Підвищення надійності різання деревини за рахунок удосконалення електричної схеми шляхом впровадження сучасних засобів автоматизації
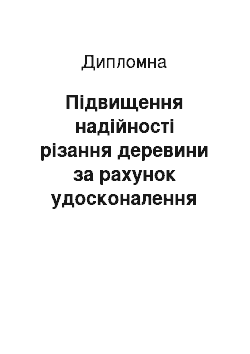
Рисунок 3.7 — Графіки перехідних процесів при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.8 — Графік вихідної частоти перетворювача при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.9 — Графік частоти обертання двигуна при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.10 — Графік моменту навантаження при відпрацюванні заданої траєкторії руху… Читати ще >
Підвищення надійності різання деревини за рахунок удосконалення електричної схеми шляхом впровадження сучасних засобів автоматизації (реферат, курсова, диплом, контрольна)
Дипломний проект
Дипломний проект складається зі вступу, п’яти розділів, висновків, переліку посилань, додатків і має хх сторінку основного тексту, хх рисунків, хх таблиць, хх сторінок додатків. Список використаних джерел містить хх найменувань і займає х сторінок. Загальний обсяг роботи — хх сторінок.
Метою роботи є підвищення надійності різання деревини за рахунок удосконалення електричної схеми шляхом впровадження сучасних засобів автоматизації.
У даному проекті розроблена схема автоматичного керування комбінованим деревообробним верстатом 691С, який входить в технологічний ланцюг деревообробного цеху. За допомогою даної системи керування ми можемо забезпечити надійну обробку лісоматеріалів та підвищити продуктивність лінії.
Дана система може застосовуватись і для інших об'єктів.
Можливі також напрямки розвитку даної системи керування електроприводом, за напрямком підвищення або зменшення потреб замовників готової продукції, а також розроблення на базі даної системі власної (індивідуальної) системи керування.
Ключові слова: ДЕРВООБРОБКА, СИСТЕМА КЕРУВАННЯ, ЕЛЕКТРОПРИВІД, ДЕРЕВООБРОБНИЙ, ВЕРСТАТ, КОНТРОЛЕР, ПЕРЕТВОРЮВАЧ ЧАСТОТИ, ПРОДУКТИВНІСТЬ, АВТОМАТИЧНИЙ ВИМИКАЧ.
ЗМІСТ ПЕРЕЛІК УМОВНИХ СКОРОЧЕНЬ ВСТУП
1.ТЕХНОЛОГІЧНІ ПРОЦЕСИ ВИРОБНИЧОГО ЦЕХУ
1.1 ХАРАКТЕРИСТИКА ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ ДЕРЕВООБРОБКИ
1.2 ХАРАКТЕРИСТИКА ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ ВИРОБНИЧОГО ЦЕХУ
2.РОЗРОБЛЕННЯ ЕЛЕКТРОПРИВОДА ТЕХНОЛОГІЧНОГО ОБЛАДНАННЯ
2.1 ЗАГАЛЬНІ ВІДОМОСТІ ПРО ТЕХНОЛОГІЧНЕ ОБЛАДНАННЯ
2.2 ПОПЕРЕДНІЙ ВИБІР ЕЛЕКТРОДВИГУНА ПРИВОДА ПИЛКИ КОМБІНОВАНОГО ВЕРСТАТА 691С
2.3 РОЗРОБЛЕННЯ СХЕМИ КЕРУВАННЯ УНІВЕРСАЛЬНИМ ВЕРСТАТОМ 691С
2.4 ВИБІР ОБЛАДНАННЯ СИЛОВОГО КОЛА
2.5 ВИБІР ТА НАЛАШТУВАННЯ КОНФІГУРАЦІЇ ЧАСТОТНОГО ПЕРЕТВОРЮВАЧА
2.6 ВИБІР ТЕХНОЛОГІЧНОГО КОНТРОЛЕРА
2.7 ПОБУДОВА МЕХАНІЧНИХ ХАРАКТЕРИСТИК
3.ДОСЛІДЖЕННЯ ЕЛЕКТРОПРИВОДА ПРИ ВІДПРАЦЮВАННІ ЗАДАНОЇ ТРАЄКТОРІЇ РУХУ
3.1 ВИЗНАЧЕННЯ НАБЛИЖЕНОЇ ТРАЄКТОРІЇ РУХУ
3.2 РОЗРОБЛЕННЯ СТРУКТУРНОЇ СХЕМИ ЗАДАВАЧА ТРАЄКТОРІЇ РУХУ
3.3 РОЗРОБЛЕННЯ СТРУКТУРНОЇ СХЕМИ ЗАДАВАЧА МОМЕНТУ
3.4 РОЗРОБЛЕННЯ СТРУКТУРНОЇ СХЕМИ ЕЛЕКТРОПРИВОДА
3.5 ДОСЛІДЖЕННЯ МАТЕМАТИЧНОЇ МОДЕЛІ
3.6 ПЕРЕВІРКА ДВИГУНА
4.РОЗРАХУНОК НАДІЙНОСТІ ЕЛЕКТРОПРИВОДА
4.1 РОЗРАХУНОК БЕЗВІДМОВНОЇ РОБОТИ ЕЛЕКТРОПРИВОДА
4.2 ВИЗНАЧЕННЯ ЕКОНОМІЧНОЇ ЕФЕКТИВНОСТІ МОДЕРНІЗАЦІЇ ЕЛЕКТРО-ПРИВОДА
5.ОХОРОНА ПРАЦІ
5.1 ЗАХОДИ З ОХОРОНИ ПРАЦІ
5.2 ЗАХОДИ ПО ОХОРОНІ ПРИРОДИ
5.3 ЗАХИСНЕ ЗАНУЛЕННЯ І ЗАЗЕМЛЕННЯ
5.4 ПРОТИПОЖЕЖНІ ЗАХОДИ
5.5 ЗАХОДИ ЦИВІЛЬНОЇ ОБОРОНИ
5.6 ЗАХОДИ З ТЕХНІКИ БЕЗПЕКИ ПРИ МОНТАЖІ ТА ВИПРОБУВАННІ ДЕРЕВО-ОБРОБНИХ ВЕРСТАТІВ ВИСНОВОК ПЕРЕЛІК ВИКОРИСТАНИХ ДЖЕРЕЛ
ПЕРЕЛІК УМОВНИХ ПОЗНАЧЕНЬ
ЕП — електропривод;
АСУ — автоматична система керування;
ЕО — електрообладнання;
ДО — деревообробка;
ПЧ — перетворювач частоти;
КП — контролер програмований;
КЗ — коротке замикання;
ТО — технологічне обладнання;
ЕД — електродвигун.
ВСТУП Деревина здавна є одним з найбільш поширених матеріалів, які застосовуються в різних галузях народного господарства. Це пояснюється тим, що вона легко піддається обробці. При невеликому питомій вазі деревина має порівняно високу міцність, малу теплопровідність, звукопровідністю та інші позитивні якості.
