Виробництво чорних і кольорових металів
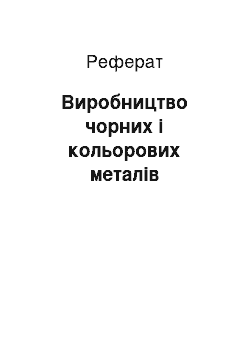
Розглянемо електрошлакове переплавлення. Із мідного водоохолоджувального кристалізатора 2 (рис.21) витягується затверділий злиток 5. Зверху в кристалізатор подається електрод 1. Шлак 3 має високий омічний опір і розігрівається струмом, що проходить через електрод-шлак-злиток, до 2273 0К, спонукає плавитися електрод, який постійно подається у кристалізатор. У процесі переплавлення краплі металу… Читати ще >
Виробництво чорних і кольорових металів (реферат, курсова, диплом, контрольна)
Реферат на тему:
Виробництво чорних і кольорових металів.
ПЛАН.
1 Виробництво чавуну.
1.1 Вихідні матеріали для виробництва чавуну.
1.2 Будова доменної печі.
1.3 Доменний процес.
1.4 Продукти доменного виробництва, їх характеристика і призначення.
1.5 Автоматизація доменного виробництва.
2 Виробництво сталі.
2.1 Хімізм сталеплавильного процесу.
2.2 Сучасні методи виробництва сталі.
2.3 Методи розливання сталі.
2.4 Інтенсифікація сталеплавильних процесів.
2.5 Методи виробництва високоякісних сталей.
2.6 Бездоменний процес виробництва сталей.
2.7 Порошкова металургія.
3 Загальні відомості про виробництво міді та алюмінію.
3.1 Виробництво міді.
3.2 Виробництво алюмінію.
1. Виробництво чавуну.
1.1. Вихідні матеріали для виробництва чавуну.
Залізні руди. Для виробництва чавуну використовують червоний залізняк (Fе2О3, вміст заліза 50−65%, колір червоний), бурий залізняк Fе2О5 · nН2О, вміст заліза 30−55%, темно-бурий), магнітний залізняк (Fе3О4, вміст заліза 50−70%, колір червоний) і шпатовий залізняк (Fе4СО3, вміст заліза 30−42%, колір світло-сірий).
Залізні руди містять також інші метали (хром, нікель, ванадій, кобальт, титан, мідь, марганець, кремній та ін.), але у малій кількості (1−2%).
Паливо. Основним паливом для виплавляння чавуну є кам «яновугільний кокс. У наш час заради економії коксу вдувають у доменну піч природний газ, мазут і вугільний пил.
Флюси. В усіх залізних рудах, а також і золі, від коксу міститься надлишок кремнезему та глинозему. При добавлянні флюсу (вапняку — СаСО3) утворюються шлаки, здатні виводити з металу сірку і фосфор (шкідливі домішки).
Перш, ніж використовувати руди у доменному процесі, їх збагачують: дробленням, промиванням, випалюванням, магнітним методом, спіканням (агломерація).
Завантаження доменної печі проводиться певними порціями (колошами) і у певній послідовності (кокс-руда-флюс).
1.2. Будова доменної печі.
Доменна піч (рис. 12) — є шахтною (вертикальною) піччю, яку викладають шамотною цеглою у стальному корпусі. Доменну піч ділять на: колошник, шахту, розпар, заплечики та горн. Через колошниковий затвор у доменну піч завантажують шихту. Шахта має форму зрізаного конуса, який розширюється донизу, що сприяє вільному опусканню шихти у міру плавлення. На рівні розпару і заплечиків утворюється губчасте залізо, яке потім навуглецьовується, плавиться і стікає у горн. Заплечики від розпару звужуються до горна, тому вони утримують тверду шихту в розпарі та шахті.
У горні на черені 7 збирається рідкий чавун, а над ним — шлак.
