Точність обробки деталей.
Умови взаємозамінності деталей.
Шорсткість поверхні деревини
На якість поверхні деревних матеріалів, як правило, основний вплив мають найвищі нерівності. Тому для нормування шорсткості поверхні деревини і деревних матеріалів ГОСТ 7016–82 дозволяє користуватись не тільки одним з трьох висотних параметрів, а й усіма трьома параметрами разом, а також додатковим параметром Sz. Параметр Rzmax (рис. 4) являє собою середнє арифметичне найвищих нерівностей Нmax… Читати ще >
Точність обробки деталей. Умови взаємозамінності деталей. Шорсткість поверхні деревини (реферат, курсова, диплом, контрольна)
РЕФЕРАТ.
на тему:
Точність обробки деталей. Умови взаємозамінності деталей. Шорсткість поверхні деревини.
Точність обробки деталей.
Умови взаємозамінності деталей.
Шорсткість поверхні деревини Незважаючи на те що всі деталі будь-якого виробу виготовляються згідно з кресленням і мають відповідати йому за розмірами і формою, для деяких з них допущені відхилення. Під точністю обробки розуміють ступінь відповідності виготовленої деталі заданій. Точність обробки деталей характеризується:
точністю форми (ступенем відповідності форми окремих частин деталі та взаємного розміщення їх заданному на кресленні);
точністю розмірів (ступенем відповідності дійсних розмірів окремих частин поверхні деталі розмірам, заданим на кресленні);
шорсткістю поверхні (ступенем відповідності дійсних поверхонь щодо гладкості їх геометричним поверхням, передбаченим кресленням).
Проте на виробництві точність обробки деталей вигідніше визначати не ступенем відповідності дійсних розмірів деталі заданим на кресленні, а відмінністю (похибкою) їх, тобто відхиленням реальної деталі від потрібних розмірів.
Розрізняють похибки форми, розмірів і шорсткості поверхні.
Похибки форми характеризуються відхиленнями поверхонь деталей від заданої форми (конусної, овальної, циліндричної), відхиленнями кутів від заданих значень та ін.
Похибка розмірів виражається додатною або від «ємною різницею між заданими на кресленні і дійсними значеннями розмірів деталей, окремих елементів та взаємного розміщення їх. Похибки форми і розмірів безпосередньо характеризують точність обробки деталей.
Похибка шорсткості поверхні характеризується наявністю на ній нерівностей у вигляді ворсистості, хвилястості та ін. Шорсткість поверхні, крім характеристики точності обробки деталей, має ще своє, досить важливе самостійне значення, про яке буде мова нижче.
На точність обробки деталей впливають і виробничі фактори: здатність матеріалу до обробки, методи і прийоми обробки, точність застосовуваних верстатів, інструментів і пристроїв, розміри оброблюваних деталей та ін.
Гігроскопічна властивість оброблюваного матеріалу є досить важливим фактором, тому що деревина — матеріал гігроскопічний, тобто вона може всихатись і розбухати. Всихання і розбухання деревини призводить до зміни її розмірів, особливо в поперечному перерізі. Чим більші деталі в поперечному розрізі, тим значніше всихання або розбухання.
Щоб запобігти зміні розмірів деталей від усихання або розбухання, треба, щоб деревні матеріали, з яких виготовляють деталі, були висушені до так званої експлуатаційної вологості.
Вологість деревини для з «єднуючих елементів має бути на 1—2% нижче від експлуатаційної — це сприяє ущільненню деревини. Для виготовлення меблів найраціональніше застосовувати деревину вологістю 8 ± 2%.
Якщо деталі або вузли зволожені в процесі склеювання чи облицьовування, то їх піддають остаточній механічній обробці тільки після зниження вологості до експлуатаційної (рівноважної).
Методи і прийоми обробки заготовок великою мірою зумовлюють точність деталей. Оскільки цей процес складається з ряду операцій, то дуже важливо правильно базувати заготовки при обробці.
Сукупність поверхонь оброблюваної заготовки, які надають їй стійкого положення відносно різального інструменту, називають установчою базою. Установочні бази можуть бути чорновими і чистовими. Чорнова база — це необроблені поверхні дощок і заготовок. Чистова база — це деталі, оброблені за розмірами, зазначеними на кресленні. Чим точніші бази, тим вища точність виготовлення з «єднуючих елементів, а отже, й складання вузлів груп і виробів. Для складання виробів застосовують складальні бази.