Деревообробна промисловість надзвичайно різноманітна, але в цьому різноманітті виробництв провідне місце займає пиляння деревини. Продукція лісопильного виробництва — пиломатеріали використовуються або безпосередньо, або як сировина і напівфабрикати (дошки, бруси, бруски і т.п.) на самих різних підприємствах нашої країни.
Лісовий комплекс країни представляють понад 3500 підприємств із загальною чисельністю близько 120 тис. чоловік, в нього входять лісогосподарські, лісозаготівельні, деревообробні, целюлозно-паперові та меблеві підприємства.
Підприємствами лісопромислового комплексу виробляється понад 100 найменувань лісопаперової продукції. Це _ лісоматеріали, пиломатеріали, столярні вироби, папір, целюлоза, фанера, деревоволокнисті і деревостружкові плити, шпалери, сірники, меблі, житлові та садові будинки, та інші товари народного споживання.
Різноманітність обладнання та ріжучого інструменту ДО підприємств пояснюється великою кількістю методів механічної обробки деревини і деревних матеріалів, застосовуваних при виготовленні продукції.
Обробка деревини і деревних матеріалів різанням займає провідне місце на деревообробних підприємствах, вона є найбільш складною і дорогою частиною процесу виробництва продукції з деревини [1, стр. 188].
Сучасні деревообробні верстати є складними технологічними машинами, до їх складу входять механізми різання, подачі, базування, налагодження і регулювання, завантаження і розвантаження заготовок.
Різноманіття технологічних операцій, виконуваних деревообробними верстатами, напівавтоматами, автоматами і верстатних лініями, зумовлює різноманітність і деревообробних інструментів, використовуваних в деревообробних виробництвах.
Нові економічні умови третього тисячоліття, в свою чергу, вимагають сьогодні від нас і впровадження нової техніки, та застосування нових технологій в галузі деревообробки. Як результат, в даний момент нам необхідні і нові підходи в галузі лісового верстатобудування, тому що з усією гостротою стоїть питання про підвищення продуктивності деревообробних машин, домагаючись при цьому підвищення показників характеризують якість продукції, що випускається. Це призводить до потреби лісового верстатобудування в висококваліфікованих фахівцях, які мають ті знання і ті навички, які дозволяють їм приймати цілком адекватні рішення для досягнення поставлених цілей [1, cтр. 205].
У пропонованій роботі розроблена напівавтоматична лінія з використанням декількох верстатів для виробництва заготовок з деревини.
Метою роботи є підвищення надійності різання деревини за рахунок удосконалення електричної схеми шляхом впровадження сучасних засобів автоматизації.
Для досягнення поставленої мети необхідно вирішити наступні технічні завдання:
— провести аналіз існуючого і перспективного деревообробного обладнання на предмет його енергоспоживання і надійності;
— розробити шляхи зменшення споживаної потужності і підвищення надійності роботи системи;
— спроектувати технологічну схему деревообробного верстата, що задовольняє підвищеним вимогам по надійності та ефективності роботи, а також електричну схему силового кола керування двигунами.
1.ХАРАКТЕРИСТИКА ВИРОБНИЧОГО ЦЕХУ
1.1 Характеристика технологічних процесів деревообробки Головні завдання лісопильної і деревообробної промисловості - це підвищення продуктивності праці за рахунок впровадження прогресивної технології та комплексу технічних засобів на всіх стадіях виробництва; підвищення комплексного використання розпиляної сировини шляхом використання раціональних технологій розкрою, скорочення втрат деревини при транспортуванні і зберіганні, використання відходів лісопиляння на технологічні цілі і частково в якості палива; покращення якісної структури і підвищення якості продукції шляхом збільшень обсягу випуску сухих, обрізних, струганих пиломатеріалів і заготовок цільового призначення, організації виробництва нових видів пиломатеріалів з покращеними споживчими властивостями. Одне з основних напрямів розвитку лісопиляння _ підвищення технічного рівня виробництва шляхом впровадження прогресивної технології і нових видів високопродуктивного обладнання.
В даний час на деревообробних підприємствах провідне місце займає обробка деревини і деревних матеріалів різанням. Вона є найбільш складною і дорогою частиною процесу виробництва виробів з деревини.
Одним з основних видів різання деревини є пиляння. Це операція ділення деревини на частини багаторізцевими зубчастими інструментами _ пилками, які здатні видаляти з колоди або заготовки шар деревини, перетворюючи її в стружку. Існує три основних види пил — рамні, стрічкові і дискові. Стрічкові пили представляють собою сталеву нескінченну (у вигляді кільця) смугу з зубами на одній (рідше двох) кромці. У всіх пил зуби розташовані на полотні, яке, крім того, має приєднувальні конструктивні елементи: кінці у рамних пил і отвір у дискових, для зв’язку з робочим органом верстата і створення в пилці певного напруженого стану. Стрічкова пила розташовується у верстаті на двох шківах [2, стр. 34].
Найважливіший розмір пили _ товщина її полотна. Товщина рамних пил S = 1,6−2,5 мм при довжині полотна L = 100−1950 мм, для дискових пилок S = 1−5 мм при діаметрі D = 125−1600 мм і для стрічкових S = 0,6−2, 2 мм при довжині, яка визначається розмірами шківів верстата і відстанню між ними [2, стр. 136]
Вдосконалення конструкції пил, інструментів і деревообробних верстатів веде до підвищення якості пиляння, тобто якості поверхні пропилу, наближаючи його до якості поверхні різання. Вирішення цієї задачі дозволить використовувати пили для кінцевого формування заготовок і деталей. На лісопильних рамах розпилюються сирі колоди. Отриманні на них дошки при сушінні змінюють форму і розміри, тому кінцеве формування заготовок і деталей у подібному випадку неможливо. Дискові пили широко використовуються для розкрою сухих дощок на заготовки. У цьому випадку пиляння повинно бути вдосконалено в такій мірі, при якій лінія мала автоматичне керування і виконувала поставлені цілі.
У даний час вважають, що всі операції по переміщуванню повинні бути механізовані, а в ряді випадків автоматизовані. Рішення цього питання в загальному вигляді досягається оснащенням робочої машини спеціальним завантажувальним пристроєм (живильником), розвантажувальним (укладальником) і при необхідності переміщувальним пристроєм. Принцип дії, схема, компонування і конструкція цих пристроїв можуть бути різноманітними, тому що на них впливають конфігурація і розміри оброблюваних деталей, тип машини, схема організації робочого місця, вид приводу і т.д.
У залежності від тривалості дії без утручання людини завантажувально-розвантажувальні пристрої розділяються на пристрої короткочасної і довгострокової дії.
Пристрої короткочасної дії призначені для автоматичної зарядки устаткування заготівлями чи укладання оброблених деталей від декількох секунд до 1 _ 2 хв, в залежності від продуктивності устаткування. Такі пристрої часто називають напівавтоматичними.
Пристрої довгострокової дії призначені для автоматичного завантаження заготівель чи укладання деталей протягом декількох хвилин і навіть годин.