Шлак періодично випускають через льотку 5, а чавун — через льотку 1. Повітря для горіння палива подається в піч через пустотілі мідні або алюмінієві фурми 4, які розміщені кільцем у верхній частині горна. Фурми, горн, заплечики і розпар охолоджують проточною водою. Частина печі через колони 6 спирається на фундамент 8. На колошнику є завантажувальний апарат 3 та газовідвід 2. Для доставки шихти на колошник до печі прилягає похилий міст із скіповим підйомником. Два скіпи (вагонетки) рухаються паралельно (один — вгору, другий — вниз) і, коли один скіп розвантажується, другий.
наповнюється шихтою. Є печі, де шихта подається транспортерами. Чавун і шлак випускають через окремі льотки (отвори) по спеціальних жолобах у ковші.
Доменний газ відводять, очищають і використовують для підігрівання різних агрегатів.
Повітря, яке подають у доменну піч, підігрівають до 1473 0К у спеціальних повітронагрівниках. За рахунок цього різко підвищується продуктивність печей і зменшуються витрати палива.
1.3. Доменний процес.
У печі безперервно рухаються: згори на долину — потік шихти, а знизу вгору — потік гарячих газів, які утворюються у результаті згоряння палива та реакцій між складовими шихти.
Суть доменного плавлення полягає у відновленні заліза із оксидів у руді, навуглецьовуванні заліза та ошлакуванні пустої породи.
При згорянні палива, за реакціями:
С + 2О (СО2 + Q;
СО2 + С (2СО — Q;
Н2О + С (Н2 + СО — Q,.
(Q — тепло) виділяється тепло, оксид вуглецю і водень, є відновниками руди.
Ближче до середини шахти починається поступове відновлення оксидів заліза оксидом вуглецю при температурах 673−1223 0К:
3Fе2 О3 + СО (2Fе3О4 + СО2 + Q;
Fе3 О4 + СО (3FеО + СО2 — Q;
FеО + СО (Fе + СО2 + Q.
При температурах 1273 — 1473 0К закінчується відновлення оксидів заліза вуглецем:
FеО + С (Fе + СО — Q.
При тій же температурі відновлюється Мп, Sі, Р:
МпО + С (Мп + СО — Q;
SіО2 + 2С (Sі + 2СО — Q;
Са3 Р2О8 + 5С (3СаО + 5СО + 2Р — Q.
Разом з тим проходить навуглецювання заліза з утворенням цементиту:
3Fе + 2СО (Fе3С + СО2.
Вапняк як флюс, попадаючи у піч, розкладається на оксид кальцію СаО і диоксид вуглецю СО2.
Разом з кремнеземом, глиноземом та іншими сполуками пустої породи та коксової золи оксид кальцію утворює шлак, який плавиться у розпарі та заплечиках і стікає у горн.
Оксид кальцію сприяє частковому видаленню сірки із чавуну:
FеS + СаО (СаS + FеО + Q;
FеS + СаО + С (Fе + СаS + СО + Q.
1.4. Продукти доменного виробництва, їх характеристика і призначення.
Продуктами доменного виробництва є: чавун, феросплави, доменний газ і шлак.
За призначенням доменні чавуни поділяються на переробні (що йдуть на переплавлення у сталь), ливарні, які йдуть на фасонне литво.
Переробні чавуни:
— переробні коксові марок М1, М2, М3, Б1, Б2;
— переробні коксово-фосфористі марок МФ1, МФ2, МФ3;
— переробні коксові високоякісні марок ПВК1, ПВК2, ПВК3.
Феросплави мають підвищений вміст марганцю, кремнію та ін. У доменних печах виплавляють феромарганець, який містить 70−80% Мп, який використовується при виплавлені сталей, як розкислювач.
Доменного газу відходить у середньому 3000 м³ на 1 т. Він використовується як паливо.
Шлаку утворюється в середньому 0,6 т на 1 т чавуну. Шлак використовують для виготовлення різних будівельних матеріалів.
1.4. Автоматизація доменного виробництва.
