Вибір методів технічного контролю якості деталей та засобів механізації Й автоматизації при проектуванні технологічних процесів механічної обробки
Похибка, що розглядається — відхилення від паралельності осей отворів, яке не повинно перевищувати 0,4 мм на довжині 300 мм, — формується при розточуванні цих отворів на агрегатно-розточувальних верстатах, попередньо настроєних на заданий розмір, і на спеціальному чотиришпиндельному алмазно-розточувальному верстаті. Похибка незбігання баз заготовки на цих операціях дорівнює нулю, похибка… Читати ще >
Вибір методів технічного контролю якості деталей та засобів механізації Й автоматизації при проектуванні технологічних процесів механічної обробки (реферат, курсова, диплом, контрольна)
Вибір методів технічного контролю якості деталей та засобів механізації Й автоматизації при проектуванні технологічних процесів механічної обробки
1. Методи і засоби технічного контролю якості деталей Метрологічне забезпечення точності технологічного процесу вирішується в двох напрямках: організаційному і виборі засобів контролю на технологічних операціях. Організаційний напрямок характеризується призначенням видів контролю:
· вхідного контролю якісних показників матеріалів і заготовок;
· операційного контролю на всіх стадіях виробництва;
· профілактичного контролю (нагляд за стабільністю технологічного процесу, станом обладнання, оснащення, інструменту і засобів вимірювання).
Розрізняють контроль: перших деталей при налагодженні верстата, операційний та кінцевий. Два останні можуть бути стовідсотковими або вибірковими.
Правила вибору технологічного оснащення процесів технологічного контролю регламентовані державними стандартами. У відповідності зі стандартом вибір засобів контролю базується на забезпеченні заданих показників процесу контролю і аналізу затрат на його реалізацію.
Встановлені обов’язкові показники процесу контролю: точність вимірювань, достовірність та трудомісткість контролю, вартість контролю. В залежності від специфіки виробництва і видів об'єктів контролю допускається використовувати інші показники контролю: похибку вимірювань, об'єм, повноту, періодичність, тривалість контролю тощо.
При виборі засобів контролю використовується конструкторська і технологічна документація на виріб, стандарти різного рівня на засоби контролю, каталоги і класифікатори засобів контролю та інші матеріали.
При розробці технологічного процесу, поряд з окремими операціями контролю, необхідно передбачити також елементи контролю, що входять в операції механічної обробки заготовки, які передують операціям контролю.
Для правильного вибору методів і засобів технологічного контролю необхідна обов’язкова оцінка впливу похибки вимірювання на результати контролю. В залежності від номінального розміру і допуску на виготовлення деталі за державними стандартами визначають гранично допустиму похибку вимірювання. Користуючись довідником з виробничого контролю [2], вибирають такий вимірювальний інструмент чи прилад, гранична похибка вимірювання якого не перевищує похибку вимірювання.
Як правило, найбільші технічні та організаційні труднощі представляє контроль відхилень форми і відносного положення поверхонь деталі.
Контроль відхилень від прямолінійності та площинності виконують звичайно за допомогою перевірних лінійок і плит «на просвіт», «на фарбу», з використанням щупів і вимірювальних пристроїв, а також за допомогою автоколіматорів.
Перевірку відхилень від круглості циліндричних поверхонь в поперечному перерізі виконують на кругломірах.
На рис. 1−3 наведені типові схеми вимірювання відхилень відносного положення поверхонь.
точність вимірювання відхилення деталь Рис. 1. Схеми вимірювання відхилень від паралельності:
a — поверхонь: 1 — вимірювальна головка; 2 — деталь, що перевіряється;
3 — перевірна плита; б — поверхні та осі отвору: 1, 2, 3, — див. а;
4 — контрольний валик; в — осей двох отворів: 1 — деталь, що перевіряється;
2, 3 — контрольні оправки; 4, 5 — кінцеві міри довжини Рис. 2. Схеми вимірювання відхилень від перпендикулярності:
a — за допомогою кутника та кінцевих мір довжини: 1 — деталь, що перевіряється; 2 — відхилення від перпендикулярності; 3, 5 — блоки кінцевих мір; 4 — кутник;
б — за допомогою контрольного пристосування: 1 — деталь, що перевіряється; 2 — індикатор; 3 — стійка; 4 — регульований стрижень;
в — осі отвору до площини торця деталі: 1 — центроване пристосування; 2 — індикатор; 3 — деталь, що перевіряється Рис. 2. Схеми вимірювання торцевого і радіального биття на призмах: а, б — торцевого биття: 1 — призма; 2 — деталь, що перевіряється;
3 — нерухомий упор; 4 — стійка з індикатором;? — торцеве биття; в — радіального биття: 1 — призма; 2 — деталь, що перевіряється; 3 — стійка з індикатором Характеристики універсальних вимірювальних засобів наведені в довідковій літературі.
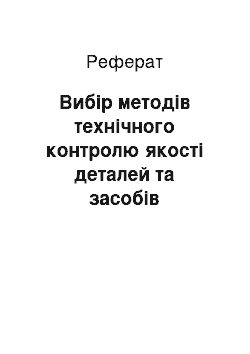
Рис. 3. Схема контролю відхилення від паралельності осей отворів Приклад. Необхідно вибрати метод і засоби контролю відхилення від паралельності осей отворів діаметром 128Н9 і діаметром 72Н9 при виготовленні корпуса ланцюгової коробки швидкостей (рис. 3) в умовах великосерійного виробництва.
