Технологія виготовлення віконного блоку для житлових будівель з подвійним склінням із спареними рамами ОС 15-15
Не дивлячись на вказані недоліки, багато хто віддає перевагу традиційній деревині. Дерев’яні віконні рами сучасного типу в основному робляться з сосни, дуба, буку, горіха, червоного дерева. Найбільш переважне червоне дерево (махагон), оскільки воно добре обробляється і дозволяє робити точну підгонку деталей. Крім того, червоне дерево майже не дає з часом усадки. Для збереження властивостей… Читати ще >
Технологія виготовлення віконного блоку для житлових будівель з подвійним склінням із спареними рамами ОС 15-15 (реферат, курсова, диплом, контрольна)
Тема: Технологія виготовлення віконного блоку для житлових будівель з подвійним склінням із спареними рамами ОС 15−15
Зміст Вступ
1. Призначення, види і характеристика віконних блоків
2. Матеріали необхідні для виконання віконного блоку
3. Обладнання, пристрої та інструмент для виконання віконного блоку
4. Технологічний процес виготовлення віконного блоку ОС 15−15
5. Організація робочого місця
6. Економіка деревообробного підприємства
7. Техніка безпеки при виконані столярно-будівельних виробів Перелік використаної літератури
Вступ Деревина як будівельний матеріал застосовується з давніх часів. Вона має досить високу механічну міцність, низьку теплопровідність, невелику густину, легко обробляється, хімічно стійка до дії кислот, солей, масел тощо. За нормальних умов експлуатації конструкції з деревини зберігаються багато років.
Деревину використовують при зведенні всіх видів виробничих, житлових, громадських будівель та споруд. З неї виготовляють дерев’яні будинки, елементи підлог, зокрема паркетних, плінтуси, наличники, віконні та дверні блоки, панелі, перегородки, тамбури тощо.
Значного розвитку набувають клеєні конструкції з деревини, використовувати які доцільно у житлових, громадських і сільських виробничих приміщеннях, а також під час спорудження підприємств з хімічно агресивним середовищем. Використання клеєних конструкцій дає змогу застосовувати маломірні відходи, склеюючи їх у елементи столярних виробів: бруски коробок, стулок тощо.
Столярно-будівельні вироби і деталі виготовляють на деревообробних підприємствах потоковим способом, застосовуючи напівавтоматичні та автоматичні лінії. На будівельні майданчики столярні вироби, профільні деталі, елементи паркетних підлог надходять у готовому вигляді. Віконні та дверні блоки поставляють на будівництво з навішеними стулками, фрамугами і полотнами, пофарбованими і заскленими, завдяки чому роботи, пов’язані з заповненням прорізів, значно спрощуються і зводяться до встановлення готових віконних та дверних блоків.
Великого значення надається раціональному використанню деревини шляхом максимального застосування деревних відходів для переробки їх на технологічні тріски, з яких виготовляють деревоволокнисті та деревостружкові плити. Ці плити використовують у будівництві як облицьовувальний матеріал, для покривання підлог, виготовлення дверей щитової конструкції тощо. Мета даної роботи полягає у вивченні конструкції віконного блоку та технологічного процесу його виготовлення: вказати необхідне обладнання, пристрої та інструмент для виготовлення віконного блоку ОС 15−15; скласти специфікацію деталей виробу та визначити кількість необхідного матеріалу для даного виробу, а також описати організацію робочого місця з додержуванням правил техніки безпеки.
1. Призначення, види і характеристика віконних блоків Вікна призначені для штучного освітлення і провітрювання приміщення. Вони бувають одно-, двоі тристворчастими, віконні блоки спареними, роздільними та роздільно-спареними.
Віконний блок складається з віконної коробки і віконних рам, які включають стулки, фрамугу, кватирку.
За призначенням вікна і балконні двері поділяються для житлових, громадських і виробничих будівель. За конструкцією вони бувають одинарними — з одним або двома рядами скління, спареними — з двома чи трьома рядами скління, роздільними — з двома рядами скління і роздільно-спареними — з трьома і чотирма рядами скління.
За кількістю стулок у одному ряді вікна і балконні двері бувають одно-, двоі багатостулковими, а залежно від того, як вони відкриваються — такі, що відкриваються всередину приміщення, назовні, у різні боки, і такі, що не відкриваються, чи глухі.
За способом відкривання стулок вікна бувають розпашними, які обертаються навколо вертикальної крайньої осі, підвісними — верхньої крайньої осі, відкладними — нижньої крайньої осі, обертовими — горизонтальної чи вертикальної середньої осі, розсувними — з переміщенням стулки у горизонтальній площині, підйомними — у вертикальній площині.
Для провітрювання приміщення у вікнах влаштовують кватирки, кватирки-стулки, клапани, фрамуги, стулки, що відкриваються.
Для освітлювання приміщень стулки, фрамуги, кватирки заповнюють склом, склопакетами чи склопакетами і склом (змішаного типу).
Залежно від притулу стулок вікна розрізняють: безімпостні — із середнім притулом у чверть і з імпостами — з притулом до імпосту.
За вологостійкістю вікна і балконні двері бувають підвищеної вологостійкості, які встановлюються на зовнішніх стінах будівель і всередині приміщень з відносною вологістю повітря більш як 60% і нормальної вологостійкості - не більше ніж 60%.
Вікна і балконні двері за опорядженням бувають з непрозорим опоряджувальним покриттям, тобто опоряджені емалями, фарбами, і з прозорим опоряджувальним покриттям, опоряджені прозорими лаками.
Віконна стулка складається з двох вертикальних і двох або трьох горизонтальних брусків, зв’язаних між собою у раму за допомогою шипових з'єднань, клею і нагелів. У стулках великих розмірів ставлять горизонтальні бруски-слупики, які з'єднують вертикальні бруски. Слупик має такий самий профіль, що й профіль бруска стулки; він підвищує міцність стулки, але зменшує її світлову площу. У верхній частині віконної коробки над стулками встановлюють горизонтальну раму-фрамугу. Фрамуги можуть бути глухими і такими, що відкриваються. У глухих фрамугах верхні притули стулок прилягають до чверті у нижньому бруску фрамуги. Для кріплення фрамуги, що відкривається, у віконну коробку вставляють горизонтальний брусок, який називають горизонтальним імпостом. У широких коробках ставлять нерухомий брусок — вертикальний імпост, до якого прилягають кромки вертикальних брусків стулки.
Кватирку влаштовують у верхній частині віконної рами, але не вище ніж 1,8 м від полу, інакше її буде важко відкривати.
