Розробка проекту автоматизації автоклавної дільниці на ВАТ «Консерваторія» на базі автоматичних пристроїв
Третя схема характерна для підприємств, в яких кінцевий продукт вилучають екстракцією, фільтруванням, сортуванням та ін. — цукрове, крохмальне, борошномельне, круп’яне та інші виробництва. Ліній цих підприємств складаються у послідовно виконуваних технологічних операцій на основній стадії із великою кількістю зворотних потоків. Це пов’язано з тим, що перетворення продукту проходить в результаті… Читати ще >
Розробка проекту автоматизації автоклавної дільниці на ВАТ «Консерваторія» на базі автоматичних пристроїв (реферат, курсова, диплом, контрольна)
Курсова робота на тему Розробка проекту автоматизації автоклавної дільниці на ВАТ «Консерваторія» на базі автоматичних пристроїв.
Зміст.
1. Загальна частина.
1.1 Вступ.
1.2 Характеристика технологічного процесу.
1.3 Характеристика і аналіз існуючих схем автоматичного контролю і регулювання.
1.4 Актуальність і економічне обґрунтування теми проект.
1.5 Огляд і аналіз відомих проектних рішень.
2. Розрахункове — технологічна частина.
2.1 Характеристика технологічного процесу в технологічному устаткуванні.
2.2 Розробка технологічної схеми автоматизованого устаткування.
2.3 Підбір стандартного обладнання.
2.4 Підбір і розрахунок автоматизуючих пристроїв.
2.5 Опис схеми керування, контролю або регулювання технологічних параметрів.
3. Конструктивна частина.
3.1 Виготовити макет давача, або індивідуальне завдання.
4. Енергетична частина.
4.1 Розрахунок витрат енергоносіїв на засоби автоматизації.
5 Охорона праці.
5.1 Аналіз виробничого травматизму.
5.2 Заходи техніки безпеки.
5.3 Протипожежний захист.
6. Економічна частина.
6.1 Розрахунок економічної ефективності автоматизації технологічного процесу.
Перелік графічного матеріалу (з точним зазначенням обов «язкових креслень).
1. Загальна частина.
1.1. Вступ Автоматизація виробництва — один із важливих напрямків науково-технічного прогресу, який характеризується поступовим процесом вдосконалення знарядь праці, методів виробництва та наукових досліджень передових технологічних процесів.
Під автоматизацію технологічних процесів розуміють заходи по керуванню і контролю за окремими машинами або технологічними процесами, які виключають безпосередню участь в них людини, а робота машин і механізмів виконується згідно програми, яка розроблена людиною. Для підприємства з простою технологічною схемою виробництва і невеликим обсягом продукції доцільно розробляти жорстку програму автоматизованого керування процесом. Для досягнення цієї мети застосовують стандартні засоби автоматизації, керування та контролю технологічних параметрів на базі автоматизованих пристроїв (давачів, перетворювачів, вимірювальних пристроїв, виконавчих органів).
Сучасна концепція організації та автоматизації виробництва, перспектив його розвитку та розширення, адаптації до ринкових відносин вимагає розробки гнучких програм автоматизованого керування технологічними процесами на базі автоматичних і автоматизованих систем (мікропроцесорна та комп’ютерна техніка, промислові та адаптивні роботи, гнучкі виробничі модулі та системи, інтелектуальні системи та штучний інтелект).
Аналіз стану виробництва консервної продукції на Коломийському ВАТ «Консерваторія» дає підставу розробити проект автоматизації виробництва на базі застосування автоматизованих пристроїв з таких міркувань :
1. Відкрите акціонерне товариство «Консерваторія» є приватним підприємством. Господарською діяльністю займається порівняно недавно і не має достатньо обігових коштів на придбання дорогих засобів автоматизації.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
2. Розширення господарської діяльності, збільшення обсягу виробництва продукції, впровадження нових видів консервної продукції вимагає додаткових капітальних вкладень, збільшення найманої робочої сили, витрат на отримання ліцензії на інші види діяльності та внесення змін в статут підприємства.
Розробка проекту автоматизації автоклавної дільниці на ВАТ «Консерваторія» на базі автоматичних пристроїв забезпечить :
Зниження собівартості виготовлення продукції та покращення її якості.
Підвищення швидкості технологічних процесів при високій якості і надійності, зменшення часу робочого циклу виготовлення продукції.
Отримання економії прямих витрат праці за рахунок звільнення значної частини оперативно експлуатаційного персоналу.
Покращення умов праці - звільнення персоналу від стомлюючої або тяжкої фізичної праці та перебування його в небезпечних або шкідливих для здоров’я умовах.
Збільшення продуктивності технологічного обладнання і покращення якості продукції процесом, коли ручне керування неможливе або недостатньо надійне.
Застосування простих і недорогих стандартних засобів автоматизації виробництва, зменшить витрати та час на розробку і впровадження проекту, а також на додаткові капітальні вкладення.
Розширення господарської діяльності підприємства за рахунок економії від автоматизації дасть можливість зменшити термін окупності додаткових капітальних вкладень на впровадження проекту.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
1.2.Характеристика технологічного процесу.
Консервне виробництво — одне із складних виробництв харчової промисловості. Воно відзначається великою різноманітністю використовуваної сировини, безліччю технологічних процесів та їх параметрів.
Продукцією консервного виробництва є консерви — харчові продукти, що володіють тривалим строком зберігання при збереженні поживних і смакових якостей. Консервування харчових продуктів забезпечує можливість створення запасів для споживання їх в районах з різними кліматичними умовами і протягом року.
Для консервування використовують різні види сировини рослинної і тваринної. Із рослинної сировини для консервування використовують овочі, ягоди, фрукти, із тваринного — молоко, м «ясо. Це основна сировина. При виробництві консервів крім основної сировини використовують різноманітні допоміжні матеріали — цукор, сіль, жири, крупи, боби (горох, фасолю, сою), пшеничне борошно, макаронні вироби, кислоти (оцтову, лимонну, аскорбінову, сарбінову), пряності, воду. Всі основні і допоміжні матеріали за якістю повинні відповідати вимогам діючих стандартів.
В консервному виробництві для фасування консервної продукції використовують герметичну тару, виготовлену із скла і шерсті. Тара закупорюється шерстяними кришками. Найбільш поширеною є шерстяна тара. Виготовляють банки із білої шерсті (бляхи) — це тонколистова сталь, покрита з двох сторін шаром олова. Біла шерсть є добрим матеріалом для консервів, проте її поверхні кородують, оскільки олово недостатньо захищає сталь від корозії. Через це використовують спеціальну лаковану (покритим тонким шаром харчових лаків або емаллю) сталь. Скляна тара також дуже розповсюджена в консервній промисловості. Вона не кородує, стійка до хімічних дій, легко піддається санітарній обробці, багаторазово використовується, придатна для любих консервів, але б'ється і це її особливий недолік .
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Характеристика технологічного процесу консервування має такі особливості :
Сировина і напівфабрикати мають складний склад. Вони швидко псуються, їм потрібні особливі умови зберігання, потрібен особливий контроль якості.
Харчові продукти мають таку властивість, як нестійкість якісних показників, що не дозволяє застосовувати в технологічному процесі обробки високі швидкості, тиск і температуру. Вимоги до дотримання стабільності технологічної параметрів тиску і температури під час обробки сировини на підготовчій стадії та закупореної продукції потребують застосування автоматизованого контролю і керування технологічними процесом виготовлення консервованої продукції.
Основним процесом консервного виробництва є стерилізація і пастерилізація (тепловий процес нагрівання продукції до відповідної температури), які суттєво впливають на якість готової консервної продукції.
Оперативний лабораторний контроль за якістю сировини, води, проходженням технологічного процесу пастерилізації або стерилізації та якісними показниками готової продукції.
Технологічний процес пастерилізації - це частина виробничого процесу, який характеризується сукупністю дій, технологічних і нетехнологічних процесів, в результаті яких сировина, допоміжні матеріали і напівфабрикати, які поступають на консервний завод перетворюються в готову консервну продукцію. Технологічний процес пастерилізації відноситься до основних процесів (основна стадія виробничого процесу) виробництва консервної продукції.
Технологічні операції, контроль якості продукції після її пастерилізації виконується на спеціальному лабораторному обладнанні, яке знаходиться в іншому приміщенні та має вибірковий характер контролю .