У залежності від наявності чи відсутності ємностей (нагромаджувачів) для заготівель деталей, пристрої підрозділяються на дві групи: з нагромаджувачами і без них. Пристрою з нагромаджувачами являють собою механізми з ємністю для розміщення чи заготівель деталей. По способу розміщення заготівель (чи деталей) ці пристрої підрозділяються на бункерні, штабельні і магазинні.
Бункерними називають пристрої з неорієнтованим (довільним) розміщенням заготівель деталей (навалом).
Штабельними називають пристрої з орієнтованим розміщенням заготівель деталей у кілька рядів у виді штабеля.
Магазинними називають пристрої з орієнтованим розміщенням чи заготівель деталей в один ряд і звичайно по висоті. Пристрої короткочасної дії в більшості випадків магазинні, а довгострокового _ магазинні, штабельні і бункерні.
Завантажувальні і розвантажувальні пристрої без нагромаджувачів призначаються тільки для завантаження (харчування) чи заготівель укладання деталей і працюють разом з іншими транспортними чи завантажувально-розвантажувальними пристроями, що мають нагромаджувачі.
З цих пристроїв у деревообробці застосовуються живильні столи до чотирибічних повздовжньо-фрезерних верстатів.
Конструкція завантажувально-розвантажувальних пристроїв істотно залежить від того, чи убудовані вони у верстат, тобто чи є вони одним з вузлів верстата, чи являють собою окремі автономні пристрої. Магазинні живильники короткочасної дії часто вбудовуються у верстати. Вбудованими виконують також бункерні живильники для завантаження малогабаритних заготовок.
Автономні пристрої можуть бути виконані у виді стаціонарних пристроїв, кожне з який постійно обслуговує тільки одну визначену машину, і у виді пересувних, призначених для обслуговування декількох машин.
Укладальники мають багато загальних рис з джерелами, тому що виконують ті ж дії, але в зворотному порядку. Це дозволяє користатися універсальними «оборотними» конструкціями живильників-укладальників, пристосованими для завантаження заготівель і укладання продукції.
У механізованому виробництві основні процеси механічної обробки деревини виконуються на чи цілком частково механізованому устаткуванні.
Механізованим цілком називають устаткування, усі силові рухи якого виконуються без участі людини. При роботі на ньому людина цілком звільнена від операцій енергетичного потоку і виконує тільки операції потоку інформації.
Напівмеханізованим називають устаткування, у якого механізована тільки частина силових рухів. При роботі на такому устаткуванні людина виконує частина операцій енергетичного потоку і всі операції потоку інформації.
У напівмеханізованому виробництві найбільшим поширенням користаються найпростіші напівмеханізовані машини з ручною подачею матеріалу. У цих машин механізований тільки головний рух.
Механічна обробка автоматизується за допомогою автоматичного устаткування: автоматів і напівавтоматів.
Автоматами називають машини, що виконують без особистої участі людини весь комплекс операцій обох потоків процесу _ енергетичного й інформації, необхідний для обробки деталей. При використанні більшості автоматів роль людини зводиться тільки до періодичного завантаження їхніми заготівлями і до спостереження за роботою. У новітніх автоматах автоматизується також і завантаження заготівель.
Напівавтоматами називають машини, що виконують автоматично комплекс операцій тільки в межах одного робочого циклу. Для наступного циклу з черговою деталлю необхідний повторний пуск циклового механізму. Робітник, що обслуговує напівавтомат, включає цикловий механізм, знімає оброблену деталь і завантажує чергову заготівлю.
Поводження і технологічні можливості системи людина _ машина в першу чергу залежать від того, вона є рефлексною чи безрефлексною, тобто чи реагує вона на протікання чи процесу ні.
На першій стадії механізації технологічних процесів найбільшим поширенням користаються рефлексні механізовані системи, що реагують на протікання процесу за допомогою робітника.
Рефлексність механізованої системи виявляється при роботі на напівмеханізованих машинах, наприклад верстатах з ручною подачею.
Рефлексність системи людин _ верстат з ручною подачею забезпечується наявністю зворотних зв’язків від заготівлі, верстата і виробу, замкнутих на людину (рис. 1.1, а), і особистою участю робітника в процесі. Умови роботи такого верстата в значній мері залежать від дій робітника. Оцінюючи властивості заготівлі, спостерігаючи за роботою верстата і контролюючи якість отриманого продукту, вона може вести процес оптимально, відповідно впливаючи на чи заготівлю верстат: забезпечувати найкраще положення і ступінь притиску заготівлі, при необхідності бракувати її, змінювати в широких межах для кожної ділянки заготівлі швидкість подачі і т.д.
Рис. А Рис. Б Рисунок 1.1 Структурні схеми рефлексних і безрефлексних систем.
А _ рефлексна напівмеханічна, Б — без рефлексна механічна. Вбез рефлексна автоматична.
З — заготовка, ГД — головний рух, И — виріб, Н — пристрій настройки, ДП — рух подачі, М — магазин Застосування звичайних верстатів з механізованою подачею позбавляє систему рефлексності. Людина разом з механізованим верстатом тепер утворить більш низьку по класі безрефлексну систему, що не реагує на умови процесу (рис. 1.2,б). Зворотні зв’язки від заготівлі, верстата і виробу як і раніше замкнуті на людину, але людина вже не може безпосередньо впливати на умови обробки кожної окремої заготівлі, а керує ходом процесу епізодично, за допомогою відповідних механізмів. Однак у цій системі у випадку ручної заготовки оператор впливає на хід процесу, наприклад змінює орієнтацію заготовок, бракує їх, і т.д.
При роботі на звичайних циклових автоматах, що є характерним устаткуванням початкової фази автоматизації, оператор разом з автоматом утворить безрефлексну автоматичну систему (мал. 1.2., в). Вона працює так само, як і попередня, тобто не забезпечує оптимального ходу процесу для кожної заготівлі. У даному випадку оператор звільнений від особистої участі в процесі. У зв’язку з цим його вплив на хід обробки кожної окремої заготівлі втрачається цілком.
Перехід від рефлексних виробничих систем за участю людини до безрефлексного (особливо до автоматичного) полегшив умови і підвищив продуктивність праці. Однак були пред’явлені підвищені вимоги до заготівлі, до верстата, і звичайно, до організації виробництва.
Для більш високої стадії розвитку автоматизації характерне прагнення звільнитися від підвищених вимог до процесу, пред’явлених безрефлексними автоматами. Це досягається впровадженням рефлексних автоматів, що реагують на виробничий процес, тобто систем автоматичного регулювання [3, стр. 433].
Концентрація операцій.
На початковій стадії механізації й автоматизації в промисловому виробництві найбільшим поширенням користалися одноопераційні машини. Вони відрізнялися простотою конструкції, швидким переналагодженням і можливістю використання в різноманітних випадках виробництва. Однак одноопераційні машини мають малу продуктивність; крім того, у великому виробництві вони істотно ускладнювали керування сильно диференційованим процесом. Усе це вже давно викликало прагнення до концентрації операцій на одній машині. Використання багатоопераційних машин не тільки знижує трудомісткість виготовлення продукції, але і спрощує організацію виробництва.