Віконні рами бувають внутрішні та зовнішні. Щоб стулки добре розкривалися, висоту і ширину внутрішніх рам порівняно з зовнішніми роблять більшими на 50…75 мм. Різницю між розмірами внутрішньої і зовнішньої рам називають світанням. Стулки бувають з напливом, тобто напуском на бруски коробки, який утворює більш щільний притул і закриває щілини, утворені між стулкою і коробкою. Наплав роблять у внутрішніх або в обох рамах. Вікна і балконні двері по обробці бувають з непрозорим обробним покриттям, тобто оброблені емалями, фарбами, і з прозорим обробним покриттям, оброблені прозорими лаками. Віконна стулка складається з двох вертикальних і двох або трьох горизонтальних брусків, зв’язаних між собою в раму за допомогою з'єднань, нагелів.
У верхній частині віконної коробки над стулками встановлюють горизонтальну раму — фрамугу. Фрамуги можуть бути глухими і такими, що відкриваються. У глухих фрамугах верхні притвори стулок примикають до чверті в нижньому бруску фрамуги. Для кріплення фрамуги, що відкривається, у віконну коробку вставляють горизонтальний брусок, званий горизонтальним імпостом. У широких коробках ставлять нерухомий брусок — вертикальний імпост, до якого примикають кромки вертикальних брусків стулки. Кватирку влаштовують вверху палітурки, але не вище 1,8 м від підлоги, інакше її важко буде відкривати. Палітурки бувають внутрішні і зовнішні. Для того, щоб стулки добре розкривалися, висоту і ширину внутрішніх палітурок в порівнянні з зовнішніми роблять більше приблизно на 50…75 мм. Різницю між розмірами внутрішньої і зовнішньої палітурок називають світанком. Палітурки бувають з напливом, тобто з напуском на бруски коробки, що утворює щільніший притвор і що закриває щілини, які утворюються між стулкою і коробкою. Наплав роблять у внутрішніх або в обох палітурках, що надає вікнам гарного вигляду. Для палітурок з напливом розміри внутрішньої палітурки роблять більше зовнішньої по висоті приблизно на 75 мм, по ширині на 75…100 мм.
Рис. 1.1. Вікна і балконні двері з подвійним склінням роздільної конструкції для житлових будівель (перерізи по притулах):
1 — шибка, 2 — розкладка по склу, 3 — брусок зовнішньої стулки, 4- верхній і бічний бруски зовнішньої коробки, 5 — верхній і бічний бруски внутрішньої коробки, 6 — брусок внутрішньої стулки, 7 — наплав,
8 — прокладка ущільнювача, 9 — нижній брусок внутрішньої коробки, 10 — нижній брусок зовнішньої коробки, 11 — отвір для відведення води, 12 — відливи Віконні блоки роздільні з двома рядами скління складаються з коробки, в якій навісили палітурки (стулки, фрамуги, кватирки), що відкриваються в одну або різні сторони.
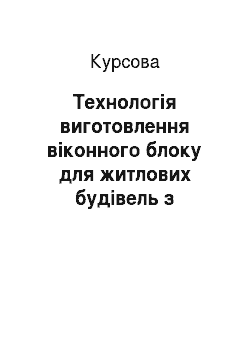
Рис. 1.2. Віконні блоки із спареними стулками (перетини по притворах) (ГОСТ 11 214−86): 1 — скло, 2 — розкладка по склу, 3 — верхній і бічний бруски зовнішньої стулки, 4 — верхній і бічний бруски коробки, 5 — петливши, 6 — ущільнююча прокладка, 7 — верхній і бічні бруски внутрішньої стулки, 8 — нижній брусок внутрішньої стулки, 9 — наплав, 10 — нижній брусок коробки, 11 — нижній брусок зовнішньої стулки.
Віконні блоки із спареними стулками складаються із зовнішніх і внутрішніх стулок, що навісили впритул між собою на петлі, а внутрішні, крім того, на петлі до коробки. Сполучені між собою стягуваннями стулки складають як одна палітурка, що має достатню жорсткість. Для миття скла внутрішні і зовнішні стулки розкривають, розгвинчуючи стягування. Віконні блоки орні з відкриттям стулок всередину приміщення мають ряд недоліків: вузькі стулки зменшують світлову площу вікон, а широкі при відкритті загороджують всередині значну частину приміщення. У окремих будівлях застосовують дерев’яні вікна із спареними стулками, що обертаються навколо горизонтальної або вертикальної середньої осі.
Віконні блоки виготовляють з нерівними і рівними стулками з кватирками і фрамугами. Віконні блоки з рівними стулкам бувають з кватирками і без них. Віконні і балконні дверні блоки (ГОСТ 11 214−86) маркують на підприємстві-виробнику. Марка складається з буквених індексів і цифр тих, що позначають висоту і ширину отвору в дециметрах: буквені індекси позначають наступне: Ос — віконний блок із спареними стулка; ОР — віконний блок роздільної конструкції з двома рядами скління; БС — балконний дверний блок із спареними полотнами; БР — те ж, з розділеними полотнами. Розміри віконних отворів в житлових і громадських будівлях повинні бути кратні 1 М (один модуль), рівному 100 мм. У віконних блоках із спареними і роздільними стулками товщина зовнішньої і внутрішньої стулок однакова — 42 мм. Для відведення дощової води в нижніх брусках коробок і в горизонтальних імпостах вікон і балконних дверей типу З роблять прорізи шириною 12 мм, а у вікнах і балконних дверях типа Р свердлять отвори діаметром 10 мм, що розташовуються під широкими стулками, полотнами балконних дверей і фрамугами на відстані 50 мм від вертикальних брусків коробок і імпостів, а під кватирками і вузькими стулками — один проріз або один отвір в середині.
Для скління вікон і балконних дверей житлових будівель застосовують скло завтовшки 2,5…3, а для громадських будівель — завтовшки 3…4 мм.
Вікна і балконні двері дерев? яні з потрійним склінням (ГОСТ 16 289−86) призначені для житлових і суспільних споруджень, що зводяться в кліматичних зонах з розрахунковою температурою зовнішнього повітря — 31 °C. Вікна і балконні двері виготовляють з роздільно-спареними стулками і дверними полотнами: одна палітурка одинарна (зовнішня), а дві - спарені.
Рис. 1.3. Вікна дерев’яні з потрійним склінням для житлових і громадських будівель (перетини по притворах) (ГОСТ 16 289−86): 1 — шибка, 2 — розкладка по склу, 3 — зовнішній брусок віконної стулки, 4 — брусок зовнішньої коробки, 5 — брусок внутрішньої коробки, 6 — верхній брусок внутрішньої стулки, 7 — ущільнююча прокладка, 8 — нижній брусок внутрішньої стулки, 9 — нижній брусок внутрішньої коробки, 10 — нижній брусок зовнішньої коробки, 11 — отвір для стоку води, 12 — відливши Вікна для житлових будівель бувають одно-двухі трьохстворчаті з кватирками, для громадських будівель — одно-, двухі трьохствори з фрамугами і без них. Вікна дерев’яні для виробничих будівель (ГОСТ 12 506−81) залежно від способу відкриття діляться на три серії: У — приміщення, що відкриваються всередину, Н — що відкриваються назовні, Г — глухі (що не відкриваються). Віконні блоки серій В і Н складаються з коробок і засклених палітурок, а віконні блоки серії Г — із засклених коробок.