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
1.4. Актуальність і економічне обґрунтування теми проекту Метою проектування є розробка текстових і графічних документів, підбір стандартних засобів автоматизації, розробка технологічної та структурної схеми автоматизації проекту, яка включає автоматичне керування, контроль та регулювання технологічних параметрів виробництва на Коломийському ВАТ «Консерваторія».
Тема проектування автоматизації процесу виробництва консервної продукції а підприємстві в умовах ринкової економіки є актуальної з таких причин :
Підприємство для ведення своїх господарської діяльності застосовує дешеву місцеву сировину, має просту і надійну технологічну схему виробництва, в якому застосовує сучасне високопродуктивне імпортне основне технологічне обладнання. Собівартість готової продукції низька, отже підприємство рентабельне і прибуткове. Вузьким місцем в господарській діяльності підприємства є його велика залежність від вартості енергоносіїв, яка суттєво впливає на заводську собівартість виготовленої консервної продукції. Впровадження автоматичних схем керування технологічним устаткуванням дає можливість підтримувати раціональний режим їх експлуатації, економію енергоносіїв та зменшує кількість експлуатаційного і ремонтного персоналу.
Впровадження автоматизованого контролю за технологічними параметрами покращує якісні показники виробництва, дає можливість зменшити кількість персоналу заводської лабораторії та втрати від браку, зменшення прямих витрат виробництва веде заводської собівартості виготовленої продукції .
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Застосування недорогих і надійних стандартних засобів автоматизації для автоматичного регулювання технологічних параметрів та технологічним устаткуванням дає можливість раціонально, без технологічних витрат повністю використати вихідну сировину для виготовлення продукції.
Попередні розрахунки економічної ефективності впровадження на підприємстві дають можливість зробити висновок, що тема проекту є актуальною і економічно вигідною для діючого підприємства.
1.5. Огляд і аналіз відомих проекти рішень Схема автоматизації процесу виробництва залежить від технології і технологічного обладнання, яке застосовується в даній технології.
При ринкових відносинах все, що відноситься до технології виробництва стає конфіденційною інформацією. Секрети технологій, що не підлягають розголошенню є запорукою конкурентноздатності любого підприємства. Тому при розробці даного проекту не виконуємо аналіз відомих проектних рішень, а проектуємо нову схему автоматизації технологічного процесу.
В даному проекті даємо рекомендації автоматизації технологічного устаткування виготовлення консервної продукції на базі вибраних стандартних засобів автоматизації. При виборі об'єкта для порівняння виконуємо аналіз вибору аналогічних За функціональним призначенням засова автоматизації та співставляємо їх техніко-економічні показники між собою. При аналізі відомих проектних рішень технологічного устаткування слід враховувати такі фактори:
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Схеми автоматизації окремих технологічних параметрів даного проекту є аналогічними із схемами автоматизації інших підприємств. Галузей харчової промисловості, де застосовується вітчизняне технологічне обладнання.
Схема автоматичного контролю, керування і регулювання окремих технологічних параметрів достатньо вивчені і при прийнятті проектних рішень застосовуються відомі методи проектування та вибираються засоби автоматизації, які мають сучасне технічне рішення, найкращі лані та високий показник ремонтовідновності.
При економічному аналізі даного проекту і відомих проектних рішень доцільно розглядати не ефект від зменшення, заводської собівартості продукції, а ефект, який отримуємо при порівнянні двох або більше варіантів технологічної собівартості.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
2. Розрахунково-технологічна частина.
2.1. Характеристика технологічного процесу в технологічному устаткуванні.
На формування технологічних схем в переробних галузях харчової промисловості впливають такі фактори.
1. Спосіб одержання продукту. Харчові виробництва за цією ознакою поділяються на :
а) такі, що вилучають цінні речовини із сировини, що підвищують концентрацію цінних компонентів ;
б) такі, що підвищують концентрацію цінних компонентів в продукті ;
в) такі, що виготовляють продукцію із різник компонентів ;
г) такі, що виготовляють продукцію із напівфабрикатів первинного виробництва.
2. Склад сировини — однокомпонентна, багатокомпонентна.
3. Повнота використання сировини. Для переробних галузей характерними є три таі технологічні схеми :
Перша схема характерна для виробництв, продукція яких одержують на основі обробки багато компонентних сумішей. Сировина і напівфабрикати повністю включаються в склад кінцевого продукту — хлібопекарні, кондитерські вироби. Структура ліній цієї групи підприємств характеризується великою кількістю паралельних потоків на стадії підготовки, які потім об'єднуються в один загальний потік на основній стадії. Паралельні потоки на основній стадії використовується лише для збільшення продуктивності або для випуску інших сортів чи видів продукції.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Друга схема характерна для виробництв, продукція яких не відрізняється за складом від використовуваної сировини — консервування, сушіння, замочування, стерилізація. Структура цих ліній характеризується послідовним проведенням технологічних операцій від початкової до кінцевої стадії. Паралельні лінії тут застосовуються для підвищення продуктивності або випуску інших сортів продукції.
Третя схема характерна для підприємств, в яких кінцевий продукт вилучають екстракцією, фільтруванням, сортуванням та ін. — цукрове, крохмальне, борошномельне, круп’яне та інші виробництва. Ліній цих підприємств складаються у послідовно виконуваних технологічних операцій на основній стадії із великою кількістю зворотних потоків. Це пов’язано з тим, що перетворення продукту проходить в результаті багаторазового повторювання дій, які доцільно здійснювати в допоміжних машинах і апаратах. Основна стадія має складну структуру.
Для консервного виробництва найбільш характерною є друга технологічна схема виробництва.
При розробці технологічної схеми консервного виробництва необхідно врахувати наступні особливості технологічного процесу виготовлення консервної продукції.
Підготовча стадія: підготовка сировини, тари, розчинів, соусів, сиропів тощо. Перед укладанням в банки овочі і фрукти звільняють від забруднень, домішок, сортують за величиною і кольором, миють, подрібнюють, піддають попередній тепловій обробці. Підготовча стадія може включати декілька технологічних операцій, які проходять в відповідній послідовності одна за одною згідно технологічного процесу виготовлення продукції.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Залежно від виду і технології виготовлення продукції застосовують один із різновидів попередньої теплової обробки розсортованої сировини:
а) Бланшування — обробка гарячою водою або парою. Бланшування овочів і фруктів проводять для зменшення активності ферментів, збільшення клітинної проникності, видалення повітря, підвищення калорійності, покращення смакових якостей.
б) Обжарювання — обробка гарячим рослинним маслом. Застосовують при виготовленні деяких видів овочевих і м’ясних консервів. Зменшення сировини при обжаренні повинно бути більше 30%, якщо маса зменшиться менше ніж на 30%, тоді таку теплову обробку називають пасеруванням.
в) Випарування — теплова обробка при якій здійснюють видалення вологи із продукту. При такій обробці підвищується харчова цінність продукту, створюються умови для тривалого зберігання, спрощується перевезення готової продукції.
Підготовлену сировину фасують в попередньо помиту і висушену тару. При фасуванні потрібно витримати відповідну масу продуктів залежно від їх видів і місткості тари. При використанні багатокомпонентних сумішей потрібно витримати відповідне співвідношення складових частин. Для фасування в тару вихідних продуктів застосовують спеціальні машини — наповнювачі та контроль ваговий продукту. Фасовану продукцію закупорюють герметично в скляну тару на закупорочних машинах.
Основна стадія виробництва є постерилізація. Це процес.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Зниження всіх без виключення мікроорганізмів і їх спор в продукті.
Це тепловий процес. Так більшість мікроорганізмів гинуть при температурі 65 … 80 0С. Одержані після пастеризації консерви є досить стійкими при зберіганні, мають добрий смак і високу харчову цінність. Процес пастеризації виконують в технологічному обладнанні, яке називається пастеризатором або автоклавале безперервної дії.
Режим пастеризації визначається температурою, до якої нагрівають консерви, тривалістю температури пастеризації і часом поступового охолодження продукту. Другим технологічним параметром режиму пастеризації є тиск, який створює водяне середовище на продукт в пастеризаторі або автоклаві. Режим пастеризації задають відповідною формулою пастеризації на консервний вид продукції.
Заключна стадія виробництва — обполіскування водою, транспортування у сушильну камеру моєчно-сушильної машини та висушування підігрітим повітрям. Після сушіння на банки наклеюються паперові етикетки з написами. Вибірковий лабораторний контроль готової продукції. Готова продукція зберігається в прохолодному приміщенні або відправляється до місця реалізації.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
2.2. Розробка технологічної схеми автоматизованого устаткування Технологічна схема автоматизованого процесу визначає основні функціональні частини проектуємого виробу, їх призначення і взаємозв'язки між ними. Всі функціональні частини розробляються як самостійні, автономні структурні одиниці, які призначені для автоматичного контролю технологічними параметрами (температура, тиск) та керування основною стадією технологічного процесу — пастеризацією та стерилізацією консервованої продукції .
Технологічна схема автоматизованих установ повинна мати такі функціональні частини :
Пристрій автоматизованого контролю температури водяного середовища в автоклаві.
Пристрій автоматизованого контроль тиску водяного середовища в автоклаві.
Пристрій автоматизованого керування робочим циклом технологічного процесу згідно заданої програмної формули пастеризації для конкретного виду консервованої продукції.
Пристрій автоматизованого регулювання технологічних параметрів, який забезпечує підтримання протягом певного часу з заданою точністю сталих параметрі процесу, що регулюється.
Пристрій автоматичного захисту для автоматичного запобігання аваріям і відхиленням від нормального ходу процесу.
Контроль якості продукції після виконання технологічного процесу пастеризації (стерилізації) виконується вибірково на спеціальному обладнанні в заводській лабораторії, яка знаходиться за межами виробничого приміщення. Тому контроль якості продукції, як функціональну частину структурної схеми автоматизації, при розробці самого проекту не.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
аналізується і не включається в структурну схему автоматизації.
В подальшому під терміном «автоматизований» (процес, пристрій, контроль і т.п.) буде розумітись — процеси, які здійснюються без безпосередньої участі працівника; під терміном «автоматичний» (регулювання, захист, керування тощо) — процеси, які здійснюються без безпосередньої участі та контролю працівника, тобто в автоматичному режимі.
Незалежно від функціонального призначення автоматизовані та автоматичні пристрої складаються із таких основних вузлів: давач (перетворювач технологічного параметру із одного виду в інший), вимірювальний прилад для вторинної обробки інформації, яка поступає від давача, виконавчий орган для переведення в дію керованого об'єкта згідно зміни керуючого технологічного параметра.
Системи автоматизованого контролю забезпечують контроль технологічних параметрів автоклава за допомогою пристроїв первинної обробки інформації (давачів) та вторинних вимірювальних приладів (регістраторів, самозаписувачів, показуючи і т.д.) або систем звукової та світлової сигналізації.
Системи автоматизованого керування технологічним процесом забезпечують керування за допомогою комплексу приладів і механізмів початкової дії, послідовністю і припиненням окремих операцій робочого процесу без безпосередньої участі працівника. Вибираємо пневматичну систему керування технологічним процесом, як найбільш ефективну і екологічно безпечну для харчової промисловості.
Системи автоматизованого регулювання підтримують без втручання працівника потрібні значення технологічних параметрів, що характеризують режим пастеризації консервованої продукції. Автоматичне регулювання можна назвати автоматичним керуванням із замкнутим циклом контролю технологічного параметру.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Для контролю технологічних параметрів під час процесу пастеризації, їх відхилення від заданих значень вибираємо для структурної схеми автоматизації процесу пастеризації пристрої автоматичного захисту.
Вибір вище наведених функціональних частин (автоматичних пристроїв) для можливості забезпечити безперервне підтримання всіх технологічних параметрів і автоматичну зміну їх під час технологічного процесу пастеризації консервної продукції. Технологічний режим пастеризації автоматично змінюється за допомогою схеми автоматичного курування .
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
5. Охорона праці.
5.1. Аналіз виробничого травматизму.
Закон України «Про охорону праці» визначає основні положення реалізації конституційного права громадян на охорону їх життя і здоров’я в процесі трудової діяльності, регулює за участю відповідних державних органів відносини між власником підприємства, установи і організацій або уповноваженим органом і працівником з питань з безпеки та виробничого середовища і встановлює єдиний порядок організації праці в Україні.
Охорона праці - це система правових, соціально-економічних, організацій но-технічних, санітарно-гігієнічних і лікувально-профілактичних заходів та засобів, спрямованих на збереження здоров’я і працездатності людини в процесі праці.
Шкідливими і небезпечними виробничими факторами є хімічні речовини, що впливають на організм людини (сода кальцинована і каустична, формалін, антифермін, хлорне вапно, азотна і сірчана кислоти та інші миючі і дезинфікуючі препарати).
На робочому місці не дозволяється палити, вживати спиртні напої та інші речовини, що справляють наркотичну дію на організм людини. Палити дозволяється тільки в спеціально відведених та обладнаних для цього місцях.
Щоб запобігти травмуванню і виникненню травмонебезпечних ситуацій дотримуватись таких вимог:
не залишати працююче устаткування без нагляду, не допускати до роботи на ньому осіб, які не пройшли навчання;
працювати на справному устаткуванні, справжніми пристроями та інструментами;
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
не наступати на переносні електричні провода, що лежать на підлозі, не торкатися ізольованих або пошкоджених проводів, не відкривати електрошаф;
не виконувати роботи, які не входять в ваші обов «язки;
дбайливо ставитись до устаткування, інструменту, пристроїв, матеріалів, спецодягів та інших засобів індивідуального захисту;
утримувати в чистоті робоче місце та територію підприємства;
при виявленні несправностей повідомляти змінного майстра.
Додержуватись вимог особистої гігієни:
верхній одяг, головний убір, вуличне взуття, особисті речі залишити в з гардеробі;
роботу виконувати в чистому спецодязі;
приймати їжу в кімнаті для приймання їжі.
На території пересуватися по пішохідних доріжках, проїзну частину переходити в установленому місці, не перебігати дорогу, бути уважним, до сигналів, які подають водії рухомого транспорту. Транспорт, який стоїть обходити тільки спереду. Категорично забороняється кататися на підніжках машин. Ходити по цеху не поспішаючи, підлога може бути слизькою.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
5.2. Заходи техніки безпеки В процесі виробництва люди стикаються із шкідливими, вибухонебезпечними та вогненебезпечними речовинами, часто несправними машинами та обладнанням. Для захисту людини від згубної дії чиї чинників на кожному підприємстві та робочому місці розроблено конкретні заходи.
Технікою безпеки називають систему організаційних, технічних, санітарно-гігієнічних, навчально-просвітницьких і правових заходів, які проводяться з метою створення безпечних умов праці на відповідному підприємстві.
До організаційних заходів належать раціональне поєднання цехів, дільниць; зручне розміщення обладнання та робочих місць; вибір безпечних способів ведення технологічних процесів із використанням найновішого механізованого і автоматизованого обладнання тощо.
До технічних заходів захисту належать попереджувальні знаки, загородження, сигналізація (звукова та світлова) та інші. Усі вони застерігають працівників від небезпеки. Важливе у технічних засобах захисту посідають запобіжні пристрої (вимикачі, клапани тощо), призначені для попереджування про небезпеку, наприклад пожежу, вибух, перегрівань обладнання, вихід шкідливих речовин.
До санітарно-гігієнічних заходів належить чистота приміщень, місце праці, наявність відповідного освітлення, вентилів та засобів індивідуального захисту (спеціальний одяг, взуття, рукавиці, окуляри тощо). Ці засоби спрямовані на захист працівників від отруєнь, опіків, травм (механічних і електричних) тощо.
Навчально просвітницькі заходи з техніки безпеки та охорони праці на виробництві полягають у навчанні працівників: вивченні ними інструкцій і правил техніки безпеки безпосередньо на місцях праці, проведення інструктажів (вступне на місцях праці та повторних) тощо.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
На кожному підприємстві є відділ техніки безпеки, основне завдання якого — нагляд за створенням і дотриманням безпечних умов праці: забезпечення працівників індивідуальними засобами захисту відповідно до кожного місця праці; встановлення на обладнання попереджувальних знаків, сигналізації та запобіжних пристроїв.
Працівник зобов «язаний:
знати і виконувати вимоги нормативних актів про охорону праці;
особисто вживати посильних заходів щодо усунення небезпечної виробничої ситуації ;
виконувати вимоги інструкції підприємства.
Працівник має право відмовитися від дорученої роботи, якщо створилась виробнича ситуація, небезпечна для його життя чи здоров’я або для людей, які його оточують і навколишнього середовища. До роботи по обслуговував автоклавів допускаються особи, що досягай 18-річного віку, пройшли медичний огляд, вивчили улаштування і правила експлуатації обладнання, положення інструкції по техніці безпеки і здали техмінімум по охороні праці.
