Корозія і захист кольорових металів та їх сплавів
Корозія бронзи Корозійна стійкість бронз досить висока, що зумовлено підвищеною термодінамічною стійкістю міді. Бронзи досить добре чинять опір впливу атмосферного повітря, газоподібних сполук вуглецю (крім ацетилену), органічних розчинників, спиртів, альдегідів, кетонів, прісної і морської води, але нестійкі до впливу аміаку і його солей, кислот, особливо азотної, пікринової, фтористоводневої… Читати ще >
Корозія і захист кольорових металів та їх сплавів (реферат, курсова, диплом, контрольна)
МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ АВІАЦІЙНИЙ УНІВЕРСИТЕТ
Інститут екологічної безпеки Кафедра хімії і хімічної технології
КУРСОВА РОБОТА з дисципліни «Корозія матеріалів»
на тему: «Корозія і захист кольорових металів та їх сплавів»
Київ 2012
РЕФЕРАТ Пояснювальна записка до курсової роботи 37 с., 1 табл., 4 рис., 7 джерел.
У курсовій роботі розглядається загальна характеристика кольорових металів на прикладі міді та її сплавів. Описані методи захисту від корозії кольорових металів.
КОРОЗІЯ, КОЛЬОРОВІ МЕТАЛИ, МІДЬ ТА ЇЇ СПЛАВИ, ЛАТУНЬ, БРОНЗА, ЗАХИСТ ВІД КОРОЗІЇ.
Зміст Вступ
1. Корозія металів та захист від неї
2. Мідь та її сплави
2.1 Латуні
2.2 Бронзи
3. Корозія кольорових металів та їх сплавів
2.3 Корозія латуні
2.4 Корозія бронзи
4. Захист від корозії кольорових металів
4.1 Основні принципи захисту металів від корозії хімічним шляхом
4.2 Оксидування кольорових металів
4.3 Захисні мастила
4.4 Інгібітори для чорних і кольорових металів Висновки Список використаної літератури
Вступ Всі метали і сплави, які в даний час вживаються в техніці, можна розділити на дві основні групи. До першої з них відносять чорні метали — залізо і всі його сплави, в яких воно складає основну частину. Цими сплавами є чавуни і сталі. В техніці часто використовують так звані леговані сталі. До них відносяться сталі, що містять хром, нікель, вольфрам, молібден, ванадій, кобальт, титан і інші метали. Іноді в леговані сталі входять 5−6 різних металів. Методом легування одержують різні цінні сталі, володіючі в одних випадках підвищеною міцністю, в інших — високою опірністю до стирання, в третіх — корозійною стійкістю, тобто здатністю не руйнуватися під дією зовнішнього середовища.
До другої групи відносять кольорові метали і їх сплави. Вони отримали таку назву тому що мають різне забарвлення. Наприклад, мідь світло-червона, нікель, олово, срібло — білі, свинець — голубувато-білий, золото — жовте. Із сплавів в практиці знайшли велике застосування: бронза — сплав міді з оловом і іншими металами, латунь — сплав міді з цинком, бабіт — сплав олова з сурмою і міддю і ін.
Цей розподіл на чорні і кольорові метали умовно.
Разом з чорними і кольоровими металами виділяють ще групу благородних металів: срібло, золото, платину, рутеній і деякі інші. Вони названі так тому що практично не окиснюються на повітрі навіть при підвищеній температурі і не руйнуються при дії на них розчинів кислот і лугів.
Кольорові метали мають цілу низку дуже цінних властивостей. Наприклад, високу теплопровідність (алюміній, мідь), дуже малу щільність (алюміній, магній), високу корозійну стійкість (титан, алюміній).
За технологією виготовлення заготовок і виробів кольорові сплави діляться на деформуючі і литі (іноді спечені).
Корозія сталі і кольорових металів принципово відрізняється від корозійних процесів в неметалевих будівельних матеріалах. Більшість так званих дорогоцінних металів, особливо сталь, більшою мірою схильні до корозії, ніж неметалеві матеріали.
Корозія кольорових металів і сплавів визивається в основному дією органічних кислот, які утворюються в мастилі при його окисненні, а також деяких присадок, які вводять в мастило з метою покращення, наприклад, антизадирних або інших експлуатаційних властивостей. Корозію визивають також неорганічні кислоти, які можуть попасти в мастило ззовні, наприклад, в двигунах внутрішнього згорання в результаті згорання палива, яке містить сірку. [1]
1. Корозія металів та захист від неї
Металічні метали — метали і сплави на основі металів, контактуючи з навколишнім середовищем (газоподібним або рідким), зазнають з тією чи іншою швидкістю руйнування. Причини цього руйнування полягають в хімічній взаємодії: метали вступають в окиснювально-відновлювальні реакції з речовинами, які знаходяться в навколишньому середовищі, й окиснюються.
Самовільне руйнування металів, що відбувається під хімічним впливом навколишнього середовища, називається корозією (від латинського corrodere — роз'їдати).
Особливо корозійно небезпечним може бути місце контакту двох різнорідних металів (контактна корозія). Між одним металом, наприклад, Zn, та іншим металом, наприклад, Sn або Cu, зануреним у воду, виникає гальванічна пара. Потік електронів іде від активнішого металу, що стоїть лівіше в ряду напруг (Zn), до менш активного металу (Sn, Cu) і активніший метал руйнується (кородує).
Катодна реакція корозії: О2 + 2Н2О + 4е = 4 ОН-;
Анодна реакція корозії: Zn = Zn2+ +2е-.
Катодна реакція корозії: 2H+ + 2e- = H2^;
Анодна реакція корозії: Zn = Zn2+ +2е-.
Саме через це іржавіє луджена поверхня консервних банок (залізо, покрите оловом) під час зберігання у вологій атмосфері й через недбале користування (залізо швидко руйнується після появи хоч невеликої подряпини, яка може контактувати з вологою). Навпаки, оцинкована поверхня залізного відра довго не іржавіє, оскільки навіть за наявності подряпин кородує не залізо, а цинк (активніший метал, ніж залізо).
Загальна маса металічних металів, які використовуються у вигляді різних виробів у світовому господарстві, дуже велика. Тому незважаючи на те, що звичайно швидкість корозії мала, щороку внаслідок корозії безповоротно втрачається величезна кількість металу. За орієнтовними підрахунками світова втрата металу виражається 20 мільйонів тонн на рік. Проте ще більша шкода пов’язана не з втратою металу, а з псуванням виробів, спричиненим корозією. Витрати на ремонт, або зміну деталей суден, автомобілів, апаратури хімічних виробництв, приладів у багато разів перевищують вартість металу, з якого її виготовлено. Нарешті, істотними бувають непрямі втрати, спричинені корозією. До них можна віднести, наприклад, витікання нафти або газів з трубопроводів, що зазнали корозії, псування харчових продуктів, втрату здоров’я, а іноді і життя людей у тих випадках, коли це викликано корозією. Отже, боротьба з корозією є дуже важливою народногосподарською проблемою. Через те на захист від корозії витрачають великі кошти.