Рис. 1.4. Вікна дерев’яні для виробничих будівель: а — загальний вид вікна серії В, б — перетин вікон з одинарним склінням, в — перетини вікон з подвійним склінням;1 — верхній брусок коробки, 2 — верхній брусок стулки з одинарним склінням, 3 — розкладка по склу, 4 — шибка, 5 — нижній брусок з одинарним склінням, 6 — відливши, 7- віконна петля, 8 — нижній брусок коробки, 9- верхній брусок зовнішньої стулки з подвійним склінням, 10 — верхній брусок внутрішньої стулки з подвійним склінням Віконні блоки серій В і Н можуть бути одинарними з одним рядом скління і спареними — з двома рядами скління, вікна серії Г — одинарними з одним рядом скління. Вікна серій Н і Г використовують в одноповерхових, а серії В — в одно — і багатоповерхових будівлях. В промислових будівлях в отворах заввишки більше 1800 і шириною 3000 мм застосовують віконні блоки з коробками шириною 124 мм. Вони можуть застосовуватися також в сільськогосподарських будівлях. Для заповнення віконних отворів промислових будівель застосовують віконні блоки серій В, Н і Г, сільськогосподарських будівель — серій В і Р. В нижніх брусках коробок вікон серії В в спареній конструкції роблять прорізи для відведення води, що розташовуються на відстані 50 мм від вертикальних брусків коробок.
Вікна і балконні двері дерев’яні з склопакетами і склом для житлових будівель ГОСТ 24 699–81 виготовляють з однокамерними клеєними склопакетами у внутрішніх і склом в зовнішніх стулках. Скло для вікон житлових будівель має товщину 2,5…3, громадських будівель — 3…4 мм.
Рис. 1.5. Вікна дерев’яні з склопакетами і склом для житлових будівель
(перетини по притворах): 1-нижній брусок зовнішньої коробки, 2- нижній брусок зовнішньої стулки, 3 — відливши, 4 — скло, 5 — верхній брусок зовнішньої стулки, 6 — верхній брусок внутрішньої коробки, 7 — верхній брусок зовнішньої коробки, 8 — ущільнюючі прокладки, 9 — опорні розпори і бічні прокладки, 10 — склопакет, 11-нижній брусок внутрішньої стулки, 12 — нижній брусок внутрішньої коробки, 13 — отвір для стоку води.
Внутрішні стулки вікон заввишки більше 1350 мм при ширини більше 600 мм, а також заввишки більше 1000 мм при ширині більше 850 мм навішують на три петлі. Для відведення дощової води в нижніх брусках коробок, горизонтальних імпостах під стулками і фрамугами на відстані 50 мм від вертикальних брусків коробок імпостів висвердлюють отвори діаметром 10 мм. Вікна цього вигляду застосовують в основному в будівлях, що зводяться в північних районах країни. Для будівель сільськогосподарських підприємств застосовують вікна серії В заввишки 860 і 1160 мм, завширшки 1170, 1743 і 1760 мм, а серії Г — заввишки 570, завширшки 870 і 1145 мм. У нижніх брусках коробок вікон серії В спареної конструкції виконують прорізи для відведення води, які розміщуються на відстані 50 мм від вертикальних брусків коробок. Дерев’яні вікна і балконні двері із склопакетами і склом для житлових будівель (мал. 6) виготовляють з однокамерними клеєними склопакетами у внутрішніх і склом у зовнішніх стулках (ГОСТ 24 699 — 81). Скло для вікон житлових будівель має товщину 2,5…З мм, громадських будівель — 3…4 мм.
Рис. 1.6. Вікна дерев’яні для виробничих будівель:
а — загальний вигляд вікна серії В; б — вікна з одинарним склінням; в — те саме, з подвійним; 1 — верхній брусок коробки; 2 — верхній брусок стулки з одинарним склінням; 3 — розкладка по склу; 4 — віконне скло; 5 — нижній брусок стулки з одинарним склінням; 6 — відлив; 7 — віконна завіса; 8 — нижній брусок коробки; 9 — верхній брусок зовнішньої стулки з подвійним склінням; 10 — верхній брусок внутрішньої стулки з подвійним склінням Рис. 1.7. Вікна дерев’яні із склопакетами для житлових і громадських будівель:1 — верхній брусок стулки; 2 — верхній брусок коробки; 3 — завіса; 4 — склопакет; 5 — нижній брусок стулки; 6 — нижній брусок коробки; 7 — ущільнювальна прокладка; 8 — середні (горизонтальні бруски стулки) Для скління вікон, вітражів, балконних дверей застосовують клеєні склопакети (ГОСТ 24 866 — 89), які складаються з двох чи трьох плоских листів скла завтовшки не менш як 3 мм, з'єднаних за контуром так, щоб між ними утворилася герметична замкнута камера з прошарком осушеного повітря. Залежно від будови склопакети поділяються на три типи: СПО — однокамерний без обрамовувальної рамки (рис. 1.7, а), СПОР — однокамерний з обрамовувальною рамкою (мал. 8, б), СПД — двокамерний без обрамовувальної рамки (мал. 1.7, в). Склопакети виготовляють заввишки (завдовжки) 400…2550 мм, завширшки 400…2950 мм.
Відстань між склом у однокамерних склопакетах становить 6… 12 мм., у двокамерних — 6… 12 мм. Склопакети мають бути прямокутної форми, різниця між діагоналями склопакетів не повинна перевищувати 6 мм.
Внутрішні поверхні скла склопакетів повинні бути чистими, шар, що герметизує, склопакетів — герметичним. Розпірні і обрамовувальні рамки виготовляють із стрічки алюмінієвих сплавів. Внутрішня порожнина розпірної рамки склопакета для абсорбування парів вологи із повітряного проміжку внутрішньої порожнини заповнюється технічним силікагелем чи цеолітом. Пакети герметизуються нанесенням на бічну поверхню нетвердючої мастики і заповненням торця пакета герметиком.
Рис. 1.8. Клеєні склопакети, а — однокамерний СПО; б — однокамерний СПОР; в — двокамерний СПД; 1 — скло; 2 — розпірна рамка; З — вологовбирач; 4 — нетверднуча мастика; 5 — вулканізуючий герметик; 6 — повітсячий прошарок; 7 — дегідратаційна щілина; 8 — обрамлювальна рамка, б — товщина скаі; h — товщина склопакета; hp — товщина склопакета з обрамлювальною рамкою; hc — відстань між склом; С — ширина герметизуючого шару; Ср — ширина полички обрамлювувальної рамки Послідовність встановлення склопакетів у віконні та дверні блоки й встановлення опорних, розпірних і бічних прокладок показано на мал. 1.8.