Концентрація операцій досягається багатошпиндельною (багатоінструментальною) і багатопозиційною обробкою.
Багатошпиндельною (багатоінструментальною) називають одночасну обробку деталі відразу декількома інструментами, установленими на різних шпинделях в одній позиції обробки. Типовий приклад такої обробки — різні багатопильні, круглопильні верстати, двох-, трьохі чотирибічні повздошно-фрезерні, багатошпиндельні свердлильні і т.д. Ясно, що в результаті такої концентрації різальних інструментів продуктивність верстата зростає. Якщо операції, виконувані кожним шпинделем, однакові, збільшення числа шпинделів у п раз при тих же режимах обробки і часу неодружених ходів збільшує циклову продуктивність машини в п раз.
Багатошпиндельна однопозиційна обробка доцільна тільки при одночасному виконанні операцій на деталі. Якщо по яких-небудь розуміннях потрібно послідовне виконання операції різними чи шпинделями якщо всі шпинделі не можуть бути розміщені в одній позиції обробки, однопозиційну обробку заміняють багатопозиційною.
Багатопозиційною називається одночасна обробка декількох деталей декількома інструментами в різних позиціях. Таким чином, при багатопозиційній обробці концентрація обробки підвищується шляхом перетворення однопозиційної машини в багатопозиційну, що складається з ряду технологічних агрегатів.
Багатопозиційна обробка виконується трьома видами машин:
· послідовно-рівнобіжної дії;
· паралельно-послідовної дії(змішаним).
Електропривод — це електромеханічна система для приведення в рух виконавчих механізмів робочих машин і керування цим рухом в цілях здійснення технологічного процесу.
Сучасний електропривод — це сукупність електромашин, апаратів і систем керування ними. Він є основним споживачем електричної енергії (до 60%) і головним джерелом механічної енергії в промисловості.
На даний час існують такі види електроприводів:
· Нерегульовані, прості, призначені для пуску і зупинки двигуна, що працюють в одношвидкісному режимі.
· Регульовані, призначені для регулювання частоти обертання і керування пуском і гальмуванням електродвигуна для заданого технологічного процесу.
· Неавтоматизовані
· Автоматизовані
Якість роботи сучасного електроприводу багато в чому визначається правильним вибором використовуваного електричного двигуна, що у свою чергу забезпечує тривалу надійну роботу електроприводу і високу ефективність технологічних і виробничих процесів в промисловості, на транспорті, в будівництві і іншому. При виборі електричного двигуна для приводу виробничого механізму керуються такими рекомендаціями:
1. Виходячи з технологічних вимог, проводять вибір електричного двигуна по його технічних характеристиках (по роду струму, номінальній напрузі і потужності, частоті обертання, виду механічної характеристики, перевантажувальній здатності, пусковою, регулювальною і гальмівною властивостями ін.), а також конструктивного виконання двигуна за способом монтажу і кріплення.
2. Виходячи з економічних міркувань, вибирають найбільш простий, економічний і надійний в експлуатації двигун, що не вимагає високих експлуатаційних витрат і що має найменші габарити, масу і вартість.
3. Виходячи з умов навколишнього середовища, в яких працюватиме двигун, а також з вимог безпеки роботи у вибухонебезпечному середовищі, вибирають конструктивного виконання двигуна за способом захисту.
Правильний вибір типу, виконань і потужностей електричного двигуна визначає не тільки безпеку, надійність і економічність роботи і тривалість терміну служби двигуна, але в цілому техніко-економічні показники всього електроприводу.
Розглядаючи все різноманіття сучасних виробничих процесів, в кожному конкретному виробництві можна виділити ряд операцій, характер яких є загальними для різних галузей народного господарства. До їх числа відносяться доставка сировини та напівфабрикатів до витоків технологічних процесів та міжопераційного переміщення виробів у процесі обробки, вантажно-розвантажувальні роботи на складах, залізничних станціях і т. д [4, стр. 99].
1.2 Характеристика технологічних процесів виробничого цеху Даний виробничий цех входить до складу великого будівничого комбінату.
Весь технологічний процес виконується потоком, який складається з наступних ліній:
· Л1 — лінія подачі деревини;
· Л2 — лінія розкрою пиломатеріалів;
· Л3 — лінія відвантаження.
План цеху з розміщенням устаткування показано на рисунку 1.2.
Живлення цеху відбувається від комплектної трансформаторної підстанції (КТП), яка в свою чергу підключена к ГПП комбінату.
По категорії надійності електропостачання — це споживач 1 категорії.
Кількість робочих змін — 1.
Каркас будівлі споруджений з газоблоків, дах виконаний з профнастилу. Будівля має розмір АЧВЧН = 28Ч20Ч8 м.
Рисунок 1.2 — План деревообробного цеху Перелік електрообладнання подано в таблиці 1.1
Таблиця 1.1 _ Перелік ЕО деревообробного цеха
№ на плані | Найменування електрообладнання | Потужність, кВт | |
Комбінований верстат 691С оциліндровочно-фрезерно-пильний | 68,1 | ||
Верстат 671СБ для вибірки чашки в колоді під кутом 45, 60, 90 гр. | 11,8 | ||
Верстат ЦП-32 для торцювання оциліндрованих колод | 12,5 | ||
Таблиця 1.2 — Перелік допоміжного обладнання деревообробного цеха
№ на плані | Найменування електрообладнання | Примітка | |
1, 2, 5, 7, 9 | Рольганг непривідний 521Т | ||
Механізм поштучної видачі мод. МПВ 450 | Гідропривід | ||
Накопичувач дощатий | |||
Технологічний процес відбувається за наступною схемою: на непривідний рольганг (1) навантажується колода, діаметром не більше 320 мм, яка подається на механізм поштучної видачі (3). Даний механізм призначений для подачі Механізм поштучної подачі колоди МПВ 450 призначений для поперечної подачі колоди на верстат. Механізм застосовується як попередустаночне обладнання для верстатів і служить для полегшення праці і підвищення продуктивності лінії. Даний механізм подає по одній колоді на рольганг (2), який, в свою чергу подає колоду на комбінований верстат 691С оциліндровочно-фрезерно-пильний, який є головним в нашому технологічному процесі. Комбінований верстат 691С призначений для переробки круглих лісоматеріалів з метою виготовлення оциліндрованих колод з поздовжнім пазом під укладання в зруб, заготовки під статеву і обшивальну дошки, обрізної дошки різного перерізу. За одну подачу з колоди можна отримати пиломатеріал точних розмірів, з високою якістю поверхні. При обробці колоду піддається трьом робочим операціям: оциліндруванню, фрезеруванню, розпилюванню.
