Підготовка до проектування технологічних процесів складання машин
Стаціонарне потокове складання з диференціацією робіт і регламентованим тактом при великому оперативному часі. Об'єктів складання декілька, вони розставлені на стендах в лінію. Обсяг складальних робіт поділений на комплекси, кількість яких дорівнює числу виробів, що складаються одночасно. В складанні беруть участь стільки бригад, скільки об'єктів. Кожна бригада спеціалізується на одному комплексі… Читати ще >
Підготовка до проектування технологічних процесів складання машин (реферат, курсова, диплом, контрольна)
Підготовка до проектування технологічних процесів складання машин
1. Початкові дані для проектування технологічного процесу складання
Для розробки технологічного процесу складання машин чи вузла технологу необхідно мати:
1) складальні креслення, що характеризують машину чи вузол з повнотою, необхідною для чіткого уявлення конструкції;
2) специфікації деталей по вузлах;
3) технічні вимоги на випробовування та приймання виробу;
4) річну програму випуску виробів;
5) режим роботи виробничої структури.
Для проектування використовують матеріали: рекомендації щодо поліпшення технологічності конструкції виробів, каталоги складального і підйомно-транспортного обладнання, альбоми складального технологічного оснащення, нормативи по нормуванню складальних робіт, приклади складання аналогічних виробів.
Мета технологічного проектування — дати детальний опис процесів складання, виявити необхідні засоби виробництва, площі, необхідну кількість робітників, трудомісткість та собівартість складання виробу.
Технологічні процеси розробляються при проектуванні нових заводів і тих, що реконструюються, при організації випуску нових об'єктів на діючих заводах. Крім того, впроваджені технологічні процеси періодично коректують і покращують на діючих підприємствах.
При проектуванні технологічних процесів для діючих заводів і тих, що реконструюються, необхідно мати відомості про складальне обладнання, площі діючих складальних цехів та інші місцеві умови виробництва. Крім того, потрібно знати, які частини виробу надходять від суміжних підприємств та умови їх постачання.
Складальні креслення та повузлові специфікації деталей необхідні технологу для визначення конструкції виробу, що складається.
Технічні вимоги на приймання виробів, що складаються, та їх вузлів сприяють більш глибокому вивченню конструкції і дають основу для розробки технічних вимог на більш дрібні складальні одиниці.
Річна програма випуску виробів та режим роботи виробничої структури характеризують тип виробництва і визначають ступінь диференціації технологічного процесу складання по операціях.
Під диференціацією розуміють поділ процесу складання на елементи для послідовного виконання на одному або декількох робочих місцях.
Концентрація процесу — це об'єднання ряду дрібних елементів процесу з метою їх комплексного виконання.
2. Ознайомлення зі службовим призначенням машини
Під службовим призначенням машини розуміють максимально уточнену і чітко сформульовану задачу, для розв’язання якої призначена машина.
Формулювання службового призначення машини повинно складатись з двох частин: загальної частини і уточнень. В загальній частині формулюються основні функції, для виконання яких призначена машина, а в уточненнях викладаються додаткові умови і вимоги, які цю задачу уточнюють та конкретизують.
Кожна машина призначена для виконання якого-небудь процесу, результат якого має бути корисним людині. Тому вивчення службового призначення потрібно починати з ознайомлення з наміченими результатами дії машини. Так, якщо в результаті має бути одержана продукція належної якості, то формулювання службового призначення виробляючої машини повинне містити відомості про вид, якість та кількість продукції. Наприклад, якщо верстат, точніше, вся технологічна система, повинна забезпечити при обробці отворів у заготовках точність радіального положення отворів в межах 0,1 мм, точність кутового положення в межах 30, перпендикулярність осей отворів відносно технологічної бази заготовки в межах 0,15 мм на 100 мм довжини, твердість матеріалу заготовки НВ 163−197, масу заготовки 1,95 кг, температуру заготовки 2010С, температуру повітря в цеху 204С, продуктивність верстата має бути 150 дет./рік, його довговічність — 8 років, то наведенні уточнення службового призначення верстата дозволяють сформулювати технічні вимоги і обґрунтовано задати норми точності як для верстата в цілому, так і для його окремих складальних одиниць. При врахуванні ж впливу на точність заготовок їх вхідних параметрів, інструмента, оснащення можна задати технічні вимоги і на елементи всієї технологічної системи, на якій мають бути оброблені ці заготовки.