Рис. 1.9. Послідовність монтажу склопакетів:
а — наклеювання бічних прокладок; б — встановлення склопакета, опорних або розпірних прокладок; в — нанесення пістолетом шару нетвердучої мастики; г — встановлення бічних прокладок і розкладки по склу; д — ущільнення зазорів мастикою; 1 — бічна прокладка; 2 — опорна чи розпірна прокладка; 3 — склопакет; 4 — пістолет; 5 — розкладка по склу; 6 — бічна прокладка; 7 — віконна рама Дерев’яні вікна володіють хорошою теплопровідністю і звукозахисними властивостями. До достоїнств віконних блоків з деревини слід віднести:
· можливість їх ремонту своїми руками;
· високу міцність деревини при невеликій об'ємній масі, що забезпечує високий коефіцієнт конструктивної якості;
· високу морозостійкість;
· легкість в обробці;
· екологічну чистоту;
· привабливий зовнішній вигляд натурального матеріалу.
Основними недоліками дерев’яних вікон є:
§ наявність в деревині можливих пороків (тріщин, сучків, смоляних кишень і т. д.);
§ схильність до гниття і поразці мікроорганізмами;
§ гігроскопічність (залежність технічних характеристик деревини від вологості);
§ горючість;
§ необхідність в періодичному відході.
Не дивлячись на вказані недоліки, багато хто віддає перевагу традиційній деревині. Дерев’яні віконні рами сучасного типу в основному робляться з сосни, дуба, буку, горіха, червоного дерева. Найбільш переважне червоне дерево (махагон), оскільки воно добре обробляється і дозволяє робити точну підгонку деталей. Крім того, червоне дерево майже не дає з часом усадки. Для збереження властивостей деревини і її довговічності, вона обробляється спеціальним захисним просоченням. Звичайно, віконні рами з червоного дерева дорогі, але є можливість придбати варіанти і дешевше, тим паче, що звичайна сосна з покриттям під дуб, бук або горіх виглядають зовсім не гіршими. Вітчизняні вікна, що виготовляються на російських виробництвах, не можуть дати гарантії високої якості, якщо виготовляються на морально застарілому устаткуванні. А тим часом хороше дерев’яне вікно при правильній експлуатації і відході може прослужити більше 50 років. Тому варто задуматися і правильно використовувати заплановані на ремонт грошові кошти. Тим більше для цього є широкий вибір. Готові зарубіжні вікна відрізняються високою якістю, але мають високу ціну. Вікна, які виробляються на російських або сумісних підприємствах при використанні імпортного устаткування і сучасних технологій, мають достатньо високу якість. При застосуванні дешевших технологій обробки і фарбування деревини їх ціни стають середніми. Конструкції дерев’яних вікон можуть складатися з одинарних, спарених, роздільних і роздільно-спарених (комбінованих) стулок. Стулкові вікна будь-якою з вище переліченої конструкції складаються з роздільної віконної коробки і стулкової віконної палітурки. У будь-які конструкції дерев’яних вікон легко вмонтовуються захисні жалюзі, москітні сітки і навісні віконниці. Роздільна віконна коробка жорстко зв’язується із стіною будівлі і до неї рухоме встановлюється стулкова віконна палітурка.
Основними елементами роздільної коробки є:
ь вертикальне обв’язування; верхнє обв’язування; нижнє обв’язування;
ь стійка або середник вікна — вертикальний елемент для з'єднання роздільної коробки по ширині;
ь ригель або імпост — поперечний елемент для з'єднання роздільної коробки по висоті;
ь стулкова віконна палітурка.
Вузькі вертикальні профілі здатні краще сприймати навантаження з боку скління і одночасно дозволяють зменшити до мінімуму дію вологи на дерев’яні поперечні деталі. Профіль повинен бути достатньо скошеним (мінімум на 18°) для того, щоб дощова вода швидко відводилася з тією, що несе найбільше навантаження нижньої частини віконної рами. Деталі вікна, наприклад, на щілинні, вітрозахисні планки, повинні легко замінюватися. Щоб забезпечити якісне нанесення і утримання лакофарбного покриття, всі зовнішні кромки повинні бути виконані з округленням (радіусом мінімум 4 мм).
2. Матеріали необхідні для виконання віконного блоку При виборі матеріалу для віконного блоку виходять і з естетичних міркувань, тобто краса, чистота обробки поверхонь, витонченості профілів, колірних нюансів різних порід деревини. Вікна грають важливу роль як в зовнішньому вигляді будівлі, так і в інтер'єрі його внутрішніх приміщень, і їх естетичне сприйняття має велике значення при виборі. Висока якість обробки поверхонь, додання складних форм профілям можливо тільки при високих технологіях.
Традиційний для віконних коробок і рам матеріал — дерево. В даний час цей матеріал все активніше витісняється пластмасами і металом. Дерево, звичайно, поступається по довговічності і елегантності штучним матеріалам і металу, але воно тепліше останніх і майже не схильне до температурних стиснень і розширень, що має не останнє значення в умовах холодних зим помірно-континентального і континентального клімату. Правда, воно схильне до розбухання унаслідок здатності вбирати вологу, і тому за дерев’яними віконними рамами (особливо зовнішніми, такими, що приймають на себе всі удари негоди), потрібний певний підхід, що полягає в їх періодичному фарбуванні. Проте і віконні вироби з пластмаси вимагають певного догляду, хай не такого трудомісткого і копіткого, інакше їх доведеться міняти до встановленого «терміну придатності».
Віконні блоки виготовляють в основному з деревини. З численних порід дерев, що ростуть на території нашої країни, промислове значення мають близько двох десятків найбільш поширених хвойних і листяних порід. Дерева хвойних порід становлять більшу частину лісів України. Саму деревину використовують широко не тільки у будівництві, а й у деревообробній промисловості. Висока механічна міцність, легкість обробки, прямостовбурність і великі розміри — цінні властивості деревини хвойних порід.
Поширеними хвойними породами є сосна, ялина, модрина, кедр, ялиця.
Сосна має ядро від рожевого до червонувато-бурого кольору, жовтувато-білу різної ширини (від 20 до 80 річних шарів) заболонь. Загальна характеристика кольору деревини сосни є червонуватий, або жовтуватий відтінок, серцевинні промені непомітні, річні шари розрізняються на всіх розрізах. Пізня деревина червонувато-бурого кольору, добре розвинута, різко відмежована від ранньої світлої деревини, смоляні ходи численні діаметром від 006 до 013 мм, через лупу її добре видно на всіх розрізах, має різкий скипидарний запах. Розміщення сучків суто кільчасті; напрямлені вгору під гострим кутом до осі стовбура. Кора у сосни внизу товста, з тріщинами, темно-бура, вгорі тонка, гладенька і золотиста. Деревина смолиста, міцна і досить стійка проти загнивання, порівняно м’яка й легко оброблюється. У будівництві, столярно-будівельному, меблевому і фанерному виробництвах застосовують сосну. Росте всюди ялина без ядрова, спіло деревинна порода без заболоні. Деревина біла із слабким жовтуватим відтінком, однорідна; серцевинні промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина має вигляд вузької світло-бурої смуги, у ранню переходить поступово. Смоляні ходи нечисленні, їх добре видно через лупу. Запах слабкий, скипидарний. Розміщення сучків кільчасте з дрібними окремими між кільцевими сучками, горизонтальне. Кора бура, тріщинувата й досить тонка. Деревина ялини за якістю дещо поступається перед сосною, менш смолиста; дуже тверді, дрібні численні сучки; тривалий час має натуральний колір, однорідна за будовою. Застосовують у будівництві нарів із сосною.
