага, противага полегшує відкриття кришки.
Сам котел встановлений на опорних стійках, для запобігання перевертання.
В нижній частині нагрівального сосуду знаходиться патрубок. Котел оснащений запобіжним клапаном, показуючим манометром та конденсатовідвідником, для запобігання потрапляння пари в конденсатопровід.
5. Правила безпечної експлуатації
При експлуатації парових котлів необхідно керуватися «Правилами безпечної експлуатації посудин, які працюють під тиском».
Обслуговуючий персонал повинен добре знати будову котла, призначення і розміщення трубопроводів, арматури, контрольно-вимірювальних приладів, обов’язково пройти інструктаж з техніки безпеки на робочому місті.
При експлуатації котлів необхідно керуватись правилами безпечної експлуатації. Перед початком роботи і експлуатації:
Працівник повинен переконатися в справності контрольно-вимірювальних приладів, запірної арматури;
Працівник повинен контролювати величину тиску та температури в паровій сорочці, забороняється перевищувати допустимі значення;
Контролювати герметичність закривання кришки, не допускати переливів продукту;
При подачі гріючої пари вентилі необхідно відкривати поступово, без різних ривків, не допускати гідроударів;
Перевіряти роботу конденсатовідвідних пристроїв, комунікацій по відведенню неконденсованих газів і вторинної пари;
Після закінчення роботи:
працівник повинне перекрити подачу пари в парову сорочку;
звільнити котел від залишків продукту;
промити внутрішню частину апарату і трубопроводи, які контактують з продуктом;
При виявленні неполадок в роботі апарату, а також неполадок контрольно-вимірювальних приладів та запірної арматури необхідно негайно повідомити про всі виявлені неполадки керівництво. Не допускається ремонт апарату і його елементів, а також миття і очищення під час роботи.
6. Технічні характеристики спроектованої машини Спроектований котел складається з нагрівальної ємності, яка виготовлена з неіржавіючої сталі і привареного до нього зовнішнього котла. Простір між ними утворює парову сорочку, куди подається з парогенератора гріюча пара через запірний вентиль. Нижня частина як нагрівальної ємності так і зовнішнього котла виконується в вигляді конуса для стоку конденсату в паровій сорочці.
Зовнішній котел теплоізольований альфоллю, для зниження втрат тепла в навколишнє середовище та облицьований листами з неіржавіючої сталі товщиною 1 мм.
Нагрівальний сосуд закривається кришкою з неіржавіючої сталі, до якої кріпиться противага, противага полегшує відкриття кришки.
Сам котел встановлений на опорних стійках 5, для запобігання перевертання.
В нижній частині нагрівального сосуду знаходиться патрубок. Котел оснащений запобіжним клапаном, показуючим манометром та конденсатовідвідником, для запобігання потрапляння пари в конденсатопровід.
Висновки В результаті виконання курсового проекту з дисципліни «Технологічне обладнання підприємств м’ясного виробництва» було досконало вивчено технологію виробництва сосисок, проаналізовано існуючі та найбільш поширені лінії з виробництва сосисок, опрацьовано методику підбору обладнання та проведено розрахунки основних конструктивних елементів котла, що проектувався. В курсовій роботі наведені основні технічні характеристики спроектованого парового котла та правила його безпечної експлуатації.
Спроектований котел відповідає лінії з виробництва сосисок з продуктивністю 600 кг/год. Всі технологічні операції контролюються приладами автоматики. В потоковій лінії застосовані засоби автоматизації та механізації технологічного процесу. Потоково-механізована лінія спроможна виробляти сосиски, сардельки та варені структурно-однорідні ковбаси.
Перелік використаної літератури
1. Янушкін Н.П., Лагоша І.А. Технология мяса и мясопродуктов и оборудование мясокомбинатов. — М.:Пищепром, 2010 — 662с.
2. Бредихин С. А. и др. Технологическое оборудование мясокомбинатов. -М.: Колос, 2007;392с.
3. Шеляков О. П. Технологічне обладнання і холодильна техніка.-підручник. -К.: Вища школа, 2006;503с
4. Винникова Л. Г. Технология мяса и мясних продуктов. Учебник. — Киев: Фирма «ИНКОС», 2011. — 600 с.
5. Технологічне обладнання підприємств м’ясного виробництва. Методичні рекомендації щодо виконання курсового проекту для студентів спеціальностей: 7.91 707 «Технологія зберігання, консервування та переробки м’яса». — Полтава РВВ ПУСКУ, 2004. — 50с.
6. Пеляев А. И. и др. Тепловое оборудование колбасного производства.- М.: Пищевая промышленность, 2009.-384с.
7. Дорохин В. А., Шеляков О. П., Оберемок В. Н., и др. Курсовое проэктирование. Методические указания по выполнению графической части курсовых проэктов., 2009 — 120 с.