Для підвищення таких показників, як коефіцієнт використання корисного об «єму печі, витрати коксу на виплавляння 1 т чавуну, використовують комплекс заходів: підвищення температури нагрівання повітря, підвищення тиску під колошником, збагачене повітря киснем, вдування у горн природного газу та вугільного пилу, покращення складу шихти, механізацію та автоматизацію керування роботою печі.
У роботі доменної печі автоматизована: подача шихти, продування, керування роботою печі, підігрівання повітря, відведення і використання доменного газу. Лише не автоматизований випуск шлаку і чавуну.
2.2. Виробництво сталі.
2.1. Хімізм сталеплавильного процесу.
Основна маса сталі у наш час виробляється з доменного чавуну. Завдання переробки чавуну в сталь полягає у тому, щоб із чавуну видалити надлишок вуглецю, кремнію, марганцю, сірки і фосфору.
Кисень, який проникає у чавун, переважно окислює залізо:
2Fе + О2 (2Fе 2О + Q.
Оксид заліза вступає у взаємодію з домішками у чавуні, зменшуючи їх вміст:
2FеО + Sі (2Fе + SіО2 + Q;
FеО + Мп (Fе + МпО + Q ;
5FеО + 2Р (Р2О5 + 5Fе + Q.
Кількість вуглецю зменшується також за рахунок оксиду заліза:
FеО + С (Fе + СО + Q.
Фосфор і сірка виводяться з металу в шлак за допомогою вільного оксиду кальцію:
Р2О5 + 4СаО ((СаО)4Р2О5 + Q;
FеS + СаО (СаS + FеО + Q.
Після виплавлення сталі її розкислюють. Розкислення проводять феромарганцем, феросиліцієм, алюмінієм:
3FеО + 2Аl (3Fе + Аl2О3 + Q;
2FеО + FеSі (3Fе + SіО2 + Q ;
FеО + FеМп (2Fе + МпО + Q .
2.2. Сучасні методи виробництва сталі.
Виплавляння сталі у конверторах з кисневим продуванням. У конверторному процесі джерелом тепла є хімічні екзотермічні реакції окислення елементів, які входять до складу чавуну. У кисневих конверторах можна виплавляти як вуглецеві, так і леговані сталі.
Кисневі конвертори поділяються на стаціонарні та обертові, місткістю від 100 до 350 т.
Стаціонарний конвертор (рис.13) має два бандажі 4, кожний з яких спирається на два ролики 1. Горловина конвертора має сферичну форму. Конвертори викладають доломітовою цеглою. Льоток 3 призначений для зливання готової сталі.
У конвертор спочатку завантажують скрап, потім заливають чавун, далі засипають вапно, боксит, залізну руду і окалину (якщо потрібно), після чого проводять продування, взяття проб, аналіз їх, а потім зливання металу і шлаку. Процес виплавляння сталі у конверторах триває 15 хв.
Мартенівський спосіб виробництва сталі виник у 1864 році, розроблений французьким вченим П.Мартеном. У мартенівських печах сталь виплавляють з твердого або рідкого чавуну, стального і чавунного брухту з домішками залізної руди, окалин, флюсів і феросплавів: при цьому утворюється побічний продукт плавлення — мартенівський шлак.
Мартенівська піч (рис.14) складається з: плавильного простору 4, череня 7, склепіння 3, регенераторів 8 і 6 (які служать для підігрівання повітря і газового палива). У передній стінці мартенівської печі є вікна 9, через які з робочої площадки закидають шихту, беруть проби сталі і спостерігають за плавленням. У задній стінці міститься льоток для випускання сталі. Паливом служить мазут.
У залежності від шихти виплавляння сталі у мартенівських печах розділяють на: скрап-рудний процес (60−80% рідкого чавуну і 20−40% скрапу, залізна руда і флюси); скрап-процес (65−80% відходів і брухту, решта чушковий чавун).
Мартенівські печі мають місткість до 1000 т. Тривалість плавлення залежить від місткості печі, виду палива, складу шихти і продовжується від 5 до 12 годин.
Виплавляння сталі в електропечах набуває дедалі більшого розвитку.
