MIG MAG TIG зварювання, установка ванн і душових піддонів, з'єднання пластмасових труб
Ванни. Ванни виготовляють з чавуну чи стали внутрішні поверхні покривають емаллю. У лікувальних закладах застосовують керамічні ванни. Чаша ванни в плані має прямокутну форму, іноді закруглену з одного боку. Місткість ванни 100…200 л, розміри 1700/750 мм, глибина 400…460 мм. Випускаються сидячі ванни i глибокі піддони. Арматуру ванни встановлюють з торцевій боку ванни, із боку ніг купальника… Читати ще >
MIG MAG TIG зварювання, установка ванн і душових піддонів, з'єднання пластмасових труб (реферат, курсова, диплом, контрольна)
Ванны і душові поддоны.
Ванни. Ванни виготовляють з чавуну чи стали внутрішні поверхні покривають емаллю. У лікувальних закладах застосовують керамічні ванни. Чаша ванни в плані має прямокутну форму, іноді закруглену з одного боку. Місткість ванни 100…200 л, розміри 1700/750 мм, глибина 400…460 мм. Випускаються сидячі ванни i глибокі піддони. Арматуру ванни встановлюють з торцевій боку ванни, із боку ніг купальника. Зливальний арматурою ванни служить випуск, закрываемый корком; переливна труба і перелив. Випуск і переливна труба з'єднується під дном ванни тройником, якого приєднується гидразатвор (напольный сифон для ванны. диняется під ванний переливсливной ванни із боку ніг пупающегосякие піддони. акругленную з одного боку. Для установки ванни, її треба покласти набік і монтувати напольный пластмасовий сифон з переливом і випуском чи чавунний сифон з латунним випуском і чавунним переливом. Іноді доводиться збирати сифон з перехідного тройника та інших виточених на токарському верстаті і зварних деталей. Потім треба приєднати ніжки й гордо поставити ванну те щоб вихідний патрубок пластмасового чи саморобного сифона ввійшов у каналізаційну трубу. У чавунний сифон увернути сталеву трубу, хоча можна та її вихідний патрубок вставити в розтруб чавунної трубы.
[pic].
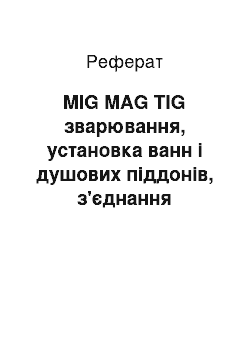
Установка і експлуатація ванн: I — вузол переливу; II — вузол випуску; 1 — отвір ванни під перелив; 2 — отвір ванни під випуск; 3 — прирівнювач електричних потенціалів; 4 — каналізаційна труба; 5 — борт ванни; 6 — пластмасовий перелив; 7 — пластмасовий випуск; 8 — пластмасовий выпуск;
9 — ніжка Сифони для ванн бувають наступних типов:
[pic][pic] [pic].
Ванну, наскільки можна, впритул потрібно змістити до стіни і додати ухил в бік випуску. Стик сифона й каналізаційної труби зачеканить. Прирівнювач електричних потенціалів привернути однією стороною до спецприливу на ванній у процесі монтажу сифона. Другий бік уравнителя під'єднати до водопровідної труби чи заземлити після установки ванни. Прирівнювач потенціалів захищає що стосується ванни людини від поразки статичним електрикою, які виникають від удару струменя про поверхню ванни. Чавунні ванни, виготовлені Туреччини, приміром, мають всередині ванни металеві хромовані рукоятки. Для купальника вродливі і зручні. Корпус цієї ванни необхідно заземлити. Складніше з электробезопасностью в ваннах з гідромасажем. Металеві хромовані сопла виступають над внутрішньої поверхнею ванни. Саму ванну виготовляються з фаянсу (Італія), пластмаси (Словаччина) тощо. Кожна ванна з гідромасажем оснащена електромотором, який через труби жене воду. Заземлення електроустаткування цих ванн обов’язково! Що стосується засора ванни починати з прокачування вантузом. Але щоб лише під чашу вантуза не потрапляв повітря. У верхнього краю ванни є сітчаста кришка переливу, яку трубопроводом через трійник з'єднують з випуском. Потрібно закрити кришку переливу чашею другого вантуза, змоченою в воді. Отже, для прокачування ванни треба мати два вантуза і вдвох. Після вдалою прокачування відкрити кран, щоб вода промила труби, і знову