Организация й технологія отрасли
Питання 3. Підприємство. Привести характеристики підприємства, приклади, основних та допоміжних цехів на машинобудівному підприємстві. Відповідь: Підприємство — це відособлена спеціалізована одиниця, підставою якої є професійно організований трудовий колектив, здатний конкурувати з допомогою наявних у розпорядженні коштів виробництва виготовити потрібну споживачам продукцію (виконувати роботу… Читати ще >
Организация й технологія отрасли (реферат, курсова, диплом, контрольна)
Контрольна работа№ 00.
По предмета «Організація й технологія галузі» (код-ТЕА) Вопрос 1. Галузь промисловості, у економіці. Визначення, приклади. Відповідь: Галузь у структурі економіці - це сукупність підприємств, що характеризуються єдністю економічного призначення виробленої продукції, однорідністю споживаних матеріалів, спільністю технологічної бази й технологічних процесів, особливим професіональний склад кадрів, специфічними умовами праці. Приклад: металургійна галузь промисловості, машинобудівна, хімічна, автомобільна, электронная.
Питання 2. По яким ознаками відрізняються галузі промышленности?
Дати визначення промисловому комплексу. Приклади. Відповідь: Основними ознаками, котрі відрізняють одну галузь промисловості від інший є: > Економічне призначення готової продукції; > Характер споживаних матеріалів; > Технічна база виробництва; > Технологічний процес; > Професійний склад кадрів. Приклад: Є два промислових комплексах машинобудівний і хімічний. Різниця з-поміж них такі. 1. В кожного з цих комплексів різне призначення готової продукції; 2. Характер споживаних матеріалів; 3. В кожного з цих комплексів налагоджено своя технічна база виробництва; 4. На кожному комплексі свій технологічний процес; 5. Професійний склад кадрів. Промисловий комплекс — це сукупність певних груп галузей, для яких характерний випуск спорідненої продукції, чи виконання схожих робіт чи послуг. Приклад: У паливно-енергетичний комплекс входять нафтова, газова, вугільна, торф’яна, сланцева галузі, і навіть — тепла і электроэнергетика.
Питання 3. Підприємство. Привести характеристики підприємства, приклади, основних та допоміжних цехів на машинобудівному підприємстві. Відповідь: Підприємство — це відособлена спеціалізована одиниця, підставою якої є професійно організований трудовий колектив, здатний конкурувати з допомогою наявних у розпорядженні коштів виробництва виготовити потрібну споживачам продукцію (виконувати роботу, надавати послуги) відповідного призначення, профілю і асортименту. Приклад: Мале приватне підприємство пошиву одягу, приватна аптека, перукарня. Характеристика підприємства. До виробничих підприємств відносять заводи, фабрики, комбінати, шахти, порти, кар'єри та інші господарські організації виробничого призначення. Підприємства розрізняють за типами: великі та малі, державні та приватні, обробні та видобувні і ін. Проте незалежно від розмірів, форми власності та інших відмінностей будь-яке чи діє у певних правових і соціальних економічних законів. Воно працює, зазвичай, за умов повного господарського розрахунку, самооплатності та самофінансування, самостійно укладає договори з споживачами продукції, зокрема отримує державні замовлення, і навіть укладає договори і проводить розрахунки з постачальниками потрібних виробничих ресурсів, платить всі податки, проводить виконання обов’язкових і добровільних пожертв платежів до бюджету та інші фінансові органи, дотримується діючі стандарти, нормативи, закони. Підприємство несе повну перед фінансовими органами за своєчасне перерахування податків та інших платежів, покриває із власного доходу все збитки і. за рахунок виручки від продукції (послуг) воно виробляє оплату витрат на організацію та влитися розвиток виробництва, і навіть на закуп сировини, матеріалів, оплату робочої сили в. На виконання різноманітних обов’язків на великі підприємства створюються структурні спеціальні подразделения-отделы, цехи. Натомість виробничі цеху (філії, ділянки, майстерні) розділені на дві групи: цехи основного виробництва та допоміжні та що обслуговують цехи. У цехах основного виробництва безпосередньо виготовляють продукцію, призначену для реалізації, а завдання допоміжних цехів забезпечення нормальної, безперебійної роботи цехів основного виробництва. Приклад: Машинобудівне підприємство. Продукція цеху основного производства-кузова автомобіля, двигуна, дизельні пускачі, паливний насос високого тиску тощо. До допоміжним цехах відносять: ремонтні цеху, слюсарні майстерні (по заточенню та настроюванні інструментів), і навіть служба головного енергетика, склади предприятия.