Ялиця без ядрова, спіло деревинна порода без заболоні. Деревина біла із слабким жовтуватим або буруватим відтінком. Серцевинні промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина мало розвинута у ранню переходить поступово. Смолені ходи є тільки у корі. Досить сильний приємний запах має кора, деревина немає. Розміщення сучків кільчасте, горизонтальне, з великою кількістю. Кора тонка, гладенька, сірого кольору. Деревина ялиці подібна до ялинової, але смоли у ній немає; загниває, легко жолобиться і тріскається, не блищить, добре колеться. У промисловості застосовують переважно для підсобних будівель.
Модрина має червонувато-буре широке ядро; буровато-білу, вузьку (до 20 річних шарів) заболонь. Деревина бурого відтінку, серцевинні промені непомітні; річні шари розрізняються на всіх розрізах, пізня деревина темно-бурого кольору, розвинута добре, різко відмежована від ранньої деревини світло-бурого кольору, розвинута добре, різко відмежована від ранньої деревини світло-бурого відтінку. Смоляні ходи дрібні, мають скипидарний запах, сучки розміщені горизонтально та безладно, деколи розкидані поодиночно. Кора товста буро-іржастого кольору з великою кількістю тріщин. Деревина модрини найважча із хвойних, тверда й міцна, стійка проти загнивання, але дуже тріскається. У промисловості використовується, як замінник дуба, у місцях зростання використовується в житловому будівництві, а також у фанерному і меблевому виробництвах.
Кедр має жовтувато-білу, широку (до 40 річних шарів) заболонь; ядро від світло-рожевого до жовтувато-червоного кольору, вузьке. Колір деревини має блідо-рожевий відтінок. Серцевинні промені непомітні. Річні шари пізньої деревини жовтувато-червоного кольору, малорозвинута, у ранню переходить поступово. Смоляні ходи численні, найкрупніші, порівняно з іншими породами. Запах характерний для кедрових горіхів. Сучки розміщені горизонтально, кільчасті з дрібними окремими міжкільцевими сучками. Кора бура, товста, досить тріщинувата. Деревина легка і м’яка, гарна кольором і текстурою, легко обробляється. У промисловості застосовують в столярному виробництві, у місцях зростання у житловому будівництві, а також у меблевому і фанерному виробництвах.
Крім хвойних, для виробництва віконних рам, використовують також і листяні породи дерев, але їх утроє менше на Україні, ніж хвойних. Зате листяні переважають різноманітністю властивостей і характером використання. Найпоширенішою листяною породою беззаперечно являється дуб, який має від світлодо темно-бурого кольору ядро і вузьку (8−10 річних шарів), жовтувато-білу заболонь. Дрібні судини пізньої частини річного шару розміщені радіальними рядами, на торці вони помітні у вигляді полум’янодібних радіальних язичків. Серцевинні промені розвинені добре, які добре видно на всіх розрізах. Деревина дуба дуже міцна і тверда, гнучка і має гарний колір і текстуру, легко розколюється у радіальній площині. Вона довговічна і на відкритому повітрі, і у воді. Дуб частіше росте разом з іншими породами дерев, але нерідко трапляються суцільні дубові насадження — діброви. Ясен має деревину, яка за будовою нагадує дубову, але без характерних для дуба великих серцевинних променів. Крім того, за кольором ясен дещо світліший від дуба і зона великих судин у річних шарах в нього дещо ширша. Росте поодинокими деревами у змішаних лісах.
Ясен використовують у тих самих виробництвах, що і дуб, а саме у столярно-меблевому, фанерному і паркетному виробництві.
3. Обладнання, пристрої та інструмент для виконання віконного блоку Усі операції, пов’язані з обробкою деревини, на сучасних підприємствах виконують на високопродуктивних верстатах різних конструкцій. У зв’язку з широкою номенклатурою виробів з деревини виникла потреба створення великої кількості різних за технологічними і конструктивними параметрами деревообробних верстатів.
Залежно від методу обробки деревини різанням та технологічного застосування застосовують наступні деревообробні верстати:
1. Поперечне розпилювання дощок: торцювальний шарнірно-маятниковий верстат, криглопилковий верстат для поперечного розкроювання з прямолінійним переміщенням супорта ЦПА-2;
2. Повздовжнє розкроювання дощок: універсальний криглопилковий верстат для змішаного розпилювання Ц6−2, криглопилковий прирізний верстат із конвеєрною подачею ЦДК4−3; криглопилковий верстат із ролико-дисковою подачею ЦА-2А; стрічко-пилковий верстат ЛС80;
3. Фрезерування по площині: одношпиндельний фугувальний верстат СФО-1; двобічний фугувальний верстат із горизонтальним і вертикальним шпинделями С2ФЗ-3;однобічний рейсмусовий верстат СР 6−7; двобічний рейсмусовий верстат С2Р12−2; чотирибічний поздовжньо-фрезерний верстат С26−2М;
4. Фрезерування по профілю: фрезерний верстат ФС-1; двошпиндельний фрезерний верстат Ф2−4; одношпиндельний копіювальний верстат ВФК-2;
5. Виготовлення шипів: односторонній шипорізний верстат Ш015Г-5; двосторонній шипорізний верстат ШД 15−3
6. Свердління отворів і виконання пазів і гнізд: одношпиндельний свердлильно-пазувальний верстат СвА-2; свердлильно-пазувальний верстат СвПА-2; багатошпиндельний верстат СГВП-1; ланцюго-довбальний верстат ДЦА-4;
7. Виточування круглих (циліндричних) деталей: круглопалковий верстат КПА20:
8. Остаточна механічна обробка (зачищення) поверхні деталей: стрічковий шліфувальний верстат з рухомим столом і короткою праскою; дисковий шліфувальний верстат ШлДБ-3;
Рис. 3.1. Торцювальний шарнірно-маятниковий верстат:
1 — педаль; 2 — напрямна лінійка; 3 — стіл; 4 — рукоятка для переміщення пилки вручну; 5 — пилка; 6 — електродвигун; 7 — важелі; 8 — рукоятка для затиску; 9 — колона; 10 — маховичок для підіймання колони; 11 — станина
Показник | ЦМЕ-2М | ЦМЕ-3 | ЦПА-2 | Ц2К12 | |
Ц2К20 | |||||
Найбільші розміри заготовки, мм | |||||
довжина | ; | ; | 1250−2000 | ||
товщина | 12−80 | ||||
ширина | 40−250 | ||||
Діаметр пилки, мм | |||||
Частота обертання пилки, об/хв. | |||||
Кут повороту пилки | |||||
Швидкість переміщення супорта, м/хв. | 0,25 | 5−29 | ; | ||
Швидкість подачі матеріалу, м/хв. | ; | ; | 5; 7; 5; 10; 15 | ||
Хід супорта | ; | ; | |||
Потужність, кВт: | |||||
електродвигуна пилки | 3,2 | 3,2 | 4,0 | 3,2 | |
механізму подачі | ; | ; | ; | 0,7/1,2 | |
Габаритні розміри верстата, мм | |||||
довжина | |||||
ширина | |||||
висота | |||||
Маса верстата, кг | |||||
Рис. 3.2. Верстат з числовим програмним управлінням TWIN
Стандартна комплектація: 4 болти з 4-мя гайками, 4 затиски ER32. Електрошпінделі обертаються за годинниковою стрілкою і проти. Максимальна потужність досягається на швидкості 12 000 — 18 000 об/хв. Максимальний діаметр інструменту — 200 мм. За допомогою функції «Контроль потужності», контролер автоматично понизить швидкість обертання, коли споживана потужність перевищить 160% від номінальної.