повторити прокачування. Коли смесителе є гнучкий шланг, його душову сітку прикласти до випуску сталася на кілька хвилин і прочиніть гарячу воду. Замість вантуза можете використовувати вологу ганчірку, але подсоса повітря у разі неминуче. При дуже сильному засоре каналізаційних труб під ванній прокачування вантузами результату це не дає. І тут вивернути заглушку, закриваючу прочищення в каналізаційної трубі для стоку води з ванни. Запровадити в прочищення трос і рухати їм вперед-назад. Щоб полегшити роботу, потрібно відкрити кран гарячої над ванній. Вода «змаже «трос і одночасно віднесе частина засора. У процесі роботи виникатимуть труднощі. У житлових будинках, побудованих протягом останніх найближчі два-три десятиліття, каналізаційна труба ванни переважно розташовується над підлогою. У неї опущений і коліно сифона умивальника. Якщо заглушка не відвертається чи взагалі не потрібно прочищення, доведеться розібрати сифон під умивальником, вийняти коліно й у отвір труби просунути трос. Після усунення засора та настанови сифона краще зачеканить кільцевої зазор між коліном і отвором в трубі, бо за наступному засміченні і переповненні ванни у цей зазор попрямує вода. |[pic] |[pic] |[pic] |.
Переваги сталевих ванн. 1) Сталь набагато пластичнішим чавуну, тому від цього матеріалу можна зробити ванни будь-який форми і размера.
2) Недолік чавуну у тому, що з покриття емаллю його нагрівають до температури 1250 градусів. При нагріванні чавун виділяється газ, бульбашки вуглецю виходять крізь емаль, і поверхню чавунної ванни стає пористої (утворюється сіточка). У цих порах згодом накопичується бруд і ржавчина.
Со сталевими ванними таку біду не станеться через дрібнішого розміру пір на емалі. 3) Ванни не гримлять і остигають. чавунна ванна: сталева ванна:
[pic] [pic].
так існують ванни з гидромассажем:
[pic].
акриловые угловые:
[pic].
Душі. Душі виконують у вигляді душових кабін розміром 900/900 мм, окремих від приміщення водонепроникною перегородкою чи завісою заввишки щонайменше 180 мм. Душові кабіни може бути кутові та «круглі. Забруднена вода від душа збирається поддоном, виготовленим з чавуну чи сталі та вкритим емаллю. Форма й розміри поддона повторюють форму кабіни. У куточку поддона розташований випуск і гидразатвор. Душові піддони виглядають так: [pic] [pic].
1) 2) 1) піддон квадратної форми [pic] 2) піддон закругленої форми 3) 3) глибокий поддон Душевые кабины:
[pic].
MIG, MAG, TIG — сварка.
MIG — це напівавтоматична зварювання серед інертних газів (аргон і гелій). MAG — це напівавтоматична зварювання серед активних газів CO2 (вуглекислий газ). TIG — це ручна зварювання неплавящимся електродом серед інертних газів. Дані види зварювання можна використовувати для зварювання вуглецевих, легованих і кольорових металів. У цьому товщина свариваемых виробів і деталей може змінюватися у великих приделах. Ці види зварювання можна перестріти в всіх галузях народного господарства і промисловості. Нині металоконструкції, трубопроводи і з виконати ремонт виконуються лише цими видами зварювання. Дані види зварювання мають такі преимущества:
1) висока швидкість виконання зварного соединения.
2) менш скрутний процес навчання учащихся.
3) легке переналагодження устаткування за зміни товщини металла.
4) високу якість зварних соединений.
5) чистота зварного шва До вад относятся:
1) високу вартість оборудования.
2) використання дорогих газів за захистом зони сварки.
3) обмежений радіус виконання зварних работ.
4) висока точність складання зварних соединений.
Оборудование.
За виконання MIG MAG TIG — зварювання використовуються джерела харчування зварювальної дуги постійного і перемінного струму. Вони мають відповідати наступним требованиям:
1) мати регулювання сили зварювального тока.