Складальною базою називають сукупність поверхонь деталі, які визначають положення її у виробі відносно інших деталей. При виборі базових поверхонь слід брати до уваги прийоми обробки, рівність поверхні та притискні пристрої.
Точність обробки деталей залежить також від точності верстатів, пристроїв та інструментів. Тому деревообробні верстати і пристрої до них мають відповідати нормам геометричної точності.
Розміри оброблюваних деталей для точної обробки також мають велике значення. За рівних умов абсолютна величина похибки завжди більша при обробці деталей великих розмірів Залежність похибки обробки від розмірів деталі враховується в системі допусків і посадок, що застосовується в деревообробці.
Умови взаємозамінності деталей Висока точність виготовлення деталей забезпечує можливість взаємозаміни всіх деталей партії, тобто з «єднання будь-якої деталі партії з опоряджувальною деталлю без підганяння й підпасування. Ця властивість деталей називається взаємозамінністю, а самі деталі — взаємозамінними.
Принцип взаємозамінності діє при наявності відповідних нормативної та матеріальної баз.
Нормативна база включає всю нормативну документацію, зокрема державні стандарти, креслення, технічні умови та інструкції.
Матеріальна база — це верстати, інструменти, пристрої, обладнання, приміщення тощо.
Для забезпечення взаємозамінності в деревообробній промисловості прийнято ГОСТ 6449.1—82 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки», який безпосередньо пов «язаний з СТ СЭВ 145—75, регламентує взаємозамінність деталей, що являють собою об «єкт міжнародної спеціалізації і кооперування; уніфікацію і стандартизацію виробів і технологічного оснащення в рамках РЕВ, виконання спільних проектно-конструкторських робіт. Для виготовлення будь-якого виробу з деревини складають креслення, де зазначають розміри всіх з «єднуючих елементів, визначені розрахунками або прийняті конструктором при конструюванні виробів. Ці розміри називаються номінальними і зазначаються в міліметрах. Розміри виготовлених навіть в високою точністю деталей можуть тільки випадково співпадати з номінальними.
Рис. 1. Схема можливих граничних відхилень від номінального розміру деталі.
Розмір виготовленої деталі називається дійсним. Найбільше припустиме відхилення дійсного розміру від номінального у бік збільшення називається верхнім граничним відхиленням, а в бік зменшення — нижнім (рис. 1). Межі верхнього і нижнього граничних відхилень встановлено ГОСТом. Дійсний розмір деталі з верхнім граничним відхиленням називається найбільшим граничним розміром деталі, а з найменшим граничним відхиленням — найменшим граничним розміром деталі. Допуск знаходиться в межах найбільшого і найменшого граничних розмірів деталі.
Одиниця вимірювання допусків і граничних відхилень — міліметр. Залежно від величини допуску (ГОСТ 6449.1—82) передбачено 9 квалітетів: 10, 11, 12, 13, 14, 15, 16, 17, 18.
Квалітет — це сукупність допусків, що мають однаковий ступінь точності для всіх номінальних розмірів. Квалітети вибираються одночасно з розрахунком посадок. Квалітети 10 і 11 об «єднують дуже малі допуски, тому їх використовують при виготовленні особливо точних деталей. Квалітети 11—14—основні, їх застосовують при виготовленні меблів, музичних інструментів тощо.
Посадка характеризує ступінь щільності і міцності з «єднань, тобто взаємну нерухомість або, навпаки, рухомість їх. При виготовленні виробів із деревини застосовують посадки із зазором, перехідні й з натягом.
Посадки із зазором — ковзна, ходова і легкоходова. Ковзну посадку використовують при з «єднаннях в шпунт (дно ящика та ін.); ходову — при з «єднаннях дверцят меблів, легкоходову — при виконанні висувних ящиків або деталей, які при експлуатації змінюють свою вологість (вхідні двері тощо).
Перехідні посадки (туга, напружена й щільна) можуть бути як з натягом, так4 з зазором. Тугу посадку застосовують в серединних з «єднаннях брусків (наприклад, ніжки стільця з царгою і проніжкою), напружену — в кінцевих з «єднаннях одинарних шипів щільну — в кінцевих з «єднаннях на групові шипи в шпунт і гребінь та ін.
Рис. 2. Граничні калібри-скоби:
а — односторонні, б — двосторонні.
Посадка з натягом тільки пресова. її застосовують у безклейових з «єднаннях, коли міцність забезпечується за рахунок великого, тертя.