Вимоги безпеки в аварійних ситуаціях. При виникненні пожежі:
вимкнути устаткування, припливно-витяжну вентиляцію;
сповістити пожежну охорону і адміністрацію.
При загоранні електропроводів вимкнути рубильник. Електропроводи, які знаходяться під напругою, гасити вуглекислотним вогнегасником та піском. Не можна гасити їх водою або пінним вогнегасником. При проливанні кислоти або лугу на підлогу, щоб рідина не розтікалася, засипати її піском, потім нейтралізувати (кислоту — негашеним вапном або кальцинованою содою, луг-розчином оцтової кислоти).
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
Пісок прибрати за допомогою совка і щітки, Підлогу замити водою і витерти насухо. 1.10 В разі попадання кислоти на шкіру або в очі - негайно змити її сильним струменем води протягом 10−15хв, потім промити розчином питної соди (І ч.л. на склянку води).
При попаданні лугу — змити його сильним струменем води протягом 10−15хв. Обробити місця опіку розчином лимонної, оцтової кислоти (3 «-б% за об'ємом) або борної кислоти (1 ч.л. на склянку води). Повідомити безпосередньо керівника про те, що сталося, При появі ознак отруєння від підвищених концентрацій кислоти або лугу в повітрі робочої зони вийти на свіже повітря, випити молока і сповістити безпосередньо керівника.
При нещасних випадках з травмуванням людини повідомити безпосередньо керівника, викликати медпрацівника або «Швидку допомогу.
5.3. Протипожежний захист Відповідальність за експлуатацію і утримання засобів гасіння несе керівник підприємства.
За справністю та експлуатацією стаціонарних спеціальних засобів гасіння пожежі (водопровід, вуглекислота і порошкові установки і т.п.) повинен бути встановлений систематичний нагляд і контроль. Наказом керівника об'єкту повинна бути перекладена персональна відповідальність на працівника, який здійснює нагляд за засобами гасіння пожежі.
Весь протипожежний інвентар, устаткування і обладнання повинні утримуватись в справному стані, знаходитись на видних місцях і до них повинна бути забезпечений вільний доступ.
Внутрішні пожежні крани повинні розміщуватись в ящиках, дверцята яких необхідно опломбувати. Пожежні стволи і рукави в ящиках повинні бути з'єднані між собою.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
В обов’язковому порядку пожежний рукав повинен бути під'єднаний до внутрішнього пожежного крану. В напівгайках кранів, рукавах повинні бути гумові прокладки. Не можна завалювати підходи до кранів, доступ до них повинен бути завжди вільний.
Пожежні водойми і гідранти на зимовий період повинні бути пристосовані для використання їх в цілях гасіння пожеж .
Колодязі з гідрантами повинні утримуватись в чистоті. Люки колодязів повинні бути закриті.
На місцях, в яких були зняті вогнегасники, необхідно вивішувати таблички, де вказано найближче місце, де вони знаходяться.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
3. Конструктивна частина.
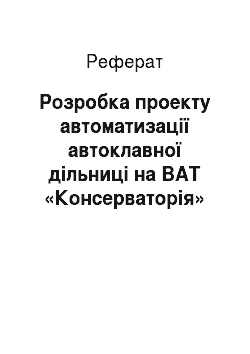
3.1. Виготовлення макету пневмосистемм підготовки повітря з пневматичним перетворювачем температури.
3.1.1. Структурна схема макету.
Для живлення макету застосовуємо установку очистки і осушування повітря. В якості такої установки вибираємо пересувну компресорну установку з блоком осушування і очистки повітря з наступними параметрами:
продуктивність установки Q = 0,5 м 7хв. ;
робочий тиск на вході установки Р = 0,6 МПа (6 кгс/см2).
Структурну схему макету відображено на рис. 1.
Рис. 1. Структурні схема макету пневмосистемм підготовки повітря з пневматичним перетворювачем температури.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
3.1.2. Аналіз і обґрунтування вибору фільтра точної очистки.