2) забезпечувати регулювання подачі зварювальної проволоки.
3) забезпечувати надходження захисного газу зону зварювання і припиняти подачу газу при перервах в работе.
4) забезпечувати регулювання подачі газу зону сварки.
5) бути надійним і дуже зручним при эксплотации По конструкції зварювальний апарат для MIG, MAG — зварювання полягає из:
1) балона для захисного газа.
2) редукторів для регулювання подачі газу зону сварки.
3) клапана забезпечує відключення подачі газу при перервах в работе.
4) котушки зі зварювальної дротом діаметром (0,6; 0,8; 1; 1,2; 1,6).
5) механізму забезпечує подачу зварювальної дроту до зони сварки.
6) з'єднувального шланга.
7) горелки.
8) джерела харчування зварювальної дуги.
9) дроти — земля (маса) 10) розетки На лицьової панелі зварювального апарату мають бути такі органи управления:
1) перемикач режиму зварювального тока.
2) регулятор швидкості подачі проволоки.
3) вимикач питания.
4) гніздо для підключення кабелю земля і пальники До додатковим органів управління можуть относиться:
1) плавна регулювання сили зварювального струму (градуированная или.
дигитальная).
2) перемикач режимів зварювання (точкова, суцільна, прерывистая).
3) перемикач регулювання подачі дроту Зварювальний апарат він може постачатися блоком пам’яті для фіксації режимів зварювання. Балон з захисним газом повинен бути в одній установці зі зварювальним апаратом для полегшення транспортування доречно роботи. Редуктор має забезпечити плавну регулювання подачі газу зону зварювання. Подаючий механізм може бути оснастили пристроєм для регулювання притискання зварювальної дроту. З'єднувальний шланг має забезпечити надійне з'єднання з зварювальним апаратом, і навіть бути добре захищеною від механічних ушкоджень. Зварювальна горілка складається з рукоятки з вимикачем, куди з одного боку підходить з'єднувальний кабель, з другого боку калібрований змінний жиклер. Діаметр жиклера має відповідати діаметру зварювальної дроту. Жиклер згори захищений знімним наконечником, який має періодично очищуватися від бризок металу. Працюючи великих токах і з великими діаметрами дроту власники можуть постачатися водяником охлаждением. клеретретвовать диаметрей жиклерльный же добре закріпленим На виконання MIG, MAG, TIG — зварювання використовують такі аппараты:
PU 300 K Легкий — всього 33 кг, портативний, ідеально придатний роботи у цехах і будмайданчиках, PU 300 K виконує шість різних операцій: импульсно-дуговая зварювання, MIG/MAG-сварка, зварювання TIG (DC), зварювання плавящимся електродом (MMA), зварювання порошкової дротом, MIG-пайка. [pic] Область застосування апарату так само широка, як і його функцій. Його можуть успішно використовувати й фахівці невеликих металообробних підприємств, і слюсарні майстерні, і фірми, займаються монтажем і сервісом. Апарат має більшої потужністю (зварювальний струм — до 300А). Управління апаратом гранично просто: усі наявні функції є такі на передній панелі. З іншого боку, кожному за виду робіт існують апробовані зварювальні програми. Ще полегшує роботу користувача, заощаджує його сили та час використання системи TEDAC, особливість якої щодо можливості вибирати потрібну силу струму, використовуючи регулятор рівня потужності, встановлений безпосередньо на тримачі зварювальної пальники. Зміна поточного значення сили струму відображається з допомогою зміни кольору світлодіода. З іншого боку, з допомогою сенсорного перемикача можна удається зберігати й викликати, за необхідності, чотирьох заздалегідь запрограммируемых зварювальних операцій. Отже, система TEDAC дозволяє управляти зварювальним процесом безпосередньо у час зварювання, не використовуючи керівні органи зварювального аппарата.
ДВ 200К.3 Професійний апарат для напівавтоматичного зварювання ДВ 200К.3 незамінний, до роботи, коли визначена висока продуктивність і якість шва. Апарат ДВ 200К.3 технічно надійний і виконано вищому професійний рівень з допомогою останніх досягнень у сфері зварювальних технологій. |[pic] |.