Контроль точності обробки деталей. Величини допусків з «єднуючих елементів виражаються в частках міліметра. Вимірювати, тобто контролювати такі величини, можна за допомогою мікрометра, штангенциркуля, нутроміра, шупа і т. ін., але цей процес досить складний і малопродуктивний. Тому раціональніше здійснювати контроль точності обробки деталей за допомогою калібрів, які дають можливість без визначення абсолютної величини контролювати розміри деталей в межах заданого допуску.
Калібром називається вимірювальний інструмент без шкали, призначений для перевірки точності розмірів і форми деталей, вузлів і виробів. Залежно від виду контролюючих розмірів граничні калібри поділяються на такі типи:
калібри-скоби (рис. 2) для контролю зовнішніх розмірів деталей, вузлів і виробів та їх з «єднуючих елементів (шипів різних форм) за товщиною, шириною і довжиною;
калібри-нутроміри (пробки) для контролю внутрішніх розмірів круглих і довгастих гнізд і провушин за шириною і довжиною та різноманітних прорізів за шириною і висотою;
калібри для контролю глибин, западин і висот (калібри-глибиноміри для контролю глибини шпунта і паза; калібри-виступоміри для контролю виступів, наприклад ширини чверті, фальца та ін.; калібри-висотоміри для контролю висоти шипа і гребеня).
Якщо прохідний і непрохідний розміри розміщені на двох протилежних сторонах, то такі калібри називаються двосторонніми, а якщо прохідний і непрохідний розміри — на одному боці, то їх називають односторонніми (рис. 2). Односторонні калібри зручніші, бо їх не треба перекидати з боку на бік при контролюванні, а це значно економить час.
Один розмір калібра дорівнює найбільшому граничному розміру деталі, а другий — найменшому.
При контролюванні внутрішніх розмірів з «єднуючих елементів бік калібра з найменшим розміром є прохідним, а з найбільшим розміром — непрохідним.
Рис. 3. Прийоми користування калібрами:
а — скоба малих розмірів, б — скоба великих point* рів, в — пробка, г — уступомір При контролюванні зовнішніх розмірів з «єднуючих елементів прохідним буде бік з найбільшим і непрохідним — з найменшим розміром. При контролюванні деталей калібри насувають на них плавно, без перекосу й особливих зусиль з боку робітника (краще під їх власною вагою) (рис. 3).
Якщо прохідний бік калібра проходить, а непрохідний — не проходить, то такий розмір деталі вважають правильним, бо він виконаний у заданих межах допуску.
Калібри мають виготовлятись із сталі з високою точністю. Особливо стійкими повинні бути вимірювальні частини калібрів (губки), щоб у процесі роботи не змінювалась величина допуску. Тому їх виготовляють з інструментальних сталей.
Всі калібри мають бути марковані чітким написом з обох боків з позначенням номінального розміру, посадки і класу точності. Номінальний розмір позначають великим шрифтом, а клас точності і ряд довільних розмірів — дрібним. Наприклад, марка 10 означає: номінальний розмір 10 мм, посадка напружена, клас точності — третій. Марка основного розміру матиме позначення 10дА3.
Прохідний бік калібра позначають ПР, непрохідний — НЕ. Кожний калібр повинен мати паспорт, в якому вказуються: марка калібра, назва калібра і його призначення; номінальні розміри калібра з його фактичними допусками; вага калібра; дата і місце виготовлення; дата перевірки калібра.
Калібри слід зберігати в сухому опалюваному приміщенні з достатньою вентиляцією при температурі 20 ± 5 °C і вологістю повітря не більше ніж 35—60%. Калібри розміщують в шафах або на спеціальних стелажах і закривають, щоб вберегти їх від пилу та пошкоджень.
Шорсткість поверхні деревини У процесі обробки деревини не можна дістати абсолютно гладеньку поверхню через недосконалість різального інструменту, верстатів, режимів обробки і властивості самого матеріалу.
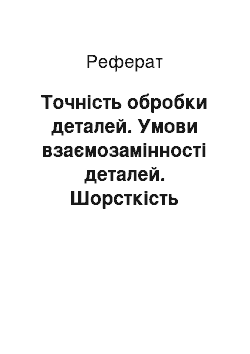
Рис. 4. Вимірювання нерівностей на поверхні деталі.