Другу групу даних по службовому призначенню машини можуть складати показники продуктивності, яку повинна мати машина. Формулювання службового призначення машини повинно включати перелік умов, в яких вона буде працювати і виробляти продукцію потрібної якості та в необхідній кількості.
Умови роботи машини випливають з опису технологічного процесу виготовлення продукції і включає комплекс показників з допустимими відхиленнями, що характеризують якість вихідного продукту, кількість енергії, що витрачається, режими роботи машини і стан навколишнього середовища.
Формулювання службового призначення машини може містити також ряд додаткових відомостей, які необхідно врахувати при її проектуванні та виготовленні, наприклад, вимоги щодо зовнішнього вигляду, безпеки роботи, зручності та простоти обслуговування і керування, рівня шуму, ККД, ступеня механізації та автоматизації.
Спочатку службове призначення формулюється замовником і уточнюється при оформленні замовлення на проектування. Для конструктора формулювання службового призначення машини є вихідним документом, який потім він прикладає до креслень машини. Від технолога, що починає розробку технології виготовлення машини і є особою, відповідальною за здачу готової машини, крім вивчення, потребується критична оцінка формулювання службового призначення машини.
Розробивши конструкцію та зробивши необхідні розрахунки, конструктор в описі конструкції дає формулювання службового призначення машини та її складальних одиниць, обґрунтовано призначає технічні вимоги і норми точності, що випливають зі службового призначення, вказує методи досягнення потрібної точності у відповідності з даними по кількісному випуску машини, які забезпечують більш економічне її виготовлення.
Приклад службового призначення машини. Токарний гідрокопіювальний напівавтомат призначається для обробки ступінчастих валів з циліндричними шийками, а також фасонного профілю діаметром до 120 мм та довжиною до 500 мм. Вихідні заготовки — прокат і поковки. Точність обробки за діаметральними розмірами — 0,1 мм, за лінійними — 0,4 мм. Верстат передбачений для малосерійного і одиничного виробництва, забезпечений пристроєм для переналагодження його з обробки однієї деталі на іншу за 1−2 хвилини, а також широким діапазоном режимів обробки: nшп. = 81…2040 об/хв; робочі подачі копіювального супорта Sк = 20…700 мм/хв; підрізного супорту Sп = 15…400 мм/хв, тощо.
3. Аналіз і розробка технічних вимог до виробу (складальної одиниці) та технологічний контроль робочих креслень
Оскільки технічні вимоги і норми точності машини є відображенням її службового призначення, то, приступаючи до розробки технологічного процесу її виготовлення, технологу необхідно глибоко розуміти зміст вимог, які ставляться до якості машини, що виготовляється, і бути впевненим в тому, що вони розроблені правильно.
Розробка технічних вимог і норм точності є достатньо складним процесом. Нерідкі випадки, коли конструктори намагаються ухилитися від обґрунтування норм, що задаються, чи задають технічні вимоги в прихованій формі. Технологам в таких випадках доводиться уточнювати і навіть доповнювати відсутні технічні вимоги.
Розробці чи проведенню аналізу відповідності технічних вимог і норм точності службовому призначенню машини можуть сприяти:
— теоретичні дослідження фізичної суті явищ, що виникають при роботі машини;
— проведення експериментів на дослідних зразках і моделях чи перших екземплярах машин;
— вивчення досвіду експлуатації машин аналогічного типу;
— міркування логічного характеру на основі досвіду, який має технолог, що виконує аналіз.
Аналіз відповідності технічних вимог і норм точності службовому призначенню машини, як і розробка їх при конструюванні, передбачає розв’язання прямої задачі. Тільки йдучи від службового призначення до технічних вимог і норм точності, можна встановити їх правильність та достатність. Тому технолог, як і конструктор, повинен володіти методом розробки технічних вимог і норм точності машини.
Технічні вимоги повинні містити дані про точність складання, потрібну якість з'єднань, їх герметичність, щільність та жорсткість стиків, необхідну точність балансування обертових вузлів та інші відомості в залежності від призначення виробу. В технічних вимогах допускаються спеціальні вказівки технологічного характеру про методи виконання з'єднань, бажану послідовність складання, методи проміжного і остаточного контролю виробів.
Виходячи із службового призначення виробу чи складальної одиниці, проводять аналіз технічних вимог, що є на кресленнях, в стандартах і у спеціальних документах на виріб з випуску його і приймання.