Апарат ДВ 200K.3 є універсальний инверторный джерело для напівавтоматичного зварювання серед захисних чи активних газів плавящимся електродом і зварювання вкритим електродом до 5 мм.
[pic].
1) має вмонтований механізм подачі зварювальної дроту, діаметром від 0.6 до 1.2 мм.
2) Дистанційне керування напругою зварювання і швидкістю подачі дроту. 3) Можливість зварювання як электрозаклепок. Час зварювання, у тому разі, встановлюється від 0.4 до 4с. 4) Оригінальний подаючий механізм, розроблено й запатентовано фахівцями НПП «Технотрон ». Апарат дозволяє вести зварювання вкритим електродом діаметром до 5 мм. Для переходу із режиму напівавтоматичного зварювання в режим зварювання вкритим електродом не так важко переключити тумблер вибору режиму зварювання на панелі управління, у своїй вихідна характеристика джерела змінюється з жорсткої в падающую.
Легкий і зручний, ДВ 200K.3 знайшов широке використання у автомобільної промисловості, авторемонте, для монтажних і ремонтних робіт у машиностроении.
|[pic] | | | | | |а — зварювання штучним електродом | | | |б — напівавтоматична зварювання | | | |ДВ 400 3. М | | | |Апарат ДВ 400 3. М — це сучасний потужний 400-амперный | | | |инверторный джерело харчування для напівавтоматичного зварювання в| | | |середовищі захисних чи активних газів. Призначений до роботи з| | | |подає механізмом ПМ-4, а може експлуатуватися з | | | |подаючими пристроями інших типів. | | | | |.
[pic].
1) Дозволяє вести зварювання суцільний, порошкової й алюмінієвій дротом діаметром від 0.8 до 2.4мм. 2) Дистанційне керування напругою зварювання. 3) Індикація струму і напруження зварювання. 4) Функція «електронний дросель ». Регулятор «дросель «призначений для зміни швидкості наростання струму короткого замикання. Це дозволяє управляти «жорсткістю «зварювальної дуги, її проплавляющей способностью.
ДВ 400 3. МИ — модифікація апарату із можливістю роботи у імпульсному режимі. Дозволяє крім традиційної (зварювання у постійному режимі короткій дугою) в СО2 вести импульсную зварювання в газових сумішах з урахуванням аргона.
1) Робота джерела полягає в використанні переваг процесу зварювання з мелкокапельным (струйным) перенесенням металу, що дозволяє перерозподілити енергію дуги удвічі різних періоду часу: період імпульсу і період паузи. 2) Забезпечує зварювання керованої дугою в аргоновых сумішах без бризок у всіх діапазонах струму і всіх просторових положеннях. Під час імпульсу струму відбувається різке збільшення електродинамічних сил, які скидають краплю суворо у зварювальну ванну у кожному просторовому положении.
Забезпечує оптимальний процес зварювання у якому: 1) здійснюється рівномірне перенесення металу дрібними краплями; 2) відсутня розбризкування металу; 3) різко підвищується продуктивність зварювання і стабільність горіння дуги.
ПМ-4 Подаючий механізм ПМ-4 призначений на шляху подання суцільний сталевої, алюмінієвої і порошкової дроту від 0.8 до 2.4мм. |[pic] |.
[pic].
1) Використовується двох або четырехроликовый механізм подачі дроту фірми COOPTIM Ltd., (профіль ролика залежить від діаметра і виду присадочной проволоки).
2) Вбудоване управління включенням і вимиканням джерела зварювального струму. 3) Отсекатель захисного газу. 4) Дистанційне керування швидкістю подачі дроту 5) Можливість подачі дроту у безперервному режимі режимі электрозаклепок. 6) Подача дроту може здійснюватися зі стандартним еврокатушки або з бухты.
Зварювання неплавящимся електродом в захисних газов.
Сучасні надійні апарати для зварювання неплавящимся електродом серед захисного газу ДВ 200А.3 і ДВ 200АУ.3 незамінні і під час робіт, коли необхідна висока продуктивність, стабільність праці та найвища якість шва. Завдяки своєї багатофункціональності і високим технологічним показниками апарати цієї серії відмінно підходять для виробництва, монтажу і ремонту. ДВ 200А.3 і ДВ 200АУ.3 технічно надійні і будуть виконані вищому професійний рівень з допомогою останніх досягнень у царині зварювальних технологий.