Розрізняють такі види нерівностей:
кінематичну хвилястість, яка утворюється від ударів різця;
вібраційні нерівності, як/ утворюються від вібрації інструменту, а частіше оброблюваної деталі;
нерівності руйнування (заколи, задирки, вириви частин деревини);
нерівності пружного відновлення деревних волокон;
ворсистість, яка утворюється внаслідок перерізування волокон деревини впоперек при обробці її вздовж (ці перерізані кінці волокон — ворсинки піднімаються на обробленій поверхні деревини і роблять її шорсткою);
моховитість — це теж ворсинки, тільки утворені внаслідок розриву волокон деревини в окремих місцях цілими пучками;
хвилястість утворюється внаслідок фрезерування деревини.
Наявність на поверхні деревини будь-яких нерівностей характеризує її шорсткість. Найбільш характерними нерівностями є ворсистість, моховитість і хвилястість.
ГОСТ 7016–82 «Изделия из древесины и древесных материалов. Параметры шероховатости поверхности» для оцінки шорсткості деревних матеріалів визначає не тільки параметр Rzmax, а й параметри Rz (середня висота нерівностей поверхні, що є межею базової довжини) і Ra (середнє відхилення нерівностей поверхні від середньої лінії).
Всі ці три параметри рівноправні, і вимоги до шорсткості поверхні можуть задаватись будь-яким із них. Додатковим параметром може вважатись середня величина кроку нерівностей в западинах Sz.
Основними мотивами при виборі того чи іншого параметра є: практична придатність параметра для оцінки шорсткості поверхні деревини з урахуванням характеру нерівностей, що переважають на ній; практична придатність цього параметра для характеристики шорсткості поверхні відповідно до її функціонального призначення.
На якість поверхні деревних матеріалів, як правило, основний вплив мають найвищі нерівності. Тому для нормування шорсткості поверхні деревини і деревних матеріалів ГОСТ 7016–82 дозволяє користуватись не тільки одним з трьох висотних параметрів, а й усіма трьома параметрами разом, а також додатковим параметром Sz. Параметр Rzmax (рис. 4) являє собою середнє арифметичне найвищих нерівностей Нmax, що визначаються вибірково на контрольованій поверхні:
Висота (глибина) максимальних нерівностей на поверхні деревини впливає на більшість процесів її обробки, а саме на міцність склеювання, величину «втягування» облицьованих матеріалів в заглибини основи та ін.
Rzmax можна визначати різноманітними приладами: від оптичних типу МИС-11, ТСП-4 до простих індикаторних глибиномірів.
Однак параметр Rzmax не придатний для визначення й контролю поверхонь з малою шорсткістю, де нерівності важко розрізнити неозброєним оком, а також поверхонь, де нерівності регулярно повторюються і мало відрізняються одна від одної.
Для визначення шорсткості таких поверхонь слід застосовувати параметри Rz і Ra. Параметр Rz має ще додатковий параметр Sz. Значення параметра Rzmax завжди мають бути більші за Rz, a Rz — більші за значення Ra.
Контроль шорсткості поверхні безпосередньо на робочому місці здійснюється за допомогою зразків-еталонів, які виготовляють з тієї ж породи деревини і тим же способом різання. Клас шорсткості зразків-еталонів перевіряють у лабораторії за допомогою приладів.
Для визначення Rzmax на поверхні зразка-еталона треба зробити не менш ніж десять замірів.
Атестовані лабораторією підприємства зразки-еталони мають бути узгоджені з начальником ВТК і затверджені головним інженером підприємства.
Затверджені зразки-еталони з бирками, на яких зазначено назву підприємства, призначення зразка, вид обробки, значення Rzmax поверхні зразка і класу шорсткості згідно з ГОСТ 7016–82, вивішують на робочих місцях.
Величина хвилястості при обробці поверхонь обертовими різцями визначається за такими формулами:
а) для визначення довжини хвилі l, мм:
де и — швидкість подачі, м/хв; п — кількість обертів різця за хвилину; z — кількість різців;
б) для визначення глибини хвилі h, мм;
де l — довжина хвилі, мм; Rp— радіус кола, що описується лезом різця.
Ці приблизні визначення можна використовувати для практичних розрахунків.
Залежно від виду обробки можна досягти таких класів шорсткості:
Вид обробки Поздовжнє пиляння пилами:
звичайними.
стругальними Клас.
шорсткості.
3—6.
7—8.
Поперечне пиляння пилами:
звичайними.
стругальними.
Лущення шпону.
Фрезерування поверхонь.
Зарізування шипів і вибирання провушини Шліфування.
3—6.
6—7.
5—7.
5—9.
5—8.
7—10.
Список використаної літератури.
1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.— М.: Лесн. пром-сть, 1984.— 239 с.
2. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
6. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.