Похибка, що розглядається — відхилення від паралельності осей отворів, яке не повинно перевищувати 0,4 мм на довжині 300 мм, — формується при розточуванні цих отворів на агрегатно-розточувальних верстатах, попередньо настроєних на заданий розмір, і на спеціальному чотиришпиндельному алмазно-розточувальному верстаті. Похибка незбігання баз заготовки на цих операціях дорівнює нулю, похибка закріплення практично відсутня.
Статичне налагодження верстата виконується з високою точністю за допомогою універсальних вимірювальних засобів.
Похибка динамічного налагодження особливо на остаточному переході обробки отворів — алмазно-розточувальній операції - невелика, оскільки верстат має високу жорсткість і короткі розмірні та кінематичні ланцюги. Тому в цьому випадку можна обмежитись вибірковим контролем, наприклад, контролювати одну деталь з десяти відібраних і, крім того, контролювати після кожного налагодження агрегатно-розточувальних чи алмазно-розточувальних верстатів.
Враховуючи вищевикладене і невисоку точність контрольованого параметра 0,4 мм на довжині 300 мм, можна застосовувати для контролю універсальні вимірювальні засоби: штангенрейсмус, контрольні оправки і спеціальні втулки. Схема контролю наведена на рис. 3. Деталь 1 вставляють на контрольну плиту. В отвори деталі вставляють втулки 2, 5 і контрольні оправки 3, 4.
За допомогою штангенрейсмуса 6, відлік за ноніусом 0,1 мм вимірюють розміри Н1, Н2 і h1, h2.
Відхилення визначають як найбільшу алгебраїчну різницю:
(Н1 — h1) — (Н2 — h2).
2. Засоби механізації та автоматизації
Механізація технологічних процесів повинна бути спрямована на часткову або повну заміну ручної праці машиною в тій частині технологічного процесу, де змінюється форма або якість виробів за участю людини. Автоматизація технологічних процесів повинна бути спрямована на передачу приладам функцій управління, які раніше здійснювались людиною. Механізація та автоматизація технологічних процесів можуть бути повними або неповними в залежності від того, вся людська праця чи тільки частина її замінюється у відповідних функціях процесу керування роботою верстата.
Засоби механізації та автоматизації технологічних процесів вибирають у такому порядку: визначають об'єкти механізації та автоматизації; розробляють варіанти нових технологічних процесів або вдосконалюють діючі; вибирають оптимальний варіант технологічного процесу зі встановленими засобами механізації та автоматизації.
Об'єктами механізації можуть бути: завантаження, переміщення і затискання заготовки; керування верстатом; робочі рухи верстата і оброблюваної заготовки; прибирання, транспортування стружки тощо. Об'єктами автоматизації можуть бути: завантаження та затискання заготовки; керування верстатом; робочі рухи верстата і деталі; контроль розмірів; межопераційний транспорт та ін.
Вибираючи конкретні конструктивні рішення, в першу чергу необхідно використовувати типові рішення, описані в літературі. За відсутності типового рішення технолог розробляє принципову схему, яка служить конструктору підставою для проектування. При цьому може бути декілька варіантів. Варіанти механізованих або автоматизованих технологічних операцій повинні забезпечувати: заданий обсяг випуску продукції та строки виготовлення; необхідний рівень якості виробів; необхідні умови праці та техніки безпеки.
Оптимальний варіант технологічного процесу визначають за мінімальною собівартістю продукції із врахуванням строків окупності вкладень на механізацію або автоматизацію. Вибраний варіант технологічного процесу зі встановленими засобами механізації і автоматизації повинен забезпечувати (при його впровадженні в умовах, тотожних іншим варіантам процесу) найбільшу економію праці при найменших матеріальних затратах.
При визначенні засобів механізації і автоматизації технологічних процесів необхідно врахувати масштаби виробництва і керуватись такими основними положеннями. В дрібносерійному і середньосерійному виробництві необхідно використовувати універсальні верстати з механізацією та частковою автоматизацією завантаження, встановлення закріплення і вивантаження заготовок, робочих і холостих переміщень вузлів верстата з використанням копіювальних пристроїв та програмного керування. В багатосерійному та масовому виробництві необхідно використовувати напівавтомати з частковим чи повним завантаженням, встановленням, закріпленням, вивантаженням заготовок та їх контролем, впроваджувати автомати, агрегатні верстати та автоматичні лінії.
Показник рівня механізації та автоматизації технологічних процесів розраховується за формулою:
де ?Тм (а) — сумарний машинний час, хв;
?Tшт — сумарний штучний час, хв;
Встановлено 8 категорій механізації та автоматизації технологічних процесів [3]:
— нульова — за відсутності механізації та автоматизації;
— нижча — при основному показнику рівня 0,01…0,25;
— мала — при основному показнику рівня 0,25…0,45;
— середня — при основному показнику рівня понад 0,45…0,60;
— велика — при основному показнику рівня понад 0,60…0,75;
— підвищена — при основному показнику рівня понад 0,75…0,90;
— висока — при основному показнику рівня понад 0,90…0,99;
— повна — при основному показнику рівня 1
Список використаної літератури
1. Рудь В. Д. Курсове проектування з технології машинобудування. Луцьк, 1996. — 300 с.
2. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / Под ред. А. И. Якушева. — М.: Машиностроение, 1980. — 527 с.
3. Руденко П. О. Проектування технологічних процесів. — К.: Вища школа, 1993. — 414 с.