Наступна операція це вибірка чашки. Оциліндрована колода подається на рольганг (5), який переміщує її на верстат 671СБ для вибірки чашки в колоді під кутом 45, 60, 90 гр. В залежності від потреб колода може транспортуватися на склад або далі на торцювання. Торцювання виконується верстатом ЦП-32 для торцювання оциліндрованих колод (10).
Висновок: у наш час деревообробка є одним із пріоритетних галузей, так як це будівничі матеріали, вироби із целюлози, альтернативне паливо та ін. Тому деревообробні підприємства весь час вдосконалюють свій промислові лінії для підвищення продуктивності. Одним із головних факторів підвищення продуктивності є автоматизація ліній та конвеєрна організація виробництва.
2.РОЗРОБЛЕННЯ ЕЛЕКТРОПРИВОДА
2.1 Загальні відомості про технологічне обладнання Комбінований верстат 691С призначений для переробки круглих пиломатеріалів з метою виготовлення оциліндрованих колод, бруса, обрізної дошки. Верстат може застосовуватися на нижніх складах лісозаготівельних підприємств, на промислових майданчиках лісгоспів та ін. Верстат може експлуатуватися в закритому неопалюваному приміщенні при температурі навколишнього середовища від -16 ° до +30 °С.
Загальний вигляд представлений на рисунку 2.1.
Таблиця 2.1 — Перелік обладнання комбінованого верстату 691С
Позиційне позначення | Найменування вузла | |
Шпиндель оциліндровочний | ||
Вузол подачі | ||
Корпус | ||
Вузол фрезерний | ||
Вузол пильний | ||
Основа | ||
Різець фрези | ||
Планшайба | ||
Муфта | ||
Направляючий палець | ||
Стійка | ||
Стійка | ||
Стійка привода | ||
Блок зірочок — 2 шт | ||
Пилка | ||
Рисунок 2.1 — Загальний вигляд Електроустаткування верстата виконане для живлення від трифазної мережі напругою 380 В ± 10% 50Гц ± 2%, із захисним проводом, приєднаним до точки заземлення системи живлення, ланцюга керування і захисту — 110 В 50Гц. Перелік електрообладнання наведено в таблиці 2.2.
Таблиця 2.2 — Перелік електрообладнання станка 691С
№ П/П | Найменування | Потужніть, кВт | Швидкість обертання, об/хв | Кількість | |
Електродвигун АИР180S2УПУ3 | |||||
Електродвигун АИР180М4УПУ3 | |||||
Електродвигун АИР100L2УПУ3 | 5,5 | ||||
Електродвигун АИР80B6УПУ3 | 1,5 | ||||
Пускач ПМА — 5202 | |||||
Пускач ПМА — 3102 | |||||
Пускач реверсивний ПМ12−10 600 | |||||
Перевірку дії захисту електрообладнання від самопуску при відновленні живлення після його відключення, випробування ізоляції і перевірку безперервності кола захисту проводити при первинному пуску, профілактичних роботах та оглядах. Персонал, зайнятий обслуговуванням електрообладнання верстата, його налагодженням і ремонтом, зобов’язаний:
· мати допуск до обслуговування електроустановок напругою до 1000 В, група допуску повинна бути не нижче III.
· знати діючі правила технічної експлуатації і безпеку обслуговування електроустановок промислових підприємств;
· керуватися вказівками заходів безпеки, які містяться у експлуатаційної документації, яка додається до комплектним виробам, що входять до складу верстата.
Налаштування верстата роблять у наступній послідовності:
1. Налаштування подаючих рябух на вузлах подачі.
Відстань між подаючими рябухами встановлюють в залежності від діаметра колоді, що подається. Важелі з подаючими рябухами регулюють так щоб після захоплення рябухи заготовки на найменшому діаметрі (у вершині колоди) рябухи розходилися на 50…60 мм. Для налаштування можна використовувати циліндри діаметром на 50…60 мм менше діаметра колоди (у вершині), що подається у верстат. Для цього циліндр встановлюють між верхньої та нижньої рябухами і зводять їх регулювальним гвинтом до торкання з циліндром. Перенастроювання необхідно робити кожного разу при переході на інший діаметр оциліндровки.
2. Налаштування різців оциліндровочного шпинделя проводиться при переході на інший діаметр обробки і після заточування ножів. Перед налаштуванням різців встановлюють у вісь шпинделя змінну втулку з внутрішнім діаметром, відповідним обраному діаметру обробки. Ретельно очищають від стружки, пилу і насмоленій поверхні планшайби і утримувача різців.
На планшайбу встановлюються два різцетримача з чистовими ножами і два різцетримача з чорновими ножами. Для виставки ножів на різцетримачі вибитий розмір на відповідній відстані від вістря ножа до торця різцетримача. Ножі виставляють на цей розмір і закріплюють на різцетримачі.
Різцетримач встановлюють на планшайбу поєднуючи нульову відмітку на їх гребні з обраним діаметром обробки вибитим на гребні планшайби і затягують закріплюючий болт різцетримача. Момент затягування гайки болта різцетримача 14−16 кгм.
3. Встановлюють на верстат втулки, фрези, ролики, що подають і напрямні у відповідності зі схемою і специфікацією комплекту оснащення обраної для роботи.
Верстат для вибірки вінцевої чашки моделі 671СБ призначений для вибірки вінцевої чашок в оциліндрованих колодах, які мають профіль вказаний на рисунку 2.2.
Рисунок 2.2 — Профіль оциліндрованого брусу Вибірка вінцевих чашок може здійснюватися під кутом 45 °, 60 °, 90 ° щодо осі колоди.
Верстат може застосовуватися на невеликих деревообробних підприємствах в комплексі з обладнанням, призначеним для виробництва оциліндрованих зрубів. Верстат може експлуатуватися в закритому неопалюваному приміщенні при температурі навколишнього середовища від -16 ° до +40 °С.
Технічна характеристика станка (основні параметри та розміри) наведені в таблиці 2.3.
Таблиця 2.3 — Технічні характеристики станка 671СБ
Найменування | Значення | |
Діаметр оброблювальних колод, мм | 180; 200; 220;240;260;280 | |
Кут між віссю заготовки та віссю вінцевої чашки, град | 45, 60,90 | |
Швидкість подачі, м/хв.: робочій хід зворотній хід | 0,1…0,84 2,1 | |
Частота обертання фрези, об/хв | ||
Габаритні розміри, мм: довжина ширина висота | ||
Характеристика електрообладнянн | ||
Характер струму | Змінний трехфазний | |
Номінальна частота, Гц | ||
Номінальна напруга живлення, В: в колі живлення електродвигуні в колі керування | ||
Кількість електродвигунів | ||
Електродвигун привода фрези: потужність, Квт частота обертання, об/хв | ||
Електродвигун привода подачі: потужність, Квт частота обертання, об/хв | 1,1 | |
Рисунок 2.3 — Загальний вигляд станка 671СБ Рисунок 2.4 — Принципова схема станка 671СБ
Таблиця 2.4 — Специфікація до верстата 671СБ
2.2 Попередній вибір електродвигуна привода пилки комбінованого верстата 691С Двигуни для механізмів, які виконують робочі операції з різання, підбирають в залежності від вимог до механізму, виду деревини, роду струму, значення напруги, швидкості і діапазону його регулювання, конструктивного виконання двигуна, способу захисту від впливу навколишнього середовища.