Відсутність окислювального полум «я і незначний доступ повітря, а то й повна його відсутність, дають можливість створювати у печах нейтральне або відновлювальне середовище і досить повно розкислювати сталь, тобто виплавляти високоякісні сталі. Є два типи печей для виплавляння сталі: дугові та індукційні.
Для виплавляння сталі використовують дугові трифазні печі прямого нагрівання, де дуга горить між (графітовими) електродами і шихтою (рис.15). Температура у печі досягає 4273−6273 0К.
Робота індукційної печі базується на передачі електромагнітної енергії за допомогою індукції. На рис. 16 наведено схему будови індукційної печі. У середині спірального багатовиткового індуктора 2 міститься вогнетривкий тигель 1. Індуктор і тигель встановлені у каркасі 3 печі. Для виливання готової сталі вся піч обертається навколо осі 4. Місткість тиглю від кількох кілограмів до кількох тонн. Метал у тиглі розігрівається індуктивними (вихровими) струмами. Індукційні печі використовують, в основному, для виплавляння високоякісних вуглецевих і легованих сталей та інших сплавів.
2.3. Методи розливання сталі.
Готова сталь у ковші переноситься до місця розливання і розливається у виливниці.
Є два способи розливання сталі у виливниці: зверху і сифонним способом.
Виливниці (рис.17) — це чавунні, рідше стальні форми. Щоб легше було виймати зливок, їх роблять конусними. Поперечний переріз може бути квадратний, круглий, прямокутний і багатогранний.
Розливні ковші зварюють з листової сталі і викладають у середині шамотною цеглою. Найбільшого поширення набули шиберні ковші (рис.18). Вони дозволяють регулювати і перекривати струмінь сталі.
Сифонне (знизу) розливання сталі показане на рис. 19. Розливають зливки вагою до 100 т і більше.
В останні десятиріччя безперервне розливання сталі дедалі ширше впроваджується у виробництво і у перспективі стане основним способом розливання сталі. На рис. 20 наведено схему безперервного розливання сталі. Із ковша 2 через проміжний розливний пристрій 1 рідка сталь безперервно надходить у кристалізатор 3, який охолоджується водою. У кристалізаторі формується зливок. Затверділий метал безперервно витягується із кристалізатора і охолоджується. Далі зливок розрізають на потрібні куски.
2.4. Інтенсифікація сталеплавильних процесів.
До інтенсифікації сталеплавильних процесів можна віднести: застосування кисневого продування у конверторному виробництві, позапічне рафінування і переплавні процеси.
У промисловості поширені три способи позапічного рафінування сталі: обробка у вакуумі, обробка синтетичними шлаками і продування газопорошковими сумішами.
Позапічне рафінування є найважливішим напрямом розвитку сталеплавильного виробництва, тому що дає змогу значно скоротити час плавлення і підвищити якість сталі.
При обробці у вакуумі сталь розкислюється, очищається від неметалевих включень (сірки, фосфору), від водню і азоту, крім того випаровуються такі домішки, як свинець, олово та ін.
Суть рафінування синтетичним шляхом полягає в тому, що у ківш перед випусканням з нього сталі заливають спеціально приготовлений шлак. У даному випадку метал очищується від сірки, газів і неметалевих включень.
Продування сталі газопорошковими сумішами приводить до ефективного рафінування (внаслідок високого ступеня адгезії на поверхні розподілу бульбашка газу-неметалеве включення і здатності шлаку асимілювати ці включення з бульбашок), розчинення розкислювачів і феросплавів, вирівнювання складу сталі.
До переплавних процесів, які покращують якість сталей, відносяться: електрошлаковий, вакуумно-дуговий, плазмово-дуговий, електронно-променевий та ін.
Розглянемо електрошлакове переплавлення. Із мідного водоохолоджувального кристалізатора 2 (рис.21) витягується затверділий злиток 5. Зверху в кристалізатор подається електрод 1. Шлак 3 має високий омічний опір і розігрівається струмом, що проходить через електрод-шлак-злиток, до 2273 0К, спонукає плавитися електрод, який постійно подається у кристалізатор. У процесі переплавлення краплі металу, проходячи через шар рідкого шлаку, очищаються від сірки, неметалевих включень і газів. Злиток набуває вертикальної кристалізації, у ньому немає пористості, усадки і газових включень.
2.5. Методи виробництва високоякісних сталей.
Для виробництва високоякісних сталей використовують конверторний і мартенівський способи виплавляння сталі у поєднанні з позапічним рафінуванням. Високоякісні сталі виплавляють в електропечах із чистих компонентів. Плавлення може проводитися у відкритих електропечах, вакуумних та інертній атмосфері.
2.6. Бездоменний процес виробництва сталей.
Бездоменний процес виробництва сталі полягає в одержанні з руди чистого заліза, а потім шляхом добавок до нього різних компонентів виплавляють різні вуглецеві та леговані сталі. Залізо з руд добувають шляхом відновлення його з оксидів за допомогою більш активних елементів (Н2, С2).
2.7. Порошкова металургія.
Технологічний процес виготовлення заготовок чи виробів шляхом порошкової металургії полягає в тому, що спочатку виготовляють порошки складових, потім старанно перемішують і суміш пресують під тиском від 100 до 420 МПа. Одержані у прес-формах напівфабрикати спікають при високих температурах до 1773 0К. У процесі спікання зв’язуючий метал розплавляється і зв «язує тверді частинки в одне ціле. Часто пресування і спікання суміщають (гаряче пресування).
2.5. Методи виробництва високоякісних сталей.
Для виробництва високоякісних сталей використовують конверторний і мартенівський способи виплавляння сталі у поєднанні з позапічним рафінуванням. Високоякісні сталі виплавляють в електропечах із чистих компонентів. Плавлення може проводитися у відкритих електропечах, вакуумних та інертній атмосфері.
2.6. Бездоменний процес виробництва сталей.
Бездоменний процес виробництва сталі полягає в одержанні з руди чистого заліза, а потім шляхом добавок до нього різних компонентів виплавляють різні вуглецеві та леговані сталі. Залізо з руд добувають шляхом відновлення його з оксидів за допомогою більш активних елементів (Н2, С2).
2.7. Порошкова металургія.
Технологічний процес виготовлення заготовок чи виробів шляхом порошкової металургії полягає в тому, що спочатку виготовляють порошки складових, потім старанно перемішують і суміш пресують під тиском від 100 до 420 МПа. Одержані у прес-формах напівфабрикати спікають при високих температурах до 1773 0К. У процесі спікання зв’язуючий метал розплавляється і зв «язує тверді частинки в одне ціле. Часто пресування і спікання суміщають (гаряче пресування).
3. Загальні відомості про виробництво міді та алюмінію.
3.1. Виробництво міді.
Мідь у природі знаходиться у самородному стані, сульфідних і окисних рудах. На сульфідні руди припадає близько 80% усіх світових запасів. З них найпоширеніші: халькопірит (мідний колчедан) СuFеS2, халькозин Сu2S, борніт Сu3FеS3, ковелін СuS.
З окисних руд використовують малахіт СuСО3· Сu (ОН)2, куприт Сu2О, тонорит СuО, азурит 2СuСО3· Сu (ОН)2. Середній вміст міді в рудах не перевищує 3%.
Технологічний процес плавлення міді складається з: одержання мідних концентратів (збагачена руда); одержання з мідних концентратів шляхом випалювання, мідного штейну; виплавляння з мідного штейну, шляхом продування його повітрям у спеціальних конверторах, чорнової міді; рафінування чорнової міді (вогневим і електролітичним способами).
3.2. Виробництво алюмінію.
Алюміній посідає перше місце серед металів щодо поширення у природі. Його вміст у земній корі становить 7,45%.
Рудами алюмінію є: боксити, нефеліни, алуніти і каоліни.
Виробництво алюмінію складається із двох основних процесів: добування глинозему з руди та електролізу глинозему.
Глинозем одержують трьома способами: лужним, кислотним та електротермічним.
Найбільш поширений лужний спосіб (розроблений у Росії). За цим способом боксит після подрібнення і розмелювання вилуговують концентрованим розчином їдкого натру при температурі 523 0К і тиску 2500−3000 МПа. Електроліз глинозему проводять у розчині кріоліту (Nа3АlF6) у спеціальних електролізних ваннах. Дно ванни виложене з вуглецевих блоків і є катодом «-». Температура електролізу підтримується приблизно 1200 0К. Рідкий алюміній нагромаджується на дні ванни і періодично (через1−2 доби) забирається з ванни.
Електролітичний алюміній піддають рафінуванню електролітичним способом або продуванням хлором.
При електролітичному рафінуванні чистота алюмінію досягає 99,999%.
3.2. Ливарне виробництво.
Ливарне виробництво — процес виготовлення фасонних відливок під час заповнення рідкими металами і сплавами спеціальних фасонних форм, в яких метал твердіє. Відливки бувають різної маси і досить складної форми. Лиття — це досить простий і дешевий технологічний процес. Для лиття придатні лише сплави з високими «ливарними» властивостями.
Найбільшу кількість відливок одержують з сірого чавуну — 70%, із сталі до 20%.
Література:
1. А.Е. Лейкін, Б.І. Родін. Матеріалознавство, «Вища школа». М., 1971.
2. Г. А. Глазов. Технологія металів та інших конструкційних матеріалів. «Машинобудування», Л., 1972.
3. О. К. Сучков. Технологія металів і конструкційні матеріали. «Металургія», М., 1972.
4. Г. П. Сальников. Технология машиностроения и конструкционные материалы. К., 1974.
5. В.І. Добровольський, М. Г. Чумак. Технологія металів та інших конструкційних матеріалів. «Вища школа», К., 1980.
6. С.І. Алаі., П.М. Григор'єв, А. Н. Ростовцев. Технологія конструкційних матеріалів. «Просвещение», М., 1980.
7. В.М. Нікіфоров. Технологія металів і конструкційні матеріали. «Вища школа», К., 1984.
8. Технология конструкционных материалов /под ред. Г. А.Прейса/ К., 1984.
9. С.І. Алаі. Практикум по машинознавству. «Просвещение», М., 1985.
10. Ю. М. Лахтин, Б. Н. Арзамасов. Химико-термическая обработка металов. М., 1985.
11. А. П. Гуляев. Металоведение. «Металлургия». М., 1986.
12. І.І. Новіков. Теорія термічної обробки металів. «Металургія».М., 1986.
13. Материаловедение /под. ред. Б.Н. Арзамасова/. М., 1986.
14. Під редакцією Ю. П. Солнцева. Машинознавство і технологія металів. «Металургія», М., 1988.
15. Б.І. Грессе. Керівництво по проведенню лабораторних робіт по технології металів і конструкційних матеріалів. «Вища школа», М., 1988.
16. Технология металлов и конструкционные материалы. Кузьмин Б. А., Авраменко Ю. Е., Кудрявцев М. А. М., 1988.
17. Під редакцією Б. А. Кузьмина. Технологія металів і конструкційні матеріали. «Машинобудування», М., 1989.
18. М. Е. Дриц, М. А. Москалёв. Технология конструкционных материалов и материаловедение. «Высшая школа». М., 1989.
19. Технология конструкционных материалов/Волчок И.П., Плескач В. М., Аверченко П. А и др./Под ред. Волчок И. П., «Вища школа», К., 1990.
20. Лахтин Ю. М., Леонтьева В. П. Материаловедение: Учебник для высших технических учебных заведений.-3-е изд., перераб. И доп., «Машиностроение», М., 1990.
21. І.Й. Бочар Матеріалознавство і технологія конструкційних матеріалів. Тернопіль, 2002.
22.В. М. Мартин, І.Й. Бочар. Основи матеріалознавства і технологія конструкційних матеріалів. Тернопіль, 2003.