Хімічна корозія має місце при безпосередній взаємодії металу з агресивними газами і рідинами:
Хімічна: Електрохімічна:
2Fe + 3Cl2 = 2FeCl3; Zn + 2HCl = ZnCl2 + H2;
3Fe + 2O2 = Fe3O4; Fe + H2SO4 = FeSO4 + H2.
Хімічна корозія протікає тим інтенсивніше, чим активніший метал, агресивне середовище і вища температура.
Під час електрохімічної корозії має місце перенесення електричних зарядів електронів, внаслідок цього протікають хімічні процеси окиснення-відновлення (гальванічний елемент). При цьому активний метал (відновник) знаходиться в контакті з менш активним металом чи сплавом (гальванічна пара) і розчину електроліту, в якому знаходиться окисник, і ту, в якому знаходиться окисник. 2]
Так, коли активний метал, наприклад цинк, забруднений домішками менш активних металів (залізо, мідь), контактує із слабо кислим електролітом, наприклад водним розчином кислотних оксидів, що є у повітрі, в розчин переходять катіони активного металу:
Zn2+ + 2е = Zn,
а електрони відновника перетікають до осередків з більш низьким значенням потенціалу (домішки менш активних металів) і знімається з поверхні металу йонами гідрогену (окисника), що є в розчині:
2Н+ + 2e = H2.
Сумарний процес корозії, який відбувається в даному гальванічному елементі виражається рівнянням:
Zn + 2H+ = Zn2+ + H2,
а сам гальванічний елемент можна передати схемою:
(-) Zn | Zn2+ (H2O) H+ | H2(Fe) (+).
У відсутності йонів гідрогену (в нейтральному середовищі) функцію окисника виконує розчинений у воді кисень (атмосферна корозія):
O2 + 2H2O + 4e = 4OH,
але цей процес в енергетичному плані менш вигідний, ніж відновлення йонів гідрогену, оскільки молекулярний кисень є хорошим окисником лише за високих температур, коли послаблюються зв’язки між атомами у молекулі.
Гальванічний елемент у випадку атмосферної корозії цинку можна передати схемою:
(-) Zn | Zn2+(H2O) OH ((| O2(Fe) (+),
а сумарний процес корозії (рівнянням:
2Zn + O2 + 2H2O = 2Zn (OH)2.
Електрохімічна корозія протікає тим інтенсивніше, чим більша різниця окисно-відновних потенціалів металів, що знаходяться в гальванічній парі більш агресивніше середовище і більша концентрація окисника в розчині електроліту, вища температура. Знаючи фактори, які сприяють корозії, можна розробляти наукові підходи до проблеми захисту металів від окиснення і руйнування. Ось деякі з них:
а) захист поверхні металу від контакту з агресивним середовищем шляхом нанесення металічних і неметалічних (мастила, лаки, фарби) покриттів, а також пасивування поверхні металу шляхом утворення на ній оксидних, карбідних, нітрид них та інших захисних плівок;
б) введення в активний метал легуючих домішок для зближення потенціалів або пасивування поверхні (створення сплавів з антикорозійними властивостями, наприклад, нержавіючих сталей);
в) електрозахист — зміна потенціалу поверхні активного металу від зовнішнього джерела струму, або протекторний захист (створення надійного контакту з більш активним металом, який буде руйнуватись);
г) зниження агресивності середовища (заміна на менш агресивне або введення інгібіторів (сполук, які сповільнюють прогрес окислення металу);
д) застосування надчистих металів (способи очищення: електрохімічне руйнування, зонна плавка та ін.);
е) заміна металів іншими хімічно стійкими конструкційними матеріалами;
є) розробка та впровадження ефективних низькотемпературних процесів.
2. Мідь та її сплави Мідь — метал червонувато-рожевого кольору, мідь менш тугоплавка, чим залізо, але має велику щільність. Мідь володіє хорошою технологічністю. Вона прокачується в тонкі листи, стрічку. З міді отримують тонкий дріт, мідь легко полірується, добре паяється і зварюється.
Технічно чиста мідь має високу пластичність і корозійну стійкість, високу електропровідність і теплопровідність (100% чиста мідь-еталон, та 65%-алюміній, 17%-залізо), а також стійкістю проти атмосферної корозії. Дозволяє використовувати її в якості покрівельного матеріалу відповідальних будівель. Механічні властивості міді у великій мірі залежать від її стану, і в меншій від змісту домішок. Недоліки міді: висока щільність, погана оброблюваність різанням і низька рідкотекучість.
Температура плавлення міді становить 1083 °C. Щільність міді - 8,94 г/см3. Завдяки високій пластичності мідь добре обробляється тиском (з міді можна зробити фольгу товщиною 0,02 мм), але погано піддається різанню.
На властивості міді великий вплив мають домішки: всі, крім срібла та берилію погіршують електропровідність.
Мідь маркують буквою М, після якої стоїть цифра. Чим більше цифра, тим більше в ній домішок. Найвища марка М00 — 99,99% міді, М4 — 99% міді.
У таблиці 1 міститься інформація за марками міді в залежності від чистоти згідно з ГОСТ 859–78.
Марка міді в залежності від чистоти Таблиця 2.1
Марка | МВЧк | M 00 | М0 | Ml | М2 | МОЗ | |
Зміст | 99,993 | 99,99 | 99,95 | 99,9 | 99,7 | 99,5 | |
Після позначення марки вказують спосіб виготовлення міді: к-катодна, б — безкиснева, р — розкислена. Мідь вогневого рафінування маркуванням не позначається.
М00к — технічно чиста катодна мідь, що містить не менше 99,99% міді і срібла. МОЗ — технічно чиста мідь вогневого рафінування, містить не менше 99,5% міді.
Мідь добувають з сульфідних та окислених руд, найбільш поширеною рудою є мідний колчедан (CuS FeS). Процес добування міді включає три основні операції:
1. збагачення мідної руди;
2. виплавка чорнової міді;
3. рафінування міді.