Верстат оснащений столом, що переміщається уздовж осей X і Y для обробки зовнішніх поверхонь заготовок. На плоскій підтримуючій поверхні столу встановлено два регульовані кронштейни, що дозволяє завантажувати і обробляти дві заготівки за один робочий цикл. Таким чином, удвічі скорочується кількість шаблонів, час настройки, час завантаження і розвантаження. Запатентований стіл із змінною геометрією (стіл T.G.V) не тільки збільшує продуктивність, але і дає можливість обробляти заготовки з нижнього боку (наприклад, свердлення знизу). Сталеві кронштейни мають жолоби для під'єднання 4-х стандартних пневматичних затисків.
Рис. 3.3. Фрезерний верстат Різні варіанти виконання цього верстата дозволяють підібрати оптимальний варіант, який підходить саме Вам. Як опція верстат може бути оснащений шипорізною кареткою TR, яка дозволяє швидко, а головне точно виконати операцію фрезерування шпильок. Для надійності і довговічності каретка переміщається по тих, що спеціально сконструйованим сталевим направляють. На верстаті передбачена установка профілюючих фрез діаметром до 260 мм і фрез для зрощення до 350 мм. Для збільшення жорсткості, вузол шпинделя зібраний в чавунному литому корпусі і встановлений на високошвидкісні підшипники. Два подовження столу TPL (опція праве і ліве) в комплекті з передньою розширювальною висувною планкою, дозволяють обробляти великогабаритні заготовки (опція). Для вибору оптимальних режимів різання передбачено п’ять швидкостей обертання шпинделя.
Для безпеки роботи столяра верстат оснащений захисним щитком, що закриває передню, виступаючу частину інструменту, а також жорстким кожухом для підведення аспірації.
Ручний інструмент Рис. 3.4. Долото столярне Рис. 3.5. Стамеска плоска Рис. 3.6. Киянка Рис. 3.7.Коловорот Рис. 3.8. Топор Рис. 3.9. Свердла Вимірювальний інструмент Рис. 3.10. Рулетка Рис. 3.11. Складний метр Рис. 3.12. Кутник
Рис. 3.13. Ярунок
Рис. 3.14. Малка
Рис. 3.15. Рейсмус
4. Технологічний процес виготовлення віконного блоку ОС 15−15
Сукупність усіх робіт, що виконується у суворій послідовності і в результаті яких із сировини одержують готові вироби, називають виробничим процесом. Технологічний процес становить частину виробничого процесу, при якому відбувається зміна форми, розмірів і властивостей перероблюваних матеріалів, і складається з ряду процесів. Віконні рами — це є невід'ємна частина віконного блока. Тому для виробництва віконних рам технологічний процес включає процеси: розкроювання пиломатеріалів на заготовки, вздовж і впоперек; вимірювання поверхні деталі по площині і в кут, профільне стругання, вибирання отворів, врізування шипів і провушин, а також складання віконних рам і підгонка на робочому місці. Пиломатеріали розкроюють по довжині на кругло-пиляльному верстаті для поперечного розкрою ЦПА-2. Верстат обслуговує верстатник і один або два підсобні робітники. Вони разом пересувають дошку по столу до упору, а потім притискуючи лівою рукою дошку до лінійки, правою рукою бере пилу, натискаючи її на дошку, ріже. А по ширині - на кругло-пиляльному верстаті ЦДК-4, який обслуговує верстатник, він подає відрізки на верстат, і підсобник підбирає заготовки, або подає знову для повторного різання. При розкрої пиломатеріалу в першу чергу викроюють довгі деталі, більш короткі - одержують попутно. Брускові деталі оброблюють так: фугують пласти і кромки у пожагоблених брусках на фугувальному верстаті, деталі віконних рам стругають на чотиристоронньому стругальному верстаті. Обслуговування двох останніх верстатів аналогічне двом попереднім верстатам. Зарівнювання сучків передбачено на верстаті, який виконує цю операцію. На деяких підприємствах сучки зарівнюють до стругання — в результаті деталь виходить більш чистою. Вибір послідовності зарівнювання сучків залежить від місцевих умов підприємства. Горизонтальні бруски стулок заговляють кратними, або одержують після переробки відбракованих вертикальних брусків — стулок. Торцювання в розмір «на вус» нащілинника, відливу і розкладки по склу проводять на круглопиляльному універсальному верстаті для вусовки. Для стругання і відбирання профілю застосовують фрезу, тобто фрезерний верстат. Для виконання цієї операції до дуги прикріпляють вивірену напрямну лінійку, яка складається з двох частин різної товщини, у процесі обробки перша частина лінійки тонша за другу на товщину шару деревини, що змінюється. Другу частину лінійки встановлюють так, щоб площина лінійки відповідала циліндричній поверхні лез ножів. Зарізування шипів здійснюється на односторонньому шипорізному верстаті. Шипи і вушка брусків врізують шипорізними головками і набором вушкових дисків. Віконні стулки, фрамуги і кватирки складають на робочому місці в складальних ваймах. Спочатку бруски підбирають, ретельно підганяють кути і перевіряють на щільність стиснення. Шипи і провушини намазують клеєм, після чого бруски з'єднують в раму (стулку). В кутах з'єднань електродрелькою, із спіральним свердлом вибирають отвір, у який вставляють дерев’яний нагель діаметром 8…10 мм, попередньо змащений клеєм. Для подальшої обробки виріб можна подавати тільки після повного тужавлення клею у шиповому з'єднанні. На окремих підприємствах процес сушіння клейового з'єднання прискорюють, використовуючи струми високої частоти у ваймі після обтиснення брусків. Складені стулки, фрамуги і кватирки повинні мати припуск до 2 мм на бік для обробки по периметру, і по товщині до 0,5 мм — для зняття прогинів. Перед встановленням (вагонкою) у коробку віконних рам і фрамуг їх обробляють по периметру, після чого вони одержують правильні геометричні форми. Крім того, у процесі обробки по периметру стулки і фрамуги одночасно фальцюються, утворюючи чверть необхідну для притулу. Обробку по периметру на невеликих підприємствах проводять на фрезерних верстатах із застосуванням шаблонів. Значні прогини в прямолінійності стулок, фрамуг, кватирок знімають на фугувальних верстатах, а невеликі - на шліфувальних верстатах. Після обробки периметру