Апарат ДВ 200А.3 — инверторный джерело для зварювання неплавящимся електродом в захисних газах (TIG), і навіть для зварювання штучним електродом діаметром до 4 мм, у безперервному і імпульсному режимах. [pic].
|[pic] |.
1) ДВ 200А.3 має режим контактного і безконтактного запалювання дуги на малому струмі. 2) Безперервний і імпульсний режим роботи. 3) Регульоване час наростання і спаду струму при закінченні зварювання. Плавне наростання зварювального струму необхідне зниження зносу електрода і захисту місця початку зварювання, а плавний спад запобігає освіту кратера. 4) Управління параметрами зварювального струму здійснюється за допомогою пульта дистанційного управління. 5) Контроль струму виробляється вбудованим амперметром, а контроль витрати газу — ротаметром. 6) Регулювання струму запалювання дозволяє визначити таку величину, при якої надійне запалювання зварювальної дуги й те водночас, немає марнотратства свариваемого вироби на місці початку зварювання. 7) Продув газу до початку зварювання і обдмувши зварювальної ванни по закінченні зварювання для максимального захисту зварювальної ванны.
Імпульсний режим незамінний керувати процесом тепловложения і кристалізації зварювальної ванни. Застосування імпульсного режиму: 1) полегшує роботу зварювальника під час зварювання деталей малих толщин, 2) ведення зварювання у різних просторових положеннях, 3) знижує вимоги до кваліфікації зварювальника, наприклад під час зварювання вертикальних і стельових швов.
Наявність імпульсного режиму роботи, у якому можлива регулювання часу і струму імпульсу, і навіть часу й струму паузи дозволяє в межах регулювати глибину проплавления і швидкість кристалізації металу шва при зварюванні труб і металоконструкцій у кожному просторовому становищі. Тривалість й розмір струму імпульсу підбирається в такий спосіб, щоб забезпечити проплавление, але з допустити прожога матеріалу. Під час струму паузи зварювальна ванна при мінімально можливий струмі горіння дуги повинна остудитися і лише частково закристаллизоваться. З допомогою імпульсного режиму можна забезпечити необхідну проплавляющую здатність дуги без небезпеки прожогов й одержати більше наплавленного металу у одиницю часу. У цьому спрощується технологія однопрохідний зварювання і виконання кореневих проходів при багатошарової зварюванні труб і металоконструкцій без подкладок навіть за великих, ніж за звичайної зварювання, допусках на складання, підвищується ефективність процесу зварювання та покращується формування швів. Шви виходять з плавними обрисами і дрібної чешуйчатостью, відповідної обраному режиму пульсації дуги.
ДВ 200A.3 дозволяє вести зварювання штучним електродом діаметром до 4 мм в безупинному і імпульсному режиме.
|[pic] | | | | | |Зварювальний цикл апарату ДВ 200A.3 | | | |I — продув газу до початку зварювання, | | | |II — наростання зварювального струму, | | | |III — зварювання, | | | |IV — спад зварювального струму, | | | |V — обдмувши зварювальної ванни | | | |[pic] |.
Апарат ДВ 200AУ.3 — инверторный джерело для зварювання неплавящимся електродом в захисних газах (TIG) сталей і кольорових металів, зокрема алюмінію та її сплавів постійному і перемінному токе.
[pic].