Вибір системи електропривода і режиму його роботи в значній мірі визначаються статичним навантаженням, яке створюється механізмом на валу привідного двигуна. Значення і характер статичного навантаження двигуна механізмів переривчатої дії суттєво залежать від кінематичної схем і природи сил, що визначають опір руху.
Вихідними даними при виборі електродвигуна є статичні і динамічні навантаження, приведені до вала двигуна, зусилля різання, час прикладання навантажень.
Потужність на валу двигуна при повздовжньому різанні:
де F — зусилля різання; х — середня швидкість руху деревини; з — ККД станка (0,7 — 0,8); А = 1000.
Зусилля різання:
де, k — коефіцієнт різання ((11ч20)· 107), м; Уh — загальна висота пропилу, м; Д — швидкість подачі (0,0030, 008), м/с; Н = 2r, м Потужність двигуна круглопильного станка знаходиться за формулами:
де, d — діаметр колоди, м.
м Номінальна потужність двигуна:
де б — коефіцієнт запасу за потужністю (б = 1,1 -1,3).
Вибираємо привідний електродвигун серії АИР 180 М4 з фазним ротором з даними: Р2ном = 30 кВт; n2ном= 1470 об/хв; U1ном= 380 В;
І1ном= 57 A; зд = 0,92; соsц = 0,87; U2ном= 270 В;= 449 Н; Jд= 0,08 кг.
2.3 Розроблення схеми керування універсальним верстатом 691С Рисунок 2.5 — Принципова схема керування електроприводом комбінованого верстату 691С Дана схема реалізована на основі вільно-програмованого контролера, до якого підключені двигуни пиляння та подачі колод через частотні перетворювачі. Частотні перетворювачі виконують функції керування, автоматизації та захисту електродвигунів.
В даній роботі стоїть задача уникнення перевантажень двигунів, які виникають при потраплянні на ділянки більш твердої породи або на уламки металу, які часто зустрічаються в деревині.
Контроль за цими параметрами виконується за струмом. Тобто, при потраплянні на проблемну ділянку струм різко зростає. Так як частотний перетворювач порівнює поточні данні з встановленими, то при виникненні неузгодженостей формується сигнал на контролер. Сигнали неузгодженості порівнюються, і контролер формує сигнал, який компенсує дану неузгодженість. В нашому випадку зменшується швидкість пиляння та подачі колоди доти, доки проблемна ділянка не буде подолана. Як тільки значення струму різко знизилось, контролер дає команду на перемикання швидкості до встановленого технологічним процесом рівня. Тим самим ми автоматизуємо лінію та зменшуємо частоту втручань оператора в технологічний процес.
Також, позитивним є те, що ми маємо можливість встановлювати швидкість обертання двигунів, при обробці різних порід деревини.
Процес вмикання верстата в роботу наступний: оператор подає напругу в коло живлення контролера, який включає двигуни. Спершу відбувається розгін електродвигуна до найменшої швидкості (в нашому випадку 12 Гц). Відпрацювавши 3 секунди на такій швидкості, двигун починаю розгін на найвищу швидкість, яка складаю 39 Гц (згідно потреб технологічного процесу). За ці 3 секунди оператор має можливість впевнитись, що двигуни справні, на робочих органах відсутні стороні речі, тобто впевнитись що можна розпочинати роботу на верстаті.
2.4 Вибір обладнання силового кола
Вибір автоматичного вимикача.
Виберемо автоматичний вимикач для кола живлення електродвигуна привода розпилювання колоди.
Дані двигуна:;; кратність пускового струму; пусковий струм .
Умови вибору:
де — номінальна напруга автоматичного вимикача.
де — номінальний струм автоматичного вимикача.
де — номінальний струм електромагнітного розчіплювача.
де — струм спрацювання електромагнітного розчіплювача; - коефіцієнт, який враховує коливання напруги мережі (); - коефіцієнт, який враховує неточність спрацювання електромагнітного розчіплювача (); - коефіцієнт, який враховує можливість відхилення пускового струму ().
де — номінальний струм теплового розчіплювача.
де — струм неспрацювання теплового розчіплювача.
Вибираємо автоматичний вимикач фірми Schneider Electric GV3Р26 з даними:;; з послідуючим регулюванням 57,6А. Тип захисної характеристики — D.
Вибір автоматичного вимикача для групи двигунів.
Виберемо спільний автоматичний вимикач для кола живлення електродвигунів комбінованого верстату 691С.
Дані двигуна: ;; кратність пускового струму; пусковий струм .
Дані електродвигуна, який приводить в дію механізм циліндрування:;; кратність пускового струму; пусковий струм .
Дані електродвигуна, який приводить в дію механізм фрезерування:;; кратність пускового струму; пусковий струм .
Дані електродвигуна, який приводить в дію механізм подачі:;; кратність пускового струму; пусковий струм .
Умови вибору для групи двигунів:
де — сума номінальних струмів двигунів.
де — сума номінальних струмів електродвигунів без врахування двигуна з найбільшим пусковим струмом; - найбільший пусковий струм.
Вибираємо автоматичний вимикач фірми Schneider Electric NS150HMA3 з даними:;;. Тип захисної характеристики — D.
Вибір електромагнітного контактора.
Виберемо електромагнітний контактор для кола живлення електродвигуна привода розпилювання колоди.
Дані двигуна:;; кратність пускового струму; пусковий струм .
Умови вибору:
де — номінальна напруга контактора.
де — номінальний струм контактора.
де — номінальна напруга котушки контактора; - номінальна напруга кола керування.
Вибираємо контактор фірми Schneider Electric LC3-D90M8. Дані контактора:;; .
Перевіримо контактор на пусковий струм: .
Умова виконується.
Вибір провода.
Виберемо провід для живлення шафи керування комбінованого верстату 691С.
Умова вибору:
де — тривало допустима сила струму проводу.
Вибираємо провід АПВ, прокладений в трубі, площею поперечного перерізу, струмом .
2.5 Вибір та налаштування конфігурації частотного перетворювача Виберемо частотний перетворювач для кола живлення електродвигуна привода пилки комбінованого станка 691С.
Частотний перетворювач вибираємо за умовою:
де — потужність перетворювача частоти.
Потужність двигуна: .
За каталогом фірми Schneider Electric вибираємо частотний перетворювач ATV61HD30N4 потужністю .
Перетворювач Altivar 61 містить безліч параметрів аналогових і дискретних входів і виходів для того, щоб його можна було оптимізувати для конкретного застосування. Перетворювач підтримує протоколи Modbus і CANopen для того, щоб збільшити продуктивність системи управління. Він також підтримує основні промислові шини і може легко вбудовуватися в системи HVAC за допомогою додаткових карт. Більш того, ПЧ пропонує карти перемикання насосів, що дозволяють здійснювати гнучке і просте управління насосами.