Фільтр точної очистки в макеті застосуємо для кінцевої «очистки повітря для живлення приладів і засобів автоматизації, яке поступає із пересувної компресорної установки. Фільтр повинен працювати при температурі оточуючого середовища від мінус 50і до плюс 60 °C і відносній вологості середовища 95% при температурі 35 °C і забезпечити максимальну витрату повітря 20 м /год. Для узгодження параметрів фільтра із пересувним компресором, допустимий тиск повітря на вході фільтра повинен бути 6 кгс/см2.
В результаті проведеного аналізу вибираємо промисловий стандартний фільтр повітря типу ФВ25−02, який має наступні параметри:
максимальні втрати повітря 25 и3/год.;
допустимий тиск повітря на вході 0,30,8 МПа;
температура оточуючого середовища від мінус 50 до плюс.
60 °C.
3.1.3.Аналіз і обґрунтування вибору стабілізатора тиску повітря.
Стабілізатор тиску повітря в макеті застосуємо для регулювання і автоматичної підтримки тиску повітря для живлення приладів і засобів автоматизації. Вхідні параметри стабілізатора тиску повітря повинні бути узгодженні із вихідними параметрами фільтра точної очистки. Оскільки для засобів автоматизації і приладів необхідно два значення живлення 1,4 кгс/см2 і 2,5 кгс/см2, тоді границі регулювання тиску на виході стабілізатора від 1,4 до 2,5 кгс/см2.
В результаті проведеного аналізу вибираємо промисловий стандартний стабілізатор тиску повітря типу СДВ25, який має наступні параметри:
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
максимальні витрати повітря 25 м3/год.;
допустимий тиск повітря на вході 0,35 + 0,8 МПа;
температура оточуючого середовища від мінус 50 до плюс 60 °C.
границі регулювання тиску на виході від 0,2 до 3 кгс/см2.
3.1.4.Аналіз і обґрунтування вибору пневматичного перетворювача температури.
Виготовлення різних видів консервної продукції вимагає кінцевої температурної її обробки, яка виконується в одному із режимів: пастеризації (теплова обробка 100 °C і нижча) або стерилізації (теплова обробка вище ІОО «С). Згідно формули стерилізації найвища теплова обробка консервної продукції є рівна 120 °C. Границі регулювання температури від плюс 30 °C до плюс 120 °C. Оскільки для живлення приладів і засобів автоматизації в макеті застосовуємо пневмоносій, перетворювач температури повинен бути пневматичного типу.
В результаті проведеного аналізу вибираємо промисловий стандартний перетворювач температури пневматичний типу 13ТД73, який має такі параметри:
границі вимірювання температури від плюс 30 °C до плюс.
130 °C;
клас точності 1,0;
довжина капіляра від перетворювача до термобалона з аргоним газом рівна 400 мм;
регулювальна характеристика пропорційного типу;
робочий діапазон вимірювання вихідного сигналу від 0,2: до.
1,0 кгс/см2;
пневможивлення 1,4+0,14 кгс/см2;
температура оточуючого середовища від -50 до + 80 °C.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.
3.1.5. Аналіз і обґрунтування вибору контрольно-вимірювальних засобів та пневмопроводів.
Для контролю тиску повітря на вході фільтра тонкої очистки і на виході колектора необхідно установити манометри-індикатори із нижчим класом точності 4.0, а для контролю вимірювання вихідного сигналу перетворювача температури зразковий манометр класу точності 0.6.
Внутрішній діаметр пневмопроводів на робочий тиск 6 кгс/см2 (ділянки: вхід на фільтр тонкої очистки, з виходу фільтра на вхід стабілізатора тиску, з виходу стабілізатора тиску на вхід колектора) повинен бути 10 мм.
Внутрішній діаметри решти пневмопроводів, які мають робочий тиск менший від 2,5 кгс/см2 повинен бути 6 мм.
В результаті проведеного аналізу вибираємо:
1) стандартні внутрішні діаметри пневмотрубок для пневмопроводів 6 мм. і 10 мм.;
2) манометри-індикатори промислові типу ЗЩП:
для МІ - з границями вимірювання від 0 до 6 кгс/см2 класу точності 4.0;
для М2 — з границями вимірювання від 0 до 2 °F кгс/см2;
3) контрольно-вимірювальний манометр МЗ типу МО з границями вимірювання від 0 до L&кгс/см2 класу точності 0Ц.
17ДП.5.90 503.838.ПЗ Арк.
Вим. Арк. № докум. Підпис Дата.