рами навішують на петлі у коробку, а потім ставлять розкладки, відлави, нащільники. Для виконання цих операцій використовують верстат, оснащений приладом Ярохіна для дискової пили представляє собою дискову електропилу з рамою, виготовленою із кутників. Рама одним кінцем прикріплена до шарнірного стопору, який разом з упорним бруском нерухомо закріплений на верстаку. Щоб перерізати деталь, раму потрібно встановити під потрібним кутом до упорного бруска, потім впритул посунути до нього деталь і включити пилу. Трудомістка операція — врізання петель. На д/о підприємствах ця операція механізована, а на будівництві її звичайно виконують вручну. Для розмітки гнізда під петлі використовують шаблон Павліхіна, який представляє собою дерев’яну рейку з упором і двома скобами із загостреними фасками. Розміри скоб дорівнюють розміру петель. При розмітці шаблон кладуть на кромку стулки по упору; потім наносять легкі удари клямкою по скобі, при цьому вона відбивається на стулці, по цій розмітці вибирають гніздо під петлю. По розмітці стамескою вибирають гнізда під петлі. Встановлення відливу і нащілинників виконують на робочому місці, оскільки прирізаний у розмір відлив і відпрацьовані нащілинники надходять на робоче місце. Врізний відлив встановлюють на водостійкому клею і прикріплюють шпильками. Нащілинник, що прикриває щілину, яка утворюється притулом стулок, прикріплюють до стулок також на клею з шурупами. Встановлюють і навішують стулки в коробку на спеціальних столах. Процес підгонки і навішування віконних стулок у коробку складається із підготовки стулок, зачистки просіків навішування на петлі, усунення можливих дефектів, кріплення стулок, фрамуг, кватирок. При підгонці віконних рам до коробці спочатку навішують зовнішні рами. При виготовленні рам з фрамугою підганяють спочатку фрамугу, а потім стулку. Зазор між стулками і коробкою повинен бути не більше 2 мм. При підгонці стулок ретельно перевіряють правильність притула, щільність їх прилягання до чвертей коробки. Необхідно слідкувати за тим, щоб навішені стулки відкривались вільно і плавно і невимушено. При підготовці слідкують за тим, щоб всі елементи віконного блока були гладенько оброблені і у місцях з'єднання ретельно підігнані. Клей з поверхні елементів блока повинен бути зачищений.
5. Організація робочого місця на підприємстві
На сучасних механізованих деревообробних підприємствах ще застосовується на окремих стадіях технологічного процесу ручна обробка деревини, особливо на складальних операціях, ремонтних роботах, а також при виготовленні виробів за спеціальним замовленням. Це дає змогу глибше пізнати обробні властивості деревини, порівняти тяжкість ручної обробки з обробкою на сучасних високопродуктивних верстатах та верстатних лініях. Робоче місце — це певна частина виробництва площі, призначена для одного робітника або групи (бригади) і обладнана устаткуванням і засобами технологічного оснащення (пристроями та інструментом) для виконання технологічних операцій.
Правильно організоване робоче місце — основа високопродуктивної праці при найменшій затраті сил і часу. До організації робочого місця ставляться такі основні вимоги:
Перед початком роботи робоче місце повинно бути старанно підготовлене, інструменти і пристрої перевірені й розташовані у потрібному і зручному порядку.
На робочому місці тримають тільки предмети потрібні для виконання того чи іншого завдання.
З. Усі предмети, які беруть під час роботи лівою рукою, розміщують ліворуч, а правою — праворуч.
Часто використовувані предмети кладуть ближче до виконавця, а рідко використовувані - далі, але не більше ніж на відстані витягнутої руки.
Кожен предмет повинен мати своє постійне місце, інструменти не можна класти один на одного або на металеві предмети.
Креслення та іншу технічну документацію треба розмішувати на рамках і кріпити для зручності над верстаком (верстатом).
Після закінчення роботи робоче місце старанно прибирають, інструменти і пристрої протирають, перевіряють і кладуть на відведене для них місце.
Оброблені вироби і заготовки прибирають на свої робочі місця. Робоче місце повинно бути рівномірно освітлене. Важливу роль відіграє правильне пофарбування виробничих приміщень та устаткування.
Для деревообробних цехів рекомендують такі кольори: стеля — світло-голуба; стіни: нижня частина на висоті до 2 м — м’якого зеленого кольору, верхня частина — кремова; підлога (асфальтова) — світло-сіра.
Фундаменти і бокові устаткування фарбують у темно-коричневі гони: станини — у зелений; рухомі частини — в колір слонової кістки; важелі і рукоятки — в яскраво-жовті кольори; захисні засоби — в червоний колір.
Однією з основних умов правильної організації праці на робочому місці верстатника — це раціональне розміщення обладнання, що дасть змогу виключати непотрібні рухи для піднімання, передавання і переміщення матеріалів, заготовок, деталей, інструменту. Всі робочі рухи слід виконувати найкоротшим шляхом і зводити їх по можливості до рухів рук. Потребу повертати або нахиляти тулуб слід усунути або довести до мінімуму. Матеріали і пристрої розміщують відповідно до черговості виконуваних робітником операцій. Часто вживані предмети розташовують якомога ближче до місця їх застосування. Матеріали і інструменти, які треба брати обома руками, розміщують з того боку верстата, де під час роботи перебуває робітник. Крім раціонального обладнання робочого місця вільного розміщення окремих пристроїв на ньому, треба забезпечити зразкове утримання його. Для цього слід притримуватися таких основних правил:
1. Перед роботою перевіряти готовність устаткування.
Підтримувати порядок на своєму робочому місці.
Працювати тільки правильно загостреним інструментом.
4. Періодично перевіряти нагрівання підшипників і двигунів верстата, контролювати стан приводних пасів і перевіряти справність механізмів.
5. Видаляти відходи, що виникли під час обробки, захищати вимірювальні інструменти від забруднення пилом і тирсою, своєчасно змащувати всі механізми.