Функціональна безпека та застосування ATEX. Перетворювач частоти Altivar 61 володіє захисною функцією блокування ПЧ, що виключає несанкціонований пуск двигуна. Ця функція безпеки Power Removal дозволяє включати ПЧ як складову в ланцюг безпеки системи управління Електричної / Електронної / Електронної з програмним управлінням, що відноситься до безпеки виробничого механізму або технологічного процесу. Функція відповідає стандартам по машинах EN 954−1, категорія 3, електричних установок МЕК / EN 61 508 SIL2 і силовим електроприводам МЕК / EN 61 800−5-2. Використання функції безпеки Power Removal дозволяє також перетворювача Altivar 61 захищати двигуни, встановлені у вибухонебезпечній атмосфері (ATEX)
Переваги:
· автоматичне підхоплення обертового навантаження з пошуком швидкості
· адаптація обмеження струму в залежності від швидкості
· придушення шуму і резонансу за допомогою частоти комутації, яка, в залежності від номінального навантаження, може бути встановлена до16 кГц під час роботи, і випадкової модуляції
· завчасно встановлені швидкості
· вбудований ПІД — регулятор, з попередньо встановленими значеннями ПІД і режимами автоматичний/ручний («Auto/Man»)
· лічильник напрацювання і енергоспоживання
· визначення відсутності рідини, визначення нульової швидкості потоку, обмеження швидкості потоку
· функція «сон», функція «пробудження»
· клієнтські налаштування з відображенням фізичних значень: бар, л / с, ° C.
Налаштування конфігурації частотного перетворювача.
Заходимо в пункт меню FUn- (function).
Вибираємо підпункт rPC-.
Час розгону: .
Час сповільнення: .
Вихідна частота, при якій відбувається перемикання темпів: .
Другий час розгону: .
Другий час сповільнення: .
Вибираємо підпункт PSS-:
Друга задана швидкість: .
Третя задана швидкість: .
Четверта задана швидкість: .
П’ята задана швидкість: .
2.6 Вибір технологічного контролера Для реалізації схеми керування вибираємо контролер MaxyCon Flexy, який є вільно програмованим контролером фірми Raut Automatic.
Областю застосування є управління різними інженерними технологічними процесами і установками по записаній користувачем програмі.
Функції:
1) Обробка вхідних сигналів по записаній користувачем логіці і керування виходами контролера на підставі цієї логіки;
2) Підтримання параметрів на заданому значенні організованими в програмі регуляторами;
3) Можливість встановлення до базового модулю MaxyCon Flexy додаткових модулів MC ADAD, MC ADxD, MC ADxx для підключення необхідної в даній інженерної системі кількості вхідних і вихідних сигналів;
4) Вбудований годинник;
5) Кольоровий графічний OLED дисплей;
6) Наявність різних інтерфейсів для підключення до системи диспетчеризації:
a. RS-485 (протоколи MODBUS-RTU або ЮНІВЕРС);
b. LonWorks;
c. ETHERNET.
7) Використання SD-card для програмування контролера і зняття з нього даних.
Рисунок 2.6 — Схема підключення контролера
2.7 Побудова механічних характеристик Для розрахунку застосовують формулу Клосса:
(2.18) | ||
де Sкр — критичне ковзання, яке відповідає максимальному моменту.
де — кратність максимального моменту ().
За формулою Клосса визначають електромагнітний момент двигуна для ковзань 0,2; 0,4; 0,6; 0,8; 1. Заносимо дані в таблицю 2.3.
Таблиця 2.3
S | 0,02 | 0,088 | 0,2 | 0,4 | 0,6 | 0,8 | ||
М, Н | 203,41 | 338,2 | 197,7 | 136,8 | 104,19 | 84,03 | ||
Рисунок 2.7 — Механічні характеристики електропривода
Висновок: в даному розділі проводився вибір та розрахунок електропривода комбінованого верстата 691С. За параметрами оброблювальної заготовки був вибраний електричний двигун та обладнання силового кола, а саме автоматичні вимикачі, контактори, провід живлення електричної шафи, технологічний контролер та перетворювачі частоти. Все обладнання вибиралося за умови, що номінальний струм більше або рівний розрахунковому. Комутаційні апарати є енергозберігаючими, фірми Schneider Electric та Raut Automatic. Дані фірми є провідними на ринку автоматизованих систем керування електроприводом, що гарантує надійність та високу продуктивність обраного обладнання.
деревообробка електропривід верстат
3.ДОСЛІДЖЕННЯ ЕЛЕКТРОПРИВОДА ПРИ ВІДПРАЦЮВАННІ ЗАДАНОЇ ТРАЄКТОРІЇ РУХУ
3.1 Визначення наближеної траєкторії руху Проведемо дослідження та виконаємо налаштування електропривода з асинхронним електродвигуном АИР180М4У3 при відпрацюванні заданої траєкторії руху. Величину моменту навантаження приймемо пропорційним значенню частоти на відповідних ділянках. Навантаження будемо змінювати при досягненні середини усталеного режиму.
Найбільша частота: f11 = 39 Гц.
Інтенсивність розгону до f11: tg11 = 7.
Інтенсивність сповільнення від f11: tg12 = 6.
Середня більша частота: f12 = 27 Гц.
Середня менша частота: f13 = 21 Гц.
Найменша частота: f14 =12 Гц.
Інтенсивність розгону до f12, f13, f14: tgУ1 = 29.
Інтенсивність сповільнення від f12, f13, f14: tgУ2 = 24.
Час роботи на ділянках в усталеному режимі: tу = 4 с Номінальний момент двигуна: Мном = Н.
Характер моменту навантаження — реактивний.
Рис. 3.2. Наближена траєкторія руху електропривода
Інтервали часу відповідно до траєкторії руху:
3.2 Розроблення структурної схеми задавача траєкторії руху Для дослідження в середовищі Simulink побудуємо структурну схему задавача траєкторії руху електропривода (рисунок 4.3) та визначимо параметри відповідних ланок.
Параметр Slope у вікні ланки Ramp дорівнює тангенсу кута нахилу похилої ділянки траєкторії руху електропривода:
де _ висота похилої ділянки (); _ довжина похилої ділянки (). Знак «+» відповідає зростаючій ділянці, «-» _ спадаючій ділянці.
Рисунок 3.3 — Структурна схема задавача траєкторії руху електропривода Параметр Start Time у вікні ланки Ramp задає час, з якого розпочинається відлік дії параметру Slope.
Параметр Upper Limit у вікні ланки Saturation обмежує висоту похилої ділянки при наростаючому сигналі. Параметр Lover Limit зі знаком «-» вказує висоту похилої ділянки при спадаючому сигналі.