Враховуючи дуже малий вміст міді в рудах (1−2%), руду спочатку збагачують флотаційним способом. Розмелену руду змішують з флотаційними реагентами піноутворювачами та водою і продувають пульпу повітрям. Пухирці повітря прилипають до зерен рудних мінералів, спливають і утворюють піну, а пуста порода, яка добре змочується водою опускається на дно. Після фільтрації піни та просушки отримують концентрат з 10−35% міді. Збагачену руду піддають окислювальному випалу при температурі 600−900оС, що значно знижує кількість сірки. Після цього руда поступає в полум’яні печі, де відбувається дисоціація вищих сульфідів і карбонатів. Продукти дисоціації сплавляють між собою, утворюючи легкоплавкий сплав (штейн) з температурою плавлення 900−1150 оС і вмістом 10−60% Cu, 10−58% Fe, 22−25% S. Виплавка чорнової міді відбувається в конверторах продувкою штейна повітрям. На перших стадіях окисляється залізо:
2FeS + 3O2=2FeO + 2SO2
Окисел заліза в вигляді шлаку спливає на поверхню і зливається. Наступає другий період продувки:
2Cu2S + 3O2 = 2Cu2O + 2SO2
Закис міді розчиняється в розплаві та взаємодіє з напівсірчистою міддю з утворенням чорнової міді:
2Cu2O + Cu2S = 6Cu + SO2
Чорнова мідь має 98,5−99,5% Cu, 0,3−0,5% S, 0,3−0,5% Ni. Рафінування чорнової міді проводять вогневим (продувка розплаву повітрям та окислення домішок), або електролітичним способом за рахунок електролізу в водному розчині сірчаної кислоти та мідного купоросу. При проходженні струму анодні плити чорнової міді розчиняються і на катодах осаджується чиста електролітична мідь, а домішки випадають на дно ванни. 3]
Технічна мідь звичайної чистоти має 0,1−0,5% домішок (М1 — домішок -0,1%; М2, домішок — 0,3%; М3, домішок — 0,5%). Найбільш шкідливими домішками міді є вісмут і свинець. Вони майже нерозчинні в міді і утворюють легкоплавкі евтектики, які кристалізуються відповідно при 270 оС та 327 оС і тим самим викликають при нагріві червоноламкість міді (ефект спостерігається при вмісті Ві > 0,001% і Рв > 0,01%). Також негативну роль відіграє кисень, який знаходиться по границям зерен в вигляді евтектики Сu+Сu2О, що має температуру плавлення 1067 оС і не впливає на червоноламкість, але при підвищеній температурі в атмосфері водню можлива реакція відновлення міді з утворенням води.
Сu2О + Н2 = 2Сu + Н2О Пари води, викликаючи високий тиск всередині мікропустот і нещільностей, можуть викликати розриви та тріщини (воднева хвороба міді).
У вигляді конструкційних матеріалів, в основному, використовуються сплави міді, які підрозділяються на деформовані та литті. До першої групи відносяться сплави міді з цинком — латуні. Діаграма стану сплаву Сu-Zn дає в твердому стані утворення декількох фаз (діаграма складається з п’яти простих перитектичних діаграм). Практичне використання отримали сплави на основі б-твердого розчину Zn в Сu, так звані б — латуні та б+в — латуні (в — твердий розчин на основі з'єднання Сu-Zn). Практично використовуються сплави з вмістом цинку до 48−50%, при цьому б — латуні існують при концентрації цинку до 39% і є значно пластичніше за б+в — латуні. Максимальну пластичність мають сплави з 30% цинку (рис. 2.1).
Рис. 2.1. Механічні властивості сплавів Cu-Zn.
Перехід через межу однофазної області (39%) різко знижує пластичність. Максимальна міцність в-латуні 420МПа при відносно низькій пластичності (7%), тому на практиці використовують б-латуні або б+в-латуні. Висока пластичність дозволяє легко їх деформувати і отримувати прокат у вигляді листів складних профілів тощо. б-латуні містять не менше 61% міді. Латуні маркують буквою «Л», потім цифрою, що показує вміст міді в відсотках (Л62, Л68). Латунь з високим вмістом міді Л80 називається томпак, має колір золота і використовується для ювелірних та декоративних виробів. б+в-латуні містять 55−61% міді і широко використовуються для виготовлення різних деталей обробкою на токарних станках. Механічні властивості латуней не високі: для б-латуні ув= 300МПа, д = 40%, для у+в-латуні ув= 350МПа, д = 20%. Використовують також спеціальні латуні, в які крім цинку вводять інші легуючі елементи. Легуючі елементи позначаються буквою, з якої починається назва елементу, а після букви стоїть цифра, що показує вміст елементу в відсотках. Позначення елементів: О — олово, Ц — цинк, Мц — марганець, Жзалізо, Ф — фосфор, Б — берилій, Х — хром, А — алюміній, К — кремній. Наприклад: ЛО 77−1 — латунь олов’яна, 1% Sn, 77% Cu, залишок — Zn.
Зберігаючи позитивні якості міді (висока теплопровідність і електропровідність, корозійна стійкість і ін.), мідні сплави володіють хорошими механічними, технологічними і антифрикційними властивостями. Для легування мідних сплавів в основному використовують елементи, розчинні в міді: Zn, Sn, Al, Si, Be, Mn, Ni. Підвищуючи міцність мідних сплавів що легують, елементи практично не знижують свою пластичність, а деякі з них (Zn, Sn, Al) навпаки її збільшують. Висока пластичність — відмітна особливість мідних сплавів. По міцності мідні сплави поступаються сталі. За технологічними властивостями мідні сплави поділяються на ті, що деформуються (обробляються тиском); по здатності зміцнюватися за допомогою термічної обробки — на зміцнювані і незміцнювані термічною обробкою. За хімічним складом мідні сплави поділяються на дві основні групи: латунь і бронза.
2.1 Латуні
Латуні - сплави міді з цинком (до 50% Zn) і невеликими добавками алюмінію, кремнію, свинцю, нікелю, марганцю (ГОСТ 15 527−70, ГОСТ 17 711–80). Мідні сплави, призначені для виготовлення деталей методами лиття, називають ливарними, а сплави, призначені для виготовлення деталей пластичним деформуванням — сплавами, оброблюваними тиском.
Латуні дешевше міді і перевершують її по міцності, в’язкості і корозійної стійкості. Володіють гарними ливарними властивостями.
Латуні застосовуються в основному для виготовлення деталей штампуванням, витяжкою, розкочуванням, зігненням, тобто процесами, які вимагають високої пластичності матеріалу заготовки. З латуні виготовляються гільзи різних боєприпасів.
В залежності від числа компонентів розрізняють прості (подвійні) і спеціальні (багатокомпонентні) латуні.
Прості латуні містять тільки Cu і Zn.
Спеціальні латуні містять від 1 до 8% різних легуючих елементів (Л.Е.), що підвищують механічні властивості і корозійну стійкість.
Al, Mn, Ni підвищують механічні властивості і корозійну стійкість латуней. Крем’янисті латуні мають гарну рідкотекучість і зварюваність. 4]
2.2 Бронзи Бронзи — це сплави міді з оловом (4−33% Sn), свинцем (до 30% Pb), алюмінієм (5−11% AL), кремнієм (4−5% Si), сурмою, фосфором та іншими елементами.
Бронзи — це сплави міді, в яких цинк не є основним легуючим елементом. Бронзи відрізняються високою корозійною стійкістю і антифрикційними властивостями. З них виготовляють вкладиші підшипників ковзання, вінці черв’ячних зубчастих коліс і інші деталі.
Високі ливарні властивості деяких бронз дозволяють використовувати їх для виготовлення художніх виробів, пам’ятників, дзвонів.
За хімічним складом бронзи поділяються на олов’яні і без олов’яні (спеціальні).
Олов’яні бронзи мають високі механічні, ливарні, антифрикційні властивості, корозійну стійкість, оброблюваність різанням, але мають обмежене застосування через дефіцитність та високу ціну олова.
Спеціальні бронзи не тільки служать замінниками олов’яних бронз, а й у ряді випадків перевершують їх за своїми механічними, антикорозійними і технологічним властивостям.
Алюмінієві бронзи містять 5−11% алюмінію. Мають більш високі механічні та антифрикційні властивості, ніж в олов’яних бронз, але ливарні властивості - нижчі. Для підвищення механічних і антикорозійних властивостей вводять залізо, марганець, нікель (наприклад, БрАЖ9−4). З цих бронз виготовляють різні втулки.
Берилієві бронзи містять 1,8−2,3% берилію відрізняються високою твердістю, зносостійкістю і пружністю (наприклад, БрБ2, БрБМН1, 7). Їх застосовують для пружин в приладах, які працюють в агресивному середовищі.
Крем’янисті бронзи — 3−4% кремнію, леговані нікелем, марганцем, цинком за механічними властивостями наближаються до сталей.
Свинцюваті бронзи містять 30% свинцю, є гарними антифрикційними сплавами і застосовуються для виготовлення підшипників ковзання. 4]
3. Корозія кольорових металів та їх сплавів Корозія кольорових металів та їх сплавів спричиняється в основному дією органічних кислот, які утворюються в мастилі при його окисненні, а також деяких присадок, що вводяться в мастило з метою поліпшення, наприклад, антизадирних або інших експлуатаційних властивостей. Корозію викликають також неорганічні кислоти, які можуть потрапити в мастило ззовні, наприклад, у двигунах внутрішнього згорання в результаті згорання палива, що містить сірку.
Задачу для запобігання корозії кольорових металів зазвичай вирішують шляхом використання мастильно-охолоджуючих рідин, які містять невелику кількість вільної сірки, або не містять її взагалі.
Іншим видом корозії кольорових металів є воднева хвороба, пов’язана з появою і розвитком пористості під дією водяної пари, що утворилися при хімічній взаємодії водню з окисними включеннями, а також з розчиненим у металі киснем.
Однак присадки з активною сіркою можуть викликати корозію кольорових металів і сплавів, зокрема, підшипників ковзання та підшипників кочення з бронзовими сепараторами, тому масла з такими присадками слід застосовувати з обережністю.
У практиці машин слід відрізняти корозію чорних металів від корозії кольорових металів і сплавів. Обидва ці види корозії зазвичай викликаються різними причинами.
При регулюванні кількості газу, що не містить агресивних речовин, здатних викликати корозію кольорових металів, а також якщо статичний тиск газу Я2 не менше 11 кг/см2, як робочої речовини для приводу регулюючого клапана, використовується даний газ. Якщо ж газ, що піддається регулюванню, агресивний, то в якості робочої речовини використовується чисте сухе повітря, що отримується від спеціальних компресорних установок малої потужності. Повітря подається по трубці, яка в цьому випадку не зв’язується з газопроводом.
Однак застосування сірки в такому вигляді було залишене після 40-х років внаслідок корозії кольорових металів і підвищеного зносу сталі. Специфікація США (MIL-205) і Англії (CS — 275S) на трансмісійні масла для гіпоїдних передач вимагає відсутності потемніння мідної пластинки при нагріванні її протягом однієї години. В даний час широко застосовуються сполуки, що містять неактивну сірку і витримують вказане випробування. Для можливості утворення такої плівки атоми сірки повинні бути достатньо реакційноздатними.
Одним із безперечних приводів для занепокоєння при використанні даного методу є вплив амінів на інгібування корозії кольорових металів, і особливо міді.
Вода і обезводнене паливо надають корозійну дію переважно на сталеві деталі паливної системи. Вода в більшості випадків корозію кольорових металів не викликає. 2]
3.1 Корозія міді в природних водах Мідь є стійкою в морській воді, швидкість її корозії в спокійній воді приблизно дорівнює 5−10 мг/дм2 доби і дещо вище в рухомій воді. Мідь — одна з дуже небагатьох металів, яка не обростає дрібними морськими організмами, так як при звичайних швидкостях корозії утворюється достатня концентрація іонів міді і поверхня металу стає для них токсичною.
У морській воді і в прісних водах корозійна стійкість залежить від наявності на поверхні окисної плівки, через яку повинен дифундувати кисень, щоб корозія могла продовжуватися. Плівка легко порушується при високій швидкості руху води або розчиняється в присутності вуглекислоти або органічних кислот, які знаходяться в деяких прісних водах або грунтах. Це призводить до досить високої швидкості корозії. Наприклад, було виявлено, що в Мічигані гаряча вода з високою концентрацією NaНСО3 завдяки пом’якшенню її цеолітом викликає наскрізну корозію мідної труби протягом від до років. Та ж не пом’якшена вода, була не така агресивна, так як на поверхні металу утворилася захисна плівка СаСО3, що містить новелу кількість силікату.
Незважаючи на те що мідь у воді стійка, вода, що містить вугільну або інші кислоти, може викликати корозію міді або сплавів на мідній основі. Корозія настільки значна, що концентрація міді у воді стає достатньою, щоб під її впливом утворилися сині плями на підвісках в гальванічному цеху, збільшилася швидкість корозії заліза, оцинкованої сталі або алюмінію. Прискорена корозія в цьому випадку викликається реакцією заміщення, при якій металева мідь виділяється на основному металі, утворюючи численні невеликі гальванічні елементи. Обробка кислих вод або вод з негативним індексом насичення вапном або силікатом натрію зменшує швидкість корозії.
Алюміній є винятком, він дуже чутливий до надзвичайно малих кількостей Сu2+ в розчині. Звичайна обробка води не може зменшити змісту Сu2+ до безпечного рівня.
Усунути шкідливий вплив забруднення води Сu2+ можна, покриваючи внутрішню поверхню мідних трубок оловом. Щоб уникнути прискореного роз'їдання міді на незахищених ділянках, покриття повинні бути безпористі, так як олово катодно по відношенню до міді.
Мідь є зазвичай конструкційним металом, з якого виготовляють трубопроводи для транспортування морської м’ягкої і твердої води, холодної і гарячої. У водах з гарною провідністю може виникати корозія типу пітинга, якщо на поверхні міді накопичується бруд або іржа з інших частин системи. Утворюються елементи диференціальної аерації, доповнені в деяких випадках впливом турбулентного потоку. Він викликає ударну корозію, яку іноді називають корозією, викликану осадом. Періодична очистка трубопроводу зазвичай попереджає це руйнування.
Навіть і на вільній від опадів поверхні міді в водах деяких складів іноді утворюється пітинг, на який може впливати спосіб виробництва труб. З цієї точки зору Кемпбелл класифікує прісні води, агресивні по відношенню до міді, на дві категорії і описує випробування, за допомогою яких можна визначити здатність даної води викликати пітинг. В одній групі знаходяться м’ягкі води, що містять невеликі кількості солей марганцю. Кемпбелл помітив, що в таких водах пітинг зазвичай з’являється на самих гарячих частинах системи. Продуктами корозії, що утворилися всередині пітингу, є Сu2О і невелика кількість хлориду. У продуктах корозії, що мають вид пагорбів навколо пітингів, міститься, ймовірно, основний сульфат міді. Поверхня труби покрита чорною окалиною, багатої окислом марганцю. В іншій групі знаходяться жорсткі або помірно жорсткі води. У них пітинг зазвичай утворюється на холодних частинах системи. Виразки в цьому випадку містять більше хлористої міді, ніж при пітингу у м’якій воді, і пагорбок складається головним чином з карбонату міді. Плямиста зелена окалина на поверхні переважно складається з СаСО3, під якою знаходиться шар вугілля та іноді плівка Сu2О. Плівка вугілля утворюється в результаті часткового вигорання залишку мастила, яке застосовується при протяжці труби, або ж зі смолистих або пекових наповнювачів, які використовуються при холодному згинанні труб. Шар закису міді виникає при виробництві труб під час відпалу в неправильних умовах. При відсутності шару вугілля або плівки Сu2О пітинг в жорсткій воді спостерігається рідко.
Деякі води, в яких повинен очікуватися піттинг через випадки, описані вище, не є агресивними. Поверхневі води містять природний, ймовірно органічний, інгібітор, який відсутній у водах з глибоких колодязів і в водах, які були піддані хімічному освітленню.
Більшість властивостей цього інгібітора досліджені, але їх природа не встановлена. Підсумовуючи вище сказане, можна зробити наступний висновок. Мідь стійка проти корозії:
1) в морській воді;
2) у прісних водах, гарячій і холодній. Мідь особливо придатна для транспортування м’ягких вод з високим вмістом розчиненого О2 і невеликим вмістом вуглекислоти та солей марганцю;
3) в деаерованих гарячих і холодних розведених розчинах Н2SО4, Н3РО4, оцтової кислоти та інших неокислювальних кислотах;
4) в атмосфері.
Мідь не стійка проти корозії:
1) в окиснювальних кислотах, наприклад НNО3, гарячої концентрованої Н2SО4 і в аерованих неокислювальних кислотах (включаючи вуглекислоту);
2) у NН4ОН (містить 02), так як утворюється комплексний іон Сu (NН3). Мідь не стійка в амінах. Ці сполуки викликають корозійне розтріскування під напругою деяких мідних сплавів, чутливих до цього виду руйнування;
3) в аерованих водах і водних розчинах, що рухаються з великою швидкістю. У агресивних водах (з високим вмістом О2 і СО2 і низьким Са2+ і Мg2+). Швидкість руху потрібно підтримувати нижче 1,22 м/сек. У менш агресивних водах при температурі до 65 °C допустима швидкість руху до 2,44 м/сек;
4) у розчинах окиснювальних солей важких металів, наприклад FеС13, Fe2(SО4)3;
5) у Н2S, S і деяких сполуках сірки.
3.2 Корозія латуні
Як зазначалося вище, латуні поділяються на прості і складні, або спеціальні. Прості латуні - це сплави міді з цинком. Складні латуні, крім міді і цинку, містять добавки олова, алюмінію, нікелю, марганцю та ін.
Спеціальні латуні значно стійкіші проти корозії, ніж прості латуні: останні порівняно мало використовуються в хімічному машинобудуванні в якості хімічно стійких конструкційних матеріалів.
Корозія латуні в атмосфері, не забрудненої агресивними газами та іншими домішками (сільська місцевість), незначна і різко зростає при наявності в повітрі домішок сірчистого газу, аміаку, хлору, оксидів азоту. У морській воді глибина корозії латуні становить 0,04 — 0,06 мм/рік. Найбільш агресивними середовищами для латуні є розчини окислюваних кислот, аміаку, солей ртуті, міді, тривалентного заліза. Характерними видами корозії латуні є: обезцинкування і розтріскування. Обезцинкування характерне для простих латуней. Воно спостерігається в нейтральних, а також в слабокислих розчинах і полягає в тому, що цинк переходить в розчин більш інтенсивно, ніж мідь, і сплав збагачується міддю. Нагромаджені в розчині іони міді можуть вдруге осідати на катодних ділянках латуні у вигляді пухкої губчастої маси. Механічно міцна латунь перетворюється в пухку мідь. Для запобігання обезцинкуванню в латунь вводять 0,02% Аs.
Найбільш часто обезцинкування спостерігається при впливі на латунь розчинів, що містять іон хлору. Латуні, що мають менше 20% цинку, не схильні до обезцинкування. Легування латуні кількома сотими частками миш’яку запобігає обезцинкуванню.
Латуні, що містять більше 8−10% Zn, схильні також до особливого виду руйнувань — розтріскуванню. Найчастіше розтріскування спостерігається у тонкостінних штампованих виробах і у литих невідпалених деталях. Встановлено, що причиною розтріскування є наявність внутрішньої напруги в холоднодеформованій латуні.
З практики відомо, що латуні схильні до корозійного розтріскування при впливі слабких розчинів чи парів аміаку, а також розчинів ртутних солей, сірчистого газу і розчинів лугів у присутності окиснювачів.
Щоб уникнути зазначеного явища рекомендується для зняття напружень віджигати деталі з латуні при 200−400 °С протягом декількох годин. Фізико-механічні властивості латуні при цьому не погіршуються.
За всіх умов не рекомендується застосовувати вироби з латуні в атмосфері, забрудненої аміаком або його сполуками. Однак наявність в повітрі вуглекислого газу і кислотних парів зменшує дію аміаку.
Зі спеціальних латуней слід відмітити нікелеві латуні, які мають склад: 12−14% Ni, 26−30% Zn і 56−62% Сu. Ці латуні належать до потрійних б-розчинів, вони мають високий опір до корозії в розчинах солей, лугів і значно стійкіші бронз в кислотах, що не є окиснювачами. Хімічна стійкість нікелевих латуней може бути підвищена за допомогою попередньої пасивації шляхом занурення в 50%-ву азотну кислоту.
Для виготовлення теплохімічних апаратів найчастіше застосовуються латуні марок ЛМЦ 58−2 із вмістом марганцю 1−2% і ЛО 70−1 із вмістом олова 1−1,5%.
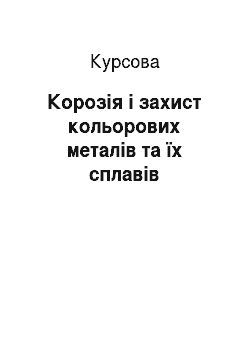
Латунь ЛО 70−1 стійка в морській воді, тому її називають «морською латунню» і «адміралтейським металом». Цей сплав широко застосовується для трубок конденсаторів.
На рис. 2.1. представлена залежність швидкості корозії «адміралтейського металу» від температури в 3%-му розчині хлористого натрію при змінному зануренні. Підвищення температури на 20 °C приблизно вдвічі збільшує швидкість корозії. 5]
Рис. 2.1. Вплив температури на швидкість корозії адміралтейського металу в 3%-ву розчині хлористого натрія.
Крем’янисті латуні, що містять не більше 1% Si при 20% Zn (для збереження потрійного твердого розчину), мають гарні механічні та технологічні властивості.
Свинець покращує обробку простих латуней (при 30 — 35%-му вмісті цинку сплав настільки в’язкий, що різання його ускладнене), проте свинцеві латуні багатофазні і не володіють корозійною стійкістю.
3.3 Корозія бронзи Корозійна стійкість бронз досить висока, що зумовлено підвищеною термодінамічною стійкістю міді. Бронзи досить добре чинять опір впливу атмосферного повітря, газоподібних сполук вуглецю (крім ацетилену), органічних розчинників, спиртів, альдегідів, кетонів, прісної і морської води, але нестійкі до впливу аміаку і його солей, кислот, особливо азотної, пікринової, фтористоводневої, соляної, хромової, галогенів, розчинів сульфідів і солей ртуті. При високих температуpax бронзи схильні до корозії при дії кисню, сірки та її окислів, сірководню, фосфору, галогенів. Легування міді алюмінієм, берилієм або магнієм сильно підвищує стійкість бронз проти газової корозії, а миш’яком, хромом і церієм зменшує цю стійкість. Бронзи стійкі по відношенню до водню, якщо не містять кисню у твердому розчині або у вигляді оксидів, здатних відновлюватися воднем в процесі його дифузії в сплав при підвищених температуpax. Поперемінний вплив кисню і водню може призвести до крихкості бронз.
Легування міді алюмінієм і берилієм покращує стійкість по відношенню до дії сірки та її сполук, а легування нікелем — погіршує. Загальна висока корозійна стійкість бронз дозволяє застосовувати їх в переважній більшості випадків без захисних покриттів або інших методів захисту від корозії. Чиста мідь не схильна до корозійного розтріскування; легування її корозійно-нестійкими елементами може призвести до розтріскування сплаву в середовищах, які активно впливають на даний елемент (при наявності в поверхневих шарах сплаву розтягуючих напруг достатньої величини). Зі збільшенням ступеня легування схильність до розтріскування підвищується. Алюмінієві бронзи схильні до розтріскування в аміачному середовищі. Сплави міді з марганцем (20% і більше) досить схильні до розтріскування при впливі сірчистого газу, оксидів азоту і розчинів азотнокислої ртуті, а олов’яні бронзи — в розчинах ртутних солей. Чисті мідно-нікелеві сплави не схильні до корозійного розтріскування.
хімічний корозія кольоровий метал
4. Захист від корозії кольорових металів
4.1 Основні принципи захисту металів від корозії хімічним шляхом Захист металів від корозії хімічним шляхом полягає в створенні на них захисної плівки шляхом хімічної або електрохімічної реакції на їх поверхні. Утворені плівки мають в більшості випадків більшу корозійну стійкість ніж основний метал. Крім корозійної стійкості, такі плівки мають відповідати наступним вимогам: вони повинні бути суцільними, механічно міцними, непроникними, вони також повинні мати хороше зчеплення з основним металом.
Утворення плівки може відбуватися і природним шляхом, однак така плівка здебільшого не відповідає повністю вище згаданим вимогам. Сучасна техніка дозволяє створювати штучні захисні плівки як на чорних, так і кольорових металах, надаючи їм необхідні властивості. За способом утворення плівки можна розділити на електрохімічні, які одержують в результаті анодної обробки поверхні металів, і на хімічні, які виникають здебільшого в результаті впливу газоподібних або рідких середовищ.
Склад плівок може бути різним, але найбільш широко розповсюджені окисні і фосфатні плівки.
Процес одержання окисних плівок називається оксидуванням, а відповідний процес отримання фосфатних плівок — фосфатуванням. З метою захисту від корозії хімічної апаратури в середовищах, характерних для хімічної промисловості, методи захисту, що розглядаються не є ефективними внаслідок незначної захисної здатності таких плівок. Їх головне призначення в даний час — захист металів від атмосферної корозії та інших слабоагресивних середовищ.
Слід також врахувати, що вибір захисної плівки визначається не тільки агресивністю середовища, а й умовами експлуатації деталей. Наприклад, фосфатну плівку не можна застосовувати в умовах стирання, так як при цьому сильно підвищується коефіцієнт тертя між елементами пари, яка треться. 2]
4.2 Оксидування кольорових металів Методи оксидування кольорових металів і сплавів використовуються головним чином для алюмінія, магнія та їх сплавів, у меншій мірі для міді і мідних сплавів. Плівки утворюються хімічним або електрохімічним шляхом.
Хімічне оксидування алюмінію та алюмінієвих сплавів полягає в їх обробці в розчинах, основними компонентами яких є луги та хромати лужних металів. Товщина плівки дорівнює 0,5−1 мк.
Вироби після відповідної підготовки оксидуються в наступному розчині: на 1 л води беруть 50 г кальцинованої соди, 15 г хромовокислого натрію, 2−2,5 м їдкого натра. Температура 80−100 °С. Тривалість процесу 20−25 хв.
Отримані плівки, однак, не володіють достатніми захисними властивостями. Подальша обробка окисної плівки розчином хромового ангідриду трохи підвищує ці властивості.
Більш ефективним методом оксидування алюмінію та алюмінієвих сплавів є електрохімічний метод (так зване анодування).
Захищений метал поміщають в розчин електроліта в якості анода; при пропусканні через розчин постійного струму I анод окиснюється.
Анодна обробка металів дозволяє отримати порівняно товсті плівки окису алюмінію на алюмінії і алюмінієвих сплавах. У той час як природна захисна плівка на алюмінії має товщину, яка обчислюється десятками ангстрем, на анодованих деталях вона досягає товщини до 250 мк.
Механізм анодування алюмінію і закономірності росту окисної плівки в цьому процесі досліджений Н. Д. Томашовим і його співробітниками.
Будова анодної плівки і її ріст при анодуванні алюмінію в сірчаній кислоті згідно зі схемою, запропонованою Н. Д. Томашовим можна, представити в наступному вигляді (рис 4.1).
Рис 4.1. Схема структури анодної окисної плівки і механізм її росту (Н. Д. Томашов).
На зовнішній поверхні металу — порівняно товста, (до 100 мк і вище) пориста плівка. Під нею тонка (0,01−0,1 мк) суцільна плівка. У тонкій плівці за рахунок руху в електричному полі іонів А13+ (від металу) і іонів кисню О2-(від розчина) утворюється А12О3.
В результаті розчинної дії кислого електроліту суцільна плівка з зовнішнього боку перетворюється в пористу (схема з права).
Під пористою плівкою, за припущенням Н. Д. Томашова, знову з’являється суцільна плівка, а зовнішня пориста плівка в процесі анодування поступово потовщується. Ріст плівки і її товщина залежать від методів анодування. Анодування може проводитися в 3%-му розчині хромової кислоти (температура розчину 40 °C, густина струму 0,3 а/дм2, напруга підіймається поступово від 0 до 40 в в продовж 15 хв., тривалість процесу 35 хв.).
Більш простим методом оксидування алюмінію є сірчанокислотний. Сірчанокислотне оксидування проводиться в розчині сірчаної кислоти 180−200 г на 1 л води. Температура 16−25 °С, густина струму 2а/дм2, напруга 10−20 в, тривалість процесу 20−30 хв.
Існує ще один спосіб лужно-кислотного оксидування та ряд інших.
В останній час при анодуванні замість постійного струму, який використовувався, починають використовувати перемінний струм низької напруги.
Анодні окисні плівки володіють високою адсорбційною здатністю. Ця властивість широко використовується для збільшення захисних властивостей плівок, шляхом їх штучного наповнення пасивуючими речовинами (водні розчини біхромату). Також значно збільшується корозійна дія плівок при їх наповненні гідрофобними речовинами типу воску, парафіну і т. д.
Оксидуванням міді і її сплавів можна також отримати на їх поверхні окисні плівки різної товщини.
Найбільш ефективним методом оксидування міді, бронзи, латуні та інших мідних сплавів є лужноперсульфатний.
Оксидування відбувається в розчині наступного складу: їдкий натр 50 г, персульфат калію 12−15 г, вода 1 л, температура 60−65 °С, тривалість процесу 5−10 хв. Товщина плівки, яка утворюється, залежить від умов і режиму оксидування (рис. 4.2). Анодування міді та її сплавів відбувається у концентрованому водному розчині лугу. Спочатку на поверхні металу утворюється суцільна тонка плівка закису міді, а потім плівка окису міді. Для анодного оксидування міді та її сплавів застосовують розчин їдкого натру (100−200 г на 1 л води). Процес оксидування відбувається при температурі 90−100 °С, напрузі 2−6 в, густині струму 2−10 а/дм2; тривалість процесу 10−15 хв.
Рис. 4.2. Ріст окисної плівки при обробці міді 5%-вим розчином NaOH, який містить 1% персульфата калію, при температурі 70 °C.
4.3 Захисні мастила Металічні вироби можуть також піддаватися корозії під час їх зберігання і транспортування. Ефективним способом боротьби з корозією в цих умовах є використання різних мастил.
Мастило також часто використовують для захисту механізмів та їх деталей при роботі на відкритому повітрі (будівельні машини, шестерні, ланцюги, троси на підйомних кранах і т. д.).
Мастило повинне задовольняти вимоги, які пред’являють до більшості покриттів (хімічна стійкість мастила, відсутність взаємодії мастила з металом, який захищається, опір проникненню вологи та повітря, достатня зчепляємість між металом і мастилом). Крім того, мастило повинно мати достатню в’язкість, щоб воно не стікало навіть у літній час. До деяких мастил (тимчасових) пред’являється також вимога легкості її видалення.
Велике значення має сила зчеплення між металом і мастилом.
Згідно прийнятої теорії на зчеплення дуже впливають полярні молекули, які присутні в мастилі. Ці молекули, орієнтуючись на поверхні металу в певному напрямку, тобто активними кінцями у напрямку до його поверхні, прагнуть до такого стану, що має відповідати мінімуму потенційної енергії. При цьому відбувається взаємне насичення неврівноважених силових полів, що супроводжується виділенням теплоти.
Виходячи з цього в мастила зазвичай вводять різні добавки, що збільшують сили зчеплення між мастилом і металом.
В більшості випадків основою для антикорозійних мастил служать мінеральні масла; присадками служать інертні згущувачі типу церезину, парафіну та інші, а також мила (резинати, олеат, стеарати).
Захисні властивості мастил в значній мірі залежать від їх суцільності.
Однак є вказівки, що на деталях з безпористим шаром мазки також спостерігається корозія. Слід вважати, що в цьому випадку під мастилом утворюється водна фаза. Цьому сприяють коливання температури. Тому у складських приміщеннях слід підтримувати постійну температуру і невисоку вологість.
Мастильні матеріали не повинні містити води і не повинні мати схильність до утворення вільних органічних кислот. Реакція мастил повинна бути нейтральна. Мастила тимчасові - зазвичай рідкі, оливи довготривалого захисту — консистентні.
До нанесення мастила необхідно ретельно очистити поверхню металу.
Прикладом застосовуваних антикорозійних мастил може служити мастило для сталевих деталей із вмістом 75% масел — машинного С і циліндрового 2 (у співвідношенні 1:1), 5% каніфолі і 20% технічного вазеліну.
Гарні результати також дають так звані емульсійні мастила. 6]
4.4 Інгібітори для чорних і кольорових металів Одночасний захист чорних і кольорових металів пов’язаний з великими труднощами, тому що важко знайти такі сполуки, які б захищали ряд металів. З усіх сполук, що володіють універсальними пасивуючими властивостями, до останнього часу відомі були лише хромати. Однак вони є токсичними і, крім того, не відносяться до летючих сполук.
Пізніше вдалося створити великий клас оригінальних вітчизняних інгібіторів, які відносяться до летючих сполук (Р = 10-6/10-7 мм рт. ст.) і відрізняються універсальними захистними властивостями, тобто здатністю одночасно захищати і чорні, і кольорові метали.
Ці універсальні летючі інгібітори відносяться до класу нітроі динітробензоатів. Відмінною рисою є наявність в їх складі функціональних груп, що захищають чорні і кольорові метали, висока окиснювальна здатність та наявність органічних катіонів, які легко адсорбуються на поверхні різних металів.
Високі захисні властивості нітробензоатів підтверджені результатами їх випробувань на кораблі, який плавав в тропічних районах. Все це дало підставу рекомендувати їх промисловості для використання в якості засобів протикорозійного захисту. Промислові випробування показали, що нітробензойні солі амінів добре захищають від корозії важкі вироби, які виготовлені із великої кількості чорних і кольорових металів, не надаючи шкідливого впливу на різноманітні неметалічні матеріали.
Окрім інгібіторів, які відносяться до класу солей нітробензойної і динітробензойної кислот, останнім часом вивчають з метою пошуку інгібіторів і інші класи сполук. Зокрема, обнадійливі результати отримані з ароматичними оксинітросполуками, а також сполуками нафталінового ряду. В деяких роботах повідомляється про наявність захисних властивостей у моно-, диі тринітрофенолятів натрію по відношенню до сталей та інших металів. Передбачається, що захисна здатність нітрофенолятів обумовлена хемосорбцією. При цьому карбонільні групи виступають в якості донорів електронів. Окрім того, можлива пасивація за рахунок струмів відновлення нітрогрупи. Всі ці сполуки поки що є об'єктами лабораторних випробувань і не отримали промислового використання.
Також проводились неодноразові спроби використати в якості універсальних летучих інгібіторів етери хромової кислоти, проте зважаючи на нестабільність вони виявилися мало ефективними для тривалого захисту.
В роботах Левіна повідомляється про позитивні результати, які були одержані при використанні в якості інгібітора атмосферної корозії для кольорових металів хроматів циклогексиламіна і дициклогексиламіна. Ці інгібітори наносять безпосередньо на метал або просочують ними папір, в який загортають виріб. Зважаючи на те, що ці сполуки мають низький тиск парів, їх ефективність в папері невелика. Більш ефективно вони захищають метал від корозії при безпосередньому нанесенні на поверхню виробу. Тому їх слід віднести швидше до контактних інгібіторів, захисні властивості яких залежать в певній мірі від того, наскільки вдається зберегти контакт інгібітору з поверхнею метала.
У зв’язку з цим слід згадати про іншу сполуку, яка також діє, в основному за контактним механізмом — це бензтриазол С6Н5N3. Ця сполука запропонована англійським дослідником Котоном для захисту від корозії міді. Механізм її дії пов’язаний з утворенням нерозчинного комплексу міді. Вона протягом ряду років використовується у вигляді інгібованого паперу для захисту від корозії мідних сплавів в процесі їх транспортування і збереження. [7]
Висновок Майже всі метали, зіткнувшись з навколишнім, газоподібним чи рідким середовищем, більш-менш швидко піддаються руйнуванню з поверхні. Причиною цього є хімічна взаємодія металів з газами, що знаходяться у повітрі, а також водою і розчиненими в ній речовинами.
Будь-який процес хімічного руйнування металів під дією навколишнього середовища називають корозією.
Корозія кольорових металів та їх сплавів спричиняється в основному дією органічних кислот, які утворюються в мастилі при його окисненні, а також деяких присадок, що вводяться в мастило з метою поліпшення, наприклад, антизадирних або інших експлуатаційних властивостей. Корозію викликають також неорганічні кислоти, які можуть потрапити в мастило ззовні, наприклад, у двигунах внутрішнього згорання в результаті згорання палива, що містить сірку.
Мідь і мідні сплави широко застосовуються в якості конструкційних матеріалів, стійких проти корозії в ряді агресивних середовищ.
Властивості міді в значній мірі залежать від характеру механічної та термічної обробки, а також від наявності в ній домішок.
Мідь має порівняно низькі механічні властивості, а також несприятливі ливарні властивості; корозійна стійкість міді в ряді випадків недостатня. Тому більш широке застосування знайшли мідні сплави. До числа важливих конструкційних мідних сплавів відносяться бронзи і латуні. Найбільше поширення в якості антикорозійних матеріалів отримали бронзи.
Способи боротьби з корозією надзвичайно різноманітні. Задачу для запобігання корозії кольорових металів зазвичай вирішують шляхом використання мастильно-охолоджуючих рідин, які містять невелику кількість вільної сірки, або не містять її взагалі.
Основними способами захисту кольорових металів від корозії є: зміна хімічного складу сплаву (легування), зміна агресивного середовища, ізоляція металовиробу віл агресивного середовища, електрохімічний (протекторний) захист.
Легування найбільш надійно захищає метали від корозії. На поверхні легованих сталей утворюються суцільні оксидні плівки, які захищають вироби від руйнування. Легують сталі хромом, нікелем. Іноді додають інші елементи (титан). Леговані сталі з успіхом використовують в хімічній промисловості, в умовах дії механічних напруг. Проте леговані сталі дорого коштують і їх не завжди можна використовувати.
Література
1. Сахненко М. Д., Ведь М. В., Ярошок Т. П. Основи теорії корозії та захисту металів. — Харків: НТУ «ХПІ», 2005. — 240с.
2. Жук Н. П. Курс коррозии и защиты металлов. — М.: Металлургия, 1976. — 472с.
3. Коррозия. Справочное издание / Под ред. Л. Л. Шрайера. Перевод с англ./. — М.: Металлургия, 1981. — 632с.
4. Колач Б. А., Ліванов В.А., Єлагін В.І. Металознавство і термічна обробка кольорових металів і сплавів. — М.: Металургія, 1981. — 416с
5. Клинов И. Я. Коррозия химической аппаратуры и коррозионностойкие материалы. — М.: Машгиз, 1954.-407с.
6. Томашов Н. Д. Теория коррозии и защиты метал лов. — М.: Изд. АНСССР, 1959.-599с.
7. Розенфельд И. Л. Ингибиторы коррозии. — М.: Химия, 1977.-350с.