На цьому етапі необхідно встановити:
1) якою мірою та чи інша вимога забезпечує виконання виробом чи складальною одиницею їх службового призначення;
2) що буде, якщо дана вимога буде порушена;
3) наскільки вірно задане числове значення технічних вимог, що розглядаються;
4) чи достатньо тих вимог, що є на кресленні, і які вимоги потрібно ввести додатково для виконання виробом чи складальною одиницею їх службового призначення;
5) наскільки задана якість виконавчих поверхонь деталей відповідає їх службовому призначенню;
6) якими технічними способами буде забезпечене виконання кожної вимоги і якими методами і засобами вони контролюються [14, 21].
Аналіз основних технічних вимог, які визначають точність та експлуатаційну надійність виробу чи складальної одиниці, супроводжують відповідними ескізами і зображенням на них схем контролю, приклад показано в табл. 1.
В описі методу перевірки повинна бути дана характеристика вибраного контрольного засобу, що відповідає встановленому типу виробництва виробу чи складальної одиниці: найменування, модель, ціна поділки чи відлік за ноніусом, а також номер стандарту.
Таблиця 1. Метод перевірки технологічних вимог до виробу
1. Відхилення від перпендикулярності поверхні опорної пластини відносно основи не більше 0,02 мм на довжині 200 мм | Пристосування встановлюють на контрольну плиту. Вимірювальний пристрій 2 (головку мод. 5 205 ТУ 2−034−317−71, ціна поділки — 0,002 мм) закріплюють на оправці 3, змонтованій на вимірювальному стояку так, щоб його вимірювальний наконечник торкався поверхні пластини 1. Відхилення визначається алгебраїчною різницею показників вимірювального пристрою 2 в точках, а і б | |
2. Відхилення від паралельності пальця 1 відносно основи не більше 0,03 мм на довжині 200 мм 3. Відхилення від перпендикулярності осі кондукторної втулки 6 відносно основи не більше 0,02 мм на довжині 200 мм | В отворі кондукторної втулки 6 встановлюють оправку 5. Вимірювальний пристрій 2 (головка 5 205, ТУ 2−034−317−71, ціна поділки -0,002 мм) закріплюють на стояку 7 так, щоб його вимірювальний наконечник торкався поверхні оправки 5. Відхилення визначають як найбільшу алгебраїчну різницю показників пристрою 2 на довжині L. На палець 1 встановлюють вимірювальну втулку 4. На стояку 3 жорстко закріплюють вимірювальний пристрій 8 (головка 5 205, ТУ 2−034−317−71, ціна поділки — 0,002 мм) таким чином, щоб вимірювальний наконечник пристрою торкався поверхні втулки 4. Відхилення визначають, як найбільшу алгебраїчну різницю показників пристрою 8 в точках, а і б | |
Аналіз технічних вимог при вивченні складальних і робочих креслень полягає в побудові та розрахунку відповідних конструкторських розмірних ланцюгів для встановлення відповідності допуску замикальної ланки службовому призначенню виробу.
Обґрунтовані та скоректовані допуски на розміри окремих деталей та їх відносне положення у подальшому враховуються при розробці технологічних процесів складання і виготовлення відповідних деталей.
В результаті аналізу технічних вимог технолог може запропонувати конструктивні зміни, уточнення технічних вимог на складання, зміни допусків і номінальних розмірів виробу чи складальної одиниці.
Паралельно з аналізом технічних вимог проводять технологічний контроль робочих креслень.
Складальні креслення, що призначені для розробки технологічного процесу складання виробу, повинні містити [8]:
а) необхідну і достатню кількість проекцій та розрізів, які дозволяють швидко розібратись в конструкції виробу;
б) повузлову та подетальну нумерацію;
в) специфікації деталей;
г) розміри, які повинні бути додержані в процесі складання;
д) зазори і натяги у з'єднаннях;
є) вагу деталей, що виготовляються з допусками на вагу, і вагу виробу;
ж) особливі технічні вимоги, що додержуються в процесі складання.
При вивченні і контролю креслень технолог може внести на розгляд конструктора окремі конструктивні пропозиції, що полегшують складання, але не викликають суттєвих змін в службовому призначенні виробу.
В процесі контролю складальних креслень необхідно впевнитись (послідовно по кожному вузлу виробу) в тому, що:
а) деталь можна легко з'єднати з суміжними деталями;
б) в момент складання чи розкладання інші, вже складені деталі, не заважають;
в) розкладання можна проводити так само зручно, як і складання;
г) при невдалих відхиленнях в розмірах деталей в межах заданих допусків деталлю будують виконуватись функції, передбачені конструкцією.