Параметри ланки Ramp:
Параметри ланки Saturation:
Параметри ланки Ramp1:
Параметри ланки Saturation1:
Параметри ланки Ramp2:
Параметри ланки Saturation2:
Параметри ланки Ramp3:
Параметри ланки Saturation3:
Параметри ланки Ramp4:
Параметри ланки Saturation4:
Параметри ланки Ramp5:
Параметри ланки Saturation5:
Параметри ланки Ramp6:
Параметри ланки Saturation6:
Параметри ланки Ramp7:
Параметри ланки Saturation7:
Параметри ланки Ramp8:
Параметри ланки Saturation8:
3.3 Розроблення структурної схеми задавача моменту Момент навантаження під час роботи механізму має змінюватися відповідно до особливостей технологічного процесу. На початку роботи оператор здійснює пуск на малій швидкості для перевірки функціонування механізму в режимі холостого ходу. Якщо верстат працює нормально, то швидкість робочого органу зростає і механізм подачі переміщує заготовку на обробку. Під час роботи зростання навантаження на валу може досягати критичних значень через неоднорідність деревини. Тому в графіку навантаження слід передбачити скачок, викликаний зростанням опору різанню. Для унеможливлення перегріву двигуна внаслідок перевантаження швидкості подачі та різання повинні зменшитися. Після проходження складної ділянки навантаження необхідно знову збільшити. Таким чином, робочий цикл обробки деревини можна побудувати у вигляді діаграми із різною висотою стовбців, які відповідатимуть основним режимам під час виконання технологічного процесу.
Структурна схема задавача моменту навантаження зображена на рисунку 3.4.
Рисунок 3.4 — Структурна схема задавача моменту навантаження Параметр Step Time у вікні ланки Step задає час, з якого розпочинається відлік дії параметру Final Value.
Параметри ланки Step:
Параметри ланки Step1:
Параметри ланки Step2:
Параметри ланки Step3:
Параметри ланки Step4:
Параметри ланки Step5:
Параметри ланки Step6:
3.4 Розроблення структурної схеми електропривода Структурна схема електропривода складається з трьох складових: структурних схем задавача моменту навантаження, задавача траєкторії руху та структурної схеми асинхронного електродвигуна.
Структурна схема асинхронного двигуна побудована відповідно до рівняння жорсткості механічної характеристики та рівняння рівноваги моментів. Для реалізації основних залежностей використані аперіодична ланка першого порядку, інтегрувальна та безінерційні ланки.
Структурну схема електропривода для відпрацювання заданої траєкторії руху зображено на рисунку 4.5.
Рисунок 3.5 — Структурна схема електропривода для відпрацювання заданої траєкторії руху Рисунок 3.6 — Структурна схема електродвигуна (блок Subsystem1)
Операторна форма запису рівняння рівноваги моментів:
де — оператор Лапласа ().
Зв’язок між електромагнітним моментом та частотою обертання асинхронного електродвигуна в операторній формі:
де — коефіцієнт жорсткості механічної характеристики; - електромагнітна стала часу двигуна; - частота обертання магнітного поля статора.
де — максимальний момент асинхронного двигуна; - критичне ковзання.
де — кратність максимального моменту (паспортні дані); - номінальний момент асинхронного двигуна.
де — номінальна потужність асинхронного двигуна (паспортні дані); - номінальна частота обертання ротора в .
де — номінальна частота обертання ротора в .
де — частота обертання магнітного поля статора в .
де — частота струму в обмотці статора двигуна; - число пар полюсів обмотки статора.
де — номінальне ковзання.
Частотний перетворювач розглядається як безінерційна ланка з одиничним коефіцієнтом передачі.
3.5 Дослідження математичної моделі
Проведемо дослідження електропривода пилки комбінованого верстату 691С.
Дані електродвигуна АИР180М4У3 :
Номінальна потужність:
Частота обертання:
Кратність максимального моменту:
Момент інерції ротора: jд = 0,19 кг
· м2
Число пар полюсів: pn = 2.
Визначимо параметри блоку Subsystem1:
Стала часу ПІ-регулятора:
Сумарний момент інерції приймаємо рівним моменту інерції ротора:
j = 0,19 кг
· м2
Рисунок 3.7 — Графіки перехідних процесів при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.8 — Графік вихідної частоти перетворювача при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.9 — Графік частоти обертання двигуна при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.10 — Графік моменту навантаження при відпрацюванні заданої траєкторії руху електропривода Рисунок 3.11 — Графік електромагнітного моменту двигуна при відпрацюванні заданої траєкторії руху електропривода У процесі досліджень електромагнітний момент двигуна змінюється відповідно до заданої траєкторії руху та в результаті впливу навантаження на валу. При збільшенні навантаження до від номінального система керування зменшує швидкість двигуна. Після проходження твердих ділянок деревини контролер за сигналом, який поступає з аналогового виходу перетворювача, дає команду на збільшення частоти обертання робочого органу верстату.
На початку роботи відбувається плавний пуск двигуна до швидкості. Навантаження на валу обумовлене моментами опору в елементах кінематики механізму. Зростання навантаження відбулося в момент часу до номінального значення. При досягненні номінальної швидкості навантаження зросло ще на внаслідок попадання різців на тверду ділянку деревини. Швидкість при цьому зменшилася з до. Система керування зменшила після цього частоту обертання в два етапи: спочатку до, потім до. Зменшення моменту на валу після проходження твердої ділянки в момент часу призвело до зростання обертів. Далі за командою контролера забезпечується двоступінчате зростання швидкості: спочатку до, потім до. Після завершення обробки деревини двигун зупиняється поступово, що забезпечується командами контролера та налаштування перетворювача частоти.
3.6 Перевірка двигуна Перевірку електродвигуна привода фрези вінцевої чашки на нагрівання проведемо методом еквівалентної потужності.
Еквівалентна потужність:
де
— потужність двигуна на відповідних проміжках часу .
Визначимо за графіком (рисунок 3.12) значення потужностей на відповідних інтервалах часу.
Рисунок 3.12 — Графік потужності двигуна при відпрацюванні заданої траєкторії руху електропривода Приймемо, що потужність в коливальних режимах при зміні навантаження або частоти обертання буде дорівнювати відповідно максимальному значенню на зростаючих ділянках та мінімальному значення на спадаючих ділянках. Тривалість коливальних режимів складатиме. На похилих ділянках потужність дорівнюватиме середньому значенню.
Перший інтервал часу характеризується лінійним наростанням потужності:
; середнє значення
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
На інтервалі часу необхідно врахувати перехідні процеси при досягненні потужності, яка відповідає навантаженню, та перехідні процеси при потужності, яка відповідає навантаженню. Інтервал часу розділимо на ділянки:
;
;
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
На інтервалі часу необхідно врахувати перехідні процеси при досягненні потужності, яка відповідає навантаженню, та перехідні процеси при потужності, яка відповідає навантаженню. Інтервал часу розділимо на ділянки:
;
;
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки:
;
;
Інтервал часу розділимо на ділянки: