Оцінка варіантів маршруту обробки деталі корпусу
На цій операції виконується принцип суміщення баз і відсутні додаткові похибки, тому для розрахунку обр.05 використовуємо формулу: Розмір А10.6 — виконується за принципом суміщення баз, немає додаткових похибок, вимірюється від обробленої поверхні. Тому: Зваживши все, приходимо до висновку, що перший варіант МОД є більш прийнятним, тому приймаємо його для подальшої розробки. На цій операції треба… Читати ще >
Оцінка варіантів маршруту обробки деталі корпусу (реферат, курсова, диплом, контрольна)
Практична робота № 5
з технології машинобудування Оцінка варіантів маршруту обробки деталі (МОД) корпусу Варіант 32
Вихідні дані:
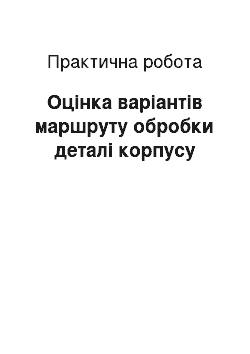
деталь — корпус (рис. 1)
Рис. 1. Корпус підшипника Таблиця 1
Перший варіант МОД «Корпус підшипника» (рис.1)
Номер і назва операції | Ескіз операції | Тип обладнання | Мета операції | |
Виливок | Отримання заготовки | |||
Фрезерна | Вертикально-фрезерний верстат | 1. Підготовка чистової бази. 2. Забезпечення розмірів: A05.2 | ||
Свердлильна | Вертикально-свердлильний верстат | 1. Підготовка чистових баз. 2. Забезпечення розмірів: A10.1, 2A10.4, 2A10.5, A10.6 | ||
Розточувальна | Розточувальний двосторонній верстат | 1.Забезпечення 2. Забезпечення розмірів: A15.1, 2A15.3, A15.5, 2A15.6, A15.7 | ||
Сверлильна | Вертикально-свердлильний верстат | Забезпечення розмірів: 2A20.1, 2A20.3 | ||
Розточувальна | Верстат для розточування | 1. Забезпечення 2. Забезпечення розмірів: 2A25.2, A25.1 | ||
Миття | Мийна машина | Очищення деталі від бруду | ||
Контроль | Контрольно-вимірювальні пристрої | Кінцева перевірка точності виготовлення деталі | ||
Таблиця 2
Другий варіант МОД «Корпус підшипника» (рис. 1)
Номер і назва операції | Ескіз операції | Тип обладнання | Мета операції | |
Виливок | Отримання заготовки | |||
Фрезерна | Вертикально-фрезерний верстат | 1. Підготовка чистової бази. 2. Забезпечення розмірів: A05.2 | ||
Свердлильна | Вертикально-свердлильний верстат | 1. Підготовка чистових баз. 2. Забезпечення розмірів: A10.1, 2A10.4, 2A10.5 | ||
Горизонтально-фрезерна | Горизонтальний фрезерний верстат | 1. Забезпечення 2. Забезпечення розмірів:A15.5, A15.6 | ||
Розточувальна | Розточувальний двосторонній верстат | 1. Забезпечення 2. Забезпечення розмірів: 2A15.3, 2A15.7, A15.1 | ||
Горизонтально-фрезерна | Горизонтальнофрезерний верстат | Забезпечення розміру:А10.6 | ||
Свердлильна | Вертикально-свердлильний верстат | Забезпечення розмірів: 2A20.1, 2A20.3 | ||
Розточувальна | Верстат для тонкого розточування | 1. Забезпечення 2. Забезпечення розмірів: 2A25.2, A25.1 | ||
Миття | Мийна машина | Очищення деталі від бруду | ||
Контроль | Контрольно-вимірювальні пристрої | Кінцева перевірка точності виготовлення деталі | ||
Розв’язок:
1. Задані параметри шорсткості забезпечені відповідним вибором методів обробки поверхонь, тобто тут використаний виробничий досвід.
2. Забезпечення заданої точності розмірів і поворотів.
Варіант 1. Операція 05. Фрезерна.
Тут змінюється один розмір А05, на чорновій операції він приймає значення А05−1, на чистовій — А05−2.
На цій операції виконується принцип суміщення баз і відсутні додаткові похибки, тому для розрахунку обр.05 використовуємо формулу:
?обр = ?с + ?з.
Розмірний ланцюг буде мати вигляд:
У зв’язку з тим, що технологічною (установчою) базою є необроблена поверхня заготовки, в сумарній похибці враховуємо також похибку вимірювання. Таким чином, для першого переходу операції 05 маємо:
1сум = 1обр.+ вим.;
для другого переходу:
2сум = 2обр.+ вим.
Сумарна похибка на операцію буде рівною:
05сум = 1сум.+ 2сум
1с = 200 мкм [3, табл. 6.4];
2с = 120 мкм [3, табл. 6.4];
3 = 140 мкм [1, табл. 4];
ТАі-1 = 1800 мкм [2, таблиця 6.22];
вим .= ф = 0,25ТАі-1 = 0,251 800 = 450 мкм = 0,45 мм;
1обр =1с + 3 = 200 + 140 = 340 мкм = 0,34 мм;
2обр = 2с = 120 мкм = 0,12 мм;
1сум = 0,34 мм + 0,45 мм = 0,79 мм;
05сум = 0,12 мм + 0,45 мм = 0,57 мм;
05сум = 0,79 + 0,57 = 1,36 мм.
Операція 10. Свердлильна.
На цій операції:
1) розміри 2А10.2, 2А10.3, 2А10.4, 2А10.5 забезпечуються розмірами різального інструменту;
2) розмір А10.6 — виконується за принципом суміщення баз, немає додаткових похибок, вимірюється від обробленої поверхні. Тому:
сум =обр.= с+з;
с = 70 [1, табл. 7];
3 = 110 [1, табл. 14];
= 70 + 110 = 180 мкм = 0,18 мм;
3) розмір А10.1 виконується від напрямної бази, немає додаткових похибок, вимірюється від чисто оброблених поверхонь. Тому:
сум = обр = с.+ 3.
с. = 200 мкм [1, табл. 26].
3 = 0, оскільки сила закріплення направлена перпендикулярно до отримуваного розміру.
= 200 мкм = 0,2 мм.
Операція 15. Розточувальна.
На цій операції забезпечуються розміри:
1) А15.1 — виконується за принципом суміщення баз, без додаткових похибок, вимірювання від чисто обробленої поверхні:
= обр.= с.+ 3.
с. = 84 мкм [1, табл. 2].
3 = 0, оскільки застосовується механізований затискач, який забезпечує стабільність сили затискання.
= 84 + 0 = 84 мкм 0,09 мм.
2) розміри 2А15.2, 2А15.3 залежать тільки від похибки методу обробки, тобто:
= ;
.
= 340 мкм [1, табл. 2] (розточування чорнове);
= 100 мкм [1, табл. 2] (розточування чистове);
= 340 мкм = 0,34 мм;
= 100 мкм = 0,10 мм;
3) розміри А15.4, А15.5 і А15.6.
Спочатку від чорнової бази витримується розмір А15.6, тобто в даному випадку технологічна база не збігається з вимірювальною (конструкторською) і можна використати рівняння:
обр. = с + 3 + р.б. + дод.
с = 300 мкм [1, табл. 7];
3 = 0;
р.б. = 300 мкм [1, табл. 7];
дод. = 0;
= 300 + 300 = 600 мкм = 0,6 мм.
Похибка вимірювання дорівнює:
вим = 0,25 ТАі-1 = 0,25 300 = 75 мкм = 0,075 мм.
= 0,6 мм + 0,075 мм = 0,675 мм 0, 7 мм.
Розмір А15.5 витримується від чистового торця, тобто за принципом суміщення баз, але тут задається похибка позиціонування (для обробки другого торця треба змінити позицію, тобто повернути заготовку на 180).
с = 120 мкм [1, табл. 3];
дод. = 30 мкм (паспорт верстата);
= 120 + 30 = 150 мм = 0,15 мм.
4) розмір 2А15.7.
обр.= с. = 120 мкм [1, табл. 3].
5) на цій операції треба забезпечити параметр, який забезпечується вибором схеми базування і відповідного методу обробки.
За прийнятою схемою базування та обробкою поверхонь 7 і 8 одноразовим точінням забезпечується точність взаємного положення поверхонь (базової та оброблюваної) з точністю 4−8 мкм на 160−300 мм [3, табл. 7.4], що для нашого випадку цілком прийнятно.
Операція 20 свердлильна.
1) розмір 2А20.1 забезпечується кондуктором
обр.= с. = 0,10 мм;
= 0,1 мм;
2) розмір 2А20.3 забезпечується різальним інструментом.
Операція 25 розточувальна.
1) розмір А25.1 виконується від технологічної бази:
= 0,09 мм;
2) розмір 2А25.2 забезпечується регулюванням положення різця:
= 30 мкм 0,03 мм;
деталь поверхня обробка інструмент
3) параметр забезпечується вибором схеми базування і методу обробки (див. операцію 15) [3, таблиця 7.4].
Варіант 2. Цей варіант відрізняється тим, що товщина полички (розмір А10.6) і поверхні 7 та 8 (розмір А15.5) виконуються на горизонтально-фрезерному верстаті, причому поверхні 7 і 8 обробляються набором фрез, тобто розмір А15.5 буде стабільним на всій партії деталей. Якщо порівняти точність розташування поверхонь, то цей варіант дає змогу при обробці поверхонь 7 і 8 налагодити верстат від напрямної бази, тобто від отвору 10Н7, в результаті чого точність розташування цих поверхонь підвищиться.
Точність виконання розміру А10.6 також підвищиться, оскільки він також буде забезпечуватись набором фрез.
Отримувані результати по точності обробки обох варіантів заносяться в табл. 3.
Таблиця 3
Точність обробки по варіантах технологічного процесу
Позначення розмірів | Параметри точності деталі | Похибки по варіантах | ||||
номінальна величина розміру | допуск | виробничі | сумарні | |||
А05.1 А05.2 А10.6 А15.1 А15.6 А15.5 2А20.1 А25.1 2А25.2 | 1,10 0,70 0,43 0,05 0,75 0,5 0,1 0,05 0,03 | 0,79 0,57 0,18 0,09 0,70 0,15 0,10 0,09 0,03 | 0,79 0,57 0,12 0,09 0,70 0,10 0,10 0,09 0,03 | 1,54 1,48 поверхні 1 і 2 0,70 0,70 0,85 0,80 поверхні 7 і 8 А15.3 + А25.5 | ||
Якщо порівняти інші критерії вибору варіанта МОД, то можна зробити наступні висновки.
1. Обидва варіанти забезпечують потрібну точність розмірів і параметри шорсткості поверхонь, заданих кресленням. Другий варіант навіть забезпечує вищу точність розташування поверхонь 7 і 8.
2. Сумарні похибки обробки відрізняються на незначну величину, тобто припуски на обробку в обох варіантах будуть приблизно однакові.
3. Перший варіант передбачає застосування спеціального інструмента — зенкера для цекування.
4. Перший варіант має меншу кількість операцій і вимагає меншої номенклатури обладнання.
5. Другий варіант має більшу кількість операцій і вимагає додатково застосування горизонтально-фрезерного верстата, але можна обійтись без спеціального інструменту.
Зваживши все, приходимо до висновку, що перший варіант МОД є більш прийнятним, тому приймаємо його для подальшої розробки.
Список використаної літератури
1. Бондаренко С. Г. Розмірні розрахунки механоскладального виробництва. — К. 1993. — 544 с.
2. Руденко П. О., Харламов Ю. О., Шустик О. Г. Вибір, проектування і виробництво заготовок деталей машин. — К. 1993.
3. Рудь В. Д. Курсове проектування з технології машинобудування. Луцьк, 1996. — 300 с.