1) Режим контактного і безконтактного запалювання дуги на малому струмі. 2) Плавне наростання і спад струму при закінченні зварювання. 3) Контроль струму прямий полярності виробляється вбудованим амперметром, а контроль витрати — ротаметром. 4) Продув газу до початку зварювання і обдмувши зварювальної ванни по закінченні зварювання для максимального захисту зварювальної ванни. Для зварювання алюмінію та її сплавів передбачено режим роботи з перемінному струмі з регулюванням амплітуди, частоти і коефіцієнта заповнення імпульсів зварювального струму, т. е. є можливість збільшувати, або зменшувати частку зварювального струму прямий і зворотної полярності, що дозволяє гнучко управляти проплавляющей і всеочисній здатністю зварювальної дуги. Підвищити проплавляющую здатність дуги можна збільшивши частку зварювального струму прямий полярності або його амплітуду. Підвищити очищающую здатність зварювальної дуги, необхідну ефективного руйнації оксидной плівки, можна збільшивши частку зварювального струму зворотної полярності або його амплітуду. Таке управління тепловложением дозволяє приймати значно більшу стійкість електрода і використовувати горілку без водяного охолодження. 1) Можливість вибору початковій полярності струму при запалюванні дуги. 2) Регулювання частоти зварювального струму не більше від 30 до 200Гц під час зварювання на перемінному токе.
Пластмасові труби. Труби і з'єднувальні деталі виготовляються з поліпропілену. У результаті реакції полімеризації пропилену і етилену у певних пропорціях, і навіть ланцюга молекул етилену в змішаному вигляді виходить матеріал, що визначає основні фізичні і хімічні властивості труб і фитингов, виготовлених із нього. Трубопроводи, змонтовані з поліпропілену, не іржавіють, не гниють, не змінюють смак і хімічні властивості протікаючим рідини. Розрахункова тривалість терміну служби трубопроводів становить 50 років (холодна вода) і 25 років (гаряча вода). У залежність від тиску температура теплоносія може становити 95 °C. Можливо короткочасне підвищення до 100 °C. Висока хімічна стійкість дозволяє застосовувати поліпропіленові труби при монтажі технологічних трубопроводів й у системах водоподготовки.
Способы сполуки пластмасових труб.
Соединения пластмасових труб поділяються на 2 групи: рознімні і неразъемные.
Відділений спосіб сполуки пластмасових труб.
К разъемным сполукам ставляться сполуки, які можна розібрати, без ушкодження елементів конструкції, протягом строку експлуатації трубопровода.
Неразъемный спосіб сполуки пластмасових труб.
К неразъемным сполукам ставляться сполуки, розбирання яких немає потрібно, та й неможлива і їх повреждения.
Основними перевагами системи являются:
. Надійність і довговічність. Властивості, відповідальні требованиям.
. Повне відсутність корозії і зарастания перерізу труб у процесі эксплуатации.
. Великий вибір комбінованих деталей, запірної арматури і кріпильних деталей дозволяє змонтувати будь-яку монтажну схему.
. Простота і підвищення швидкості монтажу трубопроводу в 5−7 раз проти металевим, відсутність витратних матеріалів і необхідності попередніх заготовок.
. Повна герметичність зварних соединений.
. Висока хімічна стійкість трубопроводов.
. Менший (проти металевими трубами) рівень шуму потоку жидкости.
. Труби не вимагають покраски.
. Система витримує кілька циклів замерзання за наявності давления.
. Матеріал відповідає вимогам екологічної безпеки й не виділяє шкідливі речовини ні за монтажі трубопроводу, ні за його эксплуатации.
Полиэтиленовые трубы.
Полиэтиленовые труби, призначені на будівництво підземних систем газопостачання (робочим тиском до 6 атм.), холодного водопостачання (до 16 атм.), а як і напірної і безнапірної каналізації, мають низку переваг перед традиційними сталевими трубами і ефективно працюють якщо терміні служби, незалежно та умовами эксплуатации.
|Параметры |Сталева |Поліетиленова | | |труба |труба | |Гарантійний термін |до 25 років* |50 років і більше | |експлуатації | | | |Необхідність ізоляції |потрібно |непотрібен | |труб | | | |Необхідність |потрібно** |непотрібен | |электрохимзащиты | | |.
* - під час прокладання в грунтах з агресивної середовищем — до 5 лет;
** - за наявності блукаючих струмів в почве.
Поліетиленові труби обладают:
1) Високої коррозийной стійкістю до транспортируемым рідинам і хімічно нейтральні всім речовин; 2) Підвищеної пропускною спроможністю (за однакової діаметрі на 20−30% вище, ніж в сталевих труб); 3) Високої механічної міцністю (розтягнення на розрив від 350 до 800%); 4) Коррозийной стійкістю до всіх видів грунтів; 5) Низькою питому вагу (втричі меншим, ніж в стали).
Кроме этого:
. 1) Поліетиленові труби не зашлаковываются і заростають зсередини, не піддаються електрохімічним реакцій і дії блукаючих струмів. 2) Можлива багатократний заморожування трубопроводу без його руйнації. 3) Поліетиленові труби діаметром до 110 мм включно можуть поставлятися в бухтах до 400 м, що значно підвищує швидкість монтажу (в 3−7 раз вище, ніж сталевих труб). 4) Витрати з транспортування матеріалів доречно робіт і сварочномонтажні роботи з поліетиленового трубопроводу нижче, ніж стального.
Монтаж трубопроводов.
Системы трубопроводів з поліпропілену придатні всім видів відомих прокладки: відкритої прокладки, прокладки під штукатуркою, в копальнях і каналах та інших. Поєднання пластмасових деталей проводиться за допомогою спеціального устаткування методом термічної зварювання в розтруб. Поєднання пластмасових труб з металевими трубами проводиться за допомогою комбінованих і фланцевых деталей.
Сварочный аппарат.
Для зварювання пластмасових деталей використовують спеціальний зварювальний апарат. Загальний вид зварювального апарату представлений малюнку: [pic].
До комплекту зварювального апарату входят:
. зварювальний аппарат.
. змінні нагрівачі (D 20, 25, 32, 40мм).
. різак для різання труб.
. уровень.
. рулетка.
. металевий чемоданчик.
Підготовка инструмента.
. Встановити зварювальний апарат на рівній поверхности.
. Закріпити на зварювальному апараті змінні нагрівачі необхідного розміру з допомогою спеціальних ключів. Насадки повинні щільно прилягати до нагревательному елементу. Необхідно стежити, щоб поверхню насадок не виступала за край нагрівального элемента.
. Перевірити встановлену температуру на апараті (температура зварювання поліпропіленових труб становить 260°С).
. Включити зварювальний апарат до мережі (напруга 220 Вт) і перевірити, горить чи сигнальна лампочка. Залежно від температури довкілля нагрівання нагрівального елемента триває 10−15 хвилин. Робоча температура лежить на поверхні досягається автоматично. Процес нагріву закінчено, коли гасне чи загоряється (залежно від типу зварювального апарату) лампочка контролю температури. Першу зварювання рекомендується виробляти через 5 хвилин після нагріву зварювального апарату. УВАГА: Зварювальні інструменти мають утримуватися чистими. При необхідності нагрівальні гільзу і дорн прочистити розчинником з допомогою грубої салфетки.
Сварка деталей в раструб.
|[pic] |[pic] |[pic] |.
Зварювання пластмасових деталей друг з одним виробляється наступним образом:
. Обрізати трубу під прямим кутом до осі труби з допомогою спеціальної резака.
. На кінці труби зняти фаску з точки 30°.
. Кінець труби і розтруб фитинга перед зварюванням за необхідності очистити від пилюці й багні і обезжирить.
. На трубі завдати мітку з відривом, рівному глибині розтруба, плюс 2 мм (див. таблицю). Перед зварюванням армованих труб з допомогою спеціальної зачистки необхідно зняти верхній шар із поліпропілену — алюмінію. У цьому використовуються інструменти із добре загостреними ножами. Глибина зачистки по упору інструмента визначає глибину зварювання, що дозволяє уникнути застосування шаблона.
. Помістити соединяемые деталі на відповідні насадки (трубу вставити в гільзу до позначки, що означає глибину зварювання). Для кращої орієнтації можна використовувати допоміжні маркування на фитингах.
. Витримати час нагріву (див. таблицю 3.1), після чого зняти деталі з апарату і поєднати їхній друг з одним, не укладаючи деталі по оси.
. Після зварювання необхідно витримати час охлаждения.
ВНИМАНИЕ:
. під час роботи, у разі потреби, очищати змінні нагрівачі від налиплого материала,.
. задля забезпечення якісного сполуки деталей слід уникати ушкодження покриття насадок,.
. категорично забороняється охолоджувати прилад водою, інакше може бути зіпсовані термосопротивления.