Рис. 5.3. Схеми організації робочих місць біля верстатів: а — поперечного розкроювання; б — повздовжнього розкроювання; в — стрічкопилкового; 1 — кронштейн для складання дощок в рольганг; 2 — рольганг; 3 — піднімальний ліфт; 4 — штабель дощок; 5 — верстатник; 6 — верстат; 7 — допоміжні робітники; 8 — випиляна заготовка; 9 — ящик для обрізів Рис. 5.4. Схеми організації робочих місць біля верстатів: а — фугувального; б — рейсмусового; в — чотирибічного; г — двобічного кінцевирівнювального і двобічного рамного шипорізного; д — торцювального однобічного з кареткою (заштрихованими кружками помічені робітники основні, півзаштрихованими — підсобні).
Рис. 5.5. Схеми організації робочих місць біля верстатів:
а — одностороннього шипорізного; б — фрезерного; в — ланцюгодовбального; г — свердлильно-горизонтального; д — свердлильно-вертикального, є - стрічкошліфувального; є - дискового шліфувального; ж — трициліндрового
6. Економіка деревообробного підприємства Для деревообробної галузі, як і для всієї промисловості, характерні невпинне підвищення продуктивності праці, систематичне зниження собівартості продукції і збільшення рентабельності (прибутковості).
Під продуктивністю праці розуміють ефективність затрат праці, що визначається кількістю нормативної чистої продукції, яку виготовляє працівник за одиницю часу або затратами праці на одиницю нормативної чистої продукції. Зростанню продуктивності праці сприяє зменшення затрат праці і збільшення випуску продукції в розрахунку на кожного працівника. Для планування та обліку продуктивності праці в промисловості застосовують дві групи показників:
Виготовлення продукції за одиницю відпрацьованого часу (за годину, зміну, місяць і т. д.);
Затрати робочого часу на виготовлення одиниці продукції (в людино-годинах, людино-днях і т.д.).
Нормою часу називають регламентований час виконання технологічної операції в певних організаційно-технічних умовах одним або кількома виконавцями відповідної кваліфікації.
Нормою виробітки називають регламентовану кількість виробів, що їх має виготовити за одиницю часу в певних організаційно-технічних умовах один або кілька виконавців відповідної кваліфікації.
На деревообробних підприємствах встановлено змінні норми виробітку.
У технічному нормуванні розрізняють нормативний і ненормативний робочий час. До нормативного відносять час на виконання заданої роботи. Він включає в себе: оперативний час; обслуговування робочого місця; час перерв на відпочинок і природні потреби; підготовчо-заключний час.
Технічно обґрунтована норма складається з двох основних частин: норми підготовчо-заключного часу і норми поштучного часу. Поштучний час визначають співвідношенням між календарним часом технологічної операції і кількістю виробів, що одночасно виготовляються на одному робочому місці. Цей час знаходять за формулою:
Тпошт. = to + tflon. + to6ci. + tnep,
де to — основний (технологічний) час;
їдоп. — допоміжний час;
to6cJi. — час обслуговування робочого місця;
tnep — час перерв на відпочинок.
Норму часу обчислюють за формулою:
Тчас. = ТП0Шт. + Тп.3. / п, де Тпошт. — поштучний час;
Тп.3. — підготовчо-заключний час;
п — кількість заготовок або деталей у партії.
Основні шляхи підвищення продуктивності праці в деревообробній промисловості:
Широке впровадження у виробництво досягнень науки і техніки (розробка ефективних і економічних видів продукції, які можна випускати з найменшими затратами праці і матеріалів).
Механізація та автоматизація виробничих процесів.
Підвищення загальноосвітнього і культурного рівня працівників.
Поліпшення дисципліни праці та організації виробництва.
5. Послідовне здійснення принципу матеріальної зацікавленості працівників внаслідок своєї праці.
Віконний блок з подвійним склінням із спареними рамами ОС 15−15
Специфікація деталей на виготовлення віконного блоку з подвійним склінням із спареними рамами для житлових будівель ОС 15−15
Деталі | Кількість, шт. | Розміри | |||
довжина | ширина | товщина | |||
1. Бруски коробки: — вертикальні — горизонтальний верхній — горизонтальний нижній — горизонтальний нижній | |||||
2. Бруски внутрішніх стулок великої рами: — вертикальні — горизонтальні горизонтальні | |||||
3. Бруски зовнішніх стулок великої рами: — вертикальні — горизонтальні горизонтальні | |||||
4. Бруски внутрішніх стулок малої рами: — вертикальні — горизонтальний верхній — горизонтальний нижній | |||||
5. Бруски зовнішніх стулок малої рами: — вертикальні — горизонтальний верхній — горизонтальний нижній | |||||
6. Бруски кватирки зовнішні: — вертикальні — горизонтальний верхній — горизонтальний нижній | |||||
7. Бруски кватирки зовнішні: — вертикальні — горизонтальний верхній — горизонтальний нижній | |||||
8. Імпост вертикальний | |||||
9. Штапик | |||||
Розрахунок матеріалу, необхідний для виготовлення віконного блоку ОС 15−15
Спільний об'єм в чистоті дорівнює: розрахунку 30% від загального об'єму
0,071 — 100% 0,071×30%
х = = 0,021
х — 30% 100%
Загальний об'єм деревини (м3), який необхідно для виготовлення віконного блоку ОС 15−15 дорівнює: Vзагал. = Vвчист. + V30% = 0,071+0,021 = 0,092 м3 На виготовлення віконного блоку ОС 15−15 необхідно 0,092 м3 лісу.
7. Техніка безпеки при виконані столярно-будівельних виробів Усі робітники зобов’язані засвоїти безпечні прийоми робіт і добре знати правила техніки безпеки. Кожен працівник, який поступає на роботу, може бути допущений до роботи лише після навчання і проведення інструктажу з техніки безпеки. Інструктаж буває ввідний, первинний на робочому місці, повторний, позаплановий, поточний.
Під час інструктажу робітника інформують про правила поводження на території, а також про основні причини, що призводять до травматизму (несправність обладнання, інструменту, електромережі тощо, неправильні прийоми роботи). Працівники знайомляться з правилами поводження у зоні робіт з кранами, лебідками, автотранспортом і під час навантажувально-розвантажувальних робіт. Про проведення первинного на робочому місці, повторного і позапланового інструктажів працівник, який проводив інструктаж, робить запис у журналі реєстрації інструктажу на робочому місці з обов’язковим його підписом і підписом робітника, якого інструктували. На робочому місці інструктаж проводить майстер або виконавець робіт, який пояснює прийоми робіт, розповідає про запобіжну техніку, електробезпеку, порядок утримання робочого місця, будову механізмів, правила запуску, зупинення і змащування верстатів. Техніка безпеки на деревообробних підприємствах. Причинами травматизму на деревообробних підприємствах є, насамперед, неправильне розміщення обладнання, відсутність або недосконалість захисних пристроїв, незадовільний стан пускової апаратури, погане знання робітниками безпечних прийомів праці і недостатній нагляд за виконанням правил техніки безпеки з боку адміністрації.