Помічені технологом у складальних кресленнях і технічних вимогах недоліки, неявності та помилки виправляє конструктор.
Технологічний контроль креслень та технічних вимог проводять по кожній складальній одиниці.
машина технологічний виробництво контроль
4. Попереднє встановлення типу виробництва та організаційної форми складання
Тип виробництва на даному етапі проектування визначають орієнтовно. Серійність складання визначають за даними табл. 2. Для цього потрібно знати річну програму випуску виробів (що визначено у початкових даних на проектування технологічного процесу) і трудомісткість складання виробу, яку можна визначити за аналогічним виробом.
Орієнтовно тип виробництва також можна визначити через такт складання виробу чи складальної одиниці.
Тактом складання називають час між виходом зі складання двох суміжних готових виробів.
Номінальний такт складання можна визначити за формулою:
де Fд — річний фонд робочого часу в годинах (дійсні річні фонди часу роботи обладнання наведені в [21]);
N — річна виробнича програма, шт. (задано в завданні на проектування).
Після визначення такту складання його порівнюють із середньою визначеною тривалістю операцій складання даного виробу (середню тривалість операцій можна взяти також за аналогом).
Якщо такт значно перевищує середню попередньо визначену тривалість операцій, то складання ведуть за принципом серійного виробництва. На одному робочому місці періодично (партіями) складають закріплені до нього різні вироби.
Якщо такт близький до середньої тривалості операцій чи менший її, то складання ведуть за принципом масового виробництва, закріплюючи за кожним робочим місцем певну складальну операцію. В цьому випадку складання виконують потоковим методом. При малому такті (2−3 хв) процес складання диференціюють, виділяючи невеликі за своїм змістом операції. Якщо це за технологічними міркуваннями утруднено чи неможливо зробити, то операції виконують паралельно, дублюючи робочі місця.
При серійному виробництві намічають виробничі партії виробів, виходячи з трудомісткості налагодження обладнання, тривалості процесів складання, календарних термінів випуску виробів та інших організаційних та економічних міркувань. Виробничу партію виробів часто беруть за директивними (плановими) строками випуску.
Орієнтовно виробничу партію частин виробу призначають таких розмірів: при малій програмі випуску і складних виробах її беруть рівною тримісячний програмі; для виробів середньої складності - місячній програмі; для простих виробів з великою програмою випуску — двотижневій програмі. Встановлені виробничі партії коректують при подальшій розробці технологічного процесу.
Після розробки технологічних процесів складання та механічної обробки, а також розрахунку кількості основного обладнання серійність виробництва належить уточненню по коефіцієнту закріплення операцій:
Кз.о. = О/Р, де О — число операцій, що виконується на дільниці (лінії) протяом місяця;
Р — число робочих місць на дільниці (лінії).
Коефіцієнт Кз.о. характеризує ступінь спеціалізації робочих місць. При Кз.о. 1 тип виробництва масовий, якщо 10 Кз.о. 1 — великосерійний, при 20 Кз.о. 10 — середньосерійний, при 40 Кз.о. 20 — дрібносерійний, при К.з.о. 40 — одиничний.
Після визначення типу виробництва вибирають організаційну форму складального процесу. На вибір організаційної форми складання впливають конструкція виробу, його розміри і маса, програма і строки випуску. Організаційні форми складання встановлюють окремо для виробу та його складових частин. В загальному випадку вони можуть бути різними.