Задля якісного сполуки деталей необхідно керуватися такими данными:
|Диаметр |Відстань від кінця |Час |Час охолодження,| |труби, мм |труби до позначки, мм |нагріву, сек|мин | |20 |17 |6 |2 | |25 |19 |7 |2 | |32 |22 |8 |4 | |40 |24 |12 |4 | |50 |27 |18 |4 | |63 |30 |24 |6 | |75 |32 |30 |6 | |90 |35 |40 |8 |.
Сварка приварных седел.
Приварные сідла применяются:
. для монтажу наступних примикань до трубопровода,.
. на ремонт існуючих систем. Робоча температура для зварювання приварных сідел становить 260 °C.
Свариваемые поверхні труби і сідла мали бути зацікавленими чистими і сухими.
Зварювання виробляється наступним образом:
. Інструментом приварки сідла за тридцяти сек. нагрівається зовнішня поверхню труби, перебувають у краю інструмента не утворюється наплыв.
. Не перериваючи процесу нагрівання зовнішньої поверхні труби, впродовж останніх 20 секунд нагрівається приварное сідло (разом з нагріванням зовнішньої поверхні трубы).
. Відкласти зварювальний прилад і швидко, не проводячи, притиснути приварное сідло точно до попередньо нагрітому ділянці поверхні трубы.
Зафіксувати з'єднання 30 сік. Після 10-хвилинного охолодження з'єднання можна експлуатувати з повним нагрузкой.
. Після закінчення зварювання для підключення відгалуження необхідно просвердлити дно сідла і стінку труби. Дозволяється застосувати звичайні спіральні свердла з настановної шайбою (контролю необхідної глибини сверления).
Для зварювання деталей трубопроводу діаметром 50 мм більш, і навіть для високоточної монтажу можна використовувати спеціальний стаціонарний зварювальний апарат для пластмасових труб.
Однією з методів зварювання поліпропіленових труб є зварювання з допомогою спеціальних электросварных муфт.
Испытание трубопроводов.
Усі змонтовані системи би мало бути піддані випробуванню. Випробування трубопроводу слід при позитивної певній температурі й не раніше, як за 16 годин після зварювання останнього соединения.
Зміна температури трубопроводу впливає результат випробувань, тож треба наскільки можна забезпечити постійну температуру при испытаниях.
Во час випробувань заборонена розгерметизація системи в жодному месте!
По закінченні випробувань виробляється промивання трубопроводу водою протягом 3 часов.
Транспортирование і хранение.
Транспортирование, вантаження й розвантаження поліпропіленових труб рекомендується виробляти за нормальної температури зовнішнього повітря не нижче мінус 10 °C. Транспортування і складування за нормальної температури до — 20 °З допускається тільки з використанням спеціальних пристроїв, які забезпечують фіксацію труб. Рекомендується взяти особливі запобіжники, щоб запобігти розтріскування труб й поява мікротріщин від удару при навантаженні і розвантаження. Труби і з'єднувальні частини при транспортуванні і зберіганні необхідно оберігати від механічних ударів і південь від ушкоджень колющими і ріжучими предметами і инструментами.
При перевезенні труби необхідно вкладати на рівну поверхню по всієї довжині, оберігаючи гострих металевих кутів і ребер платформи. Труби і з'єднувальні деталі з поліпропілену, доставлені на об'єкт в зимовий період, перед застосуванням в будинках мали бути зацікавленими попередньо витримані при позитивної температурі щонайменше 2 часов.
Аби зберегти химико-физических властивості труб і фитингов, їх можна зберігати у місцях, де матеріал може виявитися під прямим впливом ультрафіолетового проміння. Труби мусить зберігатися на на стелажах у закритих помешканнях або під навісом. Висота штабелі має перевищувати 2 метри. Складувати труби і з'єднувальні деталі потрібно ближче 1 м від нагрівальних приборов.
Требования технічно безопасности.
При монтажі систем з поліпропіленових труб необхідно дотримуватися загальні правила техніки безпеки, встановлені для монтажу санітарнотехнічних систем. Зварювання труб і сполучних деталей слід провадити у провітрюваному приміщенні. Працюючи зі зварювальним апаратом слід дотримуватись правила роботи з электроинструментом.