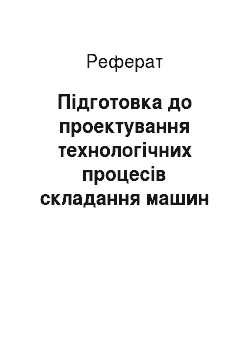
Таблиця 2. Основні організаційні форми складальних робіт в машинобудуванні
Схема | Тип виробництва | Організація складальних робіт | |
Індивідуальне і дрібносерійне | Стаціонарне складання без поділу процесу. Об'єкт складається один, нерухомий. Всі роботи виконуються однією бригадою висококваліфікованих складальників, роботи по видах заздалегідь між ними не поділені | ||
Дрібносерійне | Стаціонарне складання з диференціацією робіт. Об'єкт складання один, нерухомий. Весь обсяг складальних робіт заздалегідь поділений на комплекси, які закріплені за окремими робітниками бригади, що спеціалізуються на відповідних видах робіт | ||
Серійне | Стаціонарне потокове складання з диференціацією робіт і регламентованим тактом при великому оперативному часі. Об'єктів складання декілька, вони розставлені на стендах в лінію. Обсяг складальних робіт поділений на комплекси, кількість яких дорівнює числу виробів, що складаються одночасно. В складанні беруть участь стільки бригад, скільки об'єктів. Кожна бригада спеціалізується на одному комплексі робіт. Виконавши комплекс на одному об'єкті, вона переходить на новий об'єкт | ||
Серійне і великосеріяне | Рухоме потокове складання з диференціацією процесу на операції і передачею складального об'єкта від одного робочого місця до другого вручну чи за допомогою механічних транспортуючих засобів. Такт складання регламентований, але об'єкти складання механічно між собою не зв’язані. Можливе накопичення на окремих робочих місцях заробку | ||
Великосерійне і масове | Рухоме з періодичним чи безперервним переміщенням об'єкта (потокове складання з диференціацією процесу на операції та переходи). За кожним робочим місцем закріплений певний обсяг робіт. Кількість робочих місць дорівнює кількості операцій. Такт точно регламентований. Складений виріб сходить з лінії через проміжок часу, який дорівнює такту | ||
При масовому випуску виробів з’ясовують економічність використання потокового складання. Якщо конструкція виробу має достатню жорсткість базової деталі й відзначається порівняно великою масою, доцільно вибрати потокове складання з безперервним переміщенням виробу, який складається, у протилежному випадку необхідно зупинитися на рухомому з'єднанні з переривчастим переміщенням виробу.
Для складання виробів великої маси при відносно малій програмі випуску застосовують нерухоме потокове складання, при якому бригада робітників періодично переміщується з одного робочого місця на інше. При невеликому випуску виробів, коли використання потокових методів складання економічно недоцільне, потрібно застосовувати стаціонарне складання.
Основні організаційні форми складальних робіт в машинобудуванні наведені в табл. 2.
Після визначення організаційної форми складання треба також визначитись попередньо з наступним:
а) вибрати тип потокових ліній для виробничих дільниць і потокових ліній;
б) встановити ступінь механізації та автоматизації потокових ліній;
в) визначити режим роботи дільниці, лінії та фонди часу роботи технологічного обладнання;
г) розрахувати такт випуску виробів (великосерійне та масове виробництво) чи величину партій їх запуску у виробництво.
Такт випуску розраховують за формулами:
— для _т._то номенклатурн лінії:
Тв = Fд.о60Кз/N;
— для _т._то номенклатурної лінії:
;
— для автоматичної лінії:
Тв = Fд.л 60Кз/N,
де Fд.о I Fд.л — дійсний річний фонд часу роботи одиниці обладнання і автоматичної лінії, год.
Кз = 0,75…0,95 — плановий коефіцієнт завантаження обладнання, який враховує простої з організаційно-технічних причин і регламентовані перерви на відпочинок (менше значення Кз відповідає масовому виробництву);
N — річна програма випуску виробів, _т.;
Ni — кількість і-их виробів, що належать випуску за рік;
i — порядковий номер виробу, і = 1, 2, … n.
Прийняті на цьому етапі попередні рішення уточнюються при подальшій розробці технологічного процесу.
Література
1. Балакшин Б. С. Основы технологии машиностроения. — М., 1969. — 559 с.
2. Боровик А.І. Проектування технологічного оснащення. — К., 1996. — 488 с.
3. Дипломное проектирование по технологии машиностроения / Под ред. В. В. Бабука. — Минск: Вышейшая школа, 1979. — 464 с.
4. Допуски и посадки: Справочник / Мягков В. Д., Палей М. А., Романов А. Б и др. — Л. — М. 1982. Т. 1. — 543 с; Т. 2. — 446 с.
5. Ковшов А. Н. Технология машиностроения. — М., 1987. — 320 с.
6. Маталин А. А. Технология машиностроения. — Л.-М.: Машиностроение, 1985. — 496 с.
7. Научные основы автоматизации сборки. / Под. ред. М. П. Новикова. — М., 1976. — 472 с.
8. Новиков М. П. Основы технологии сборки машин и механизмов. — М., 1980. — 542 с.
9. Общемашиностроительные нормативы на слесарную обработку деталей и слесарно-сборочные роботы по сборке машин и приборов в условиях малого и среднесерийного типов производства. — М.: НИИ Труда, 1982. — 207 с.
10. Общемашиностроительные нормативы на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство. — М., 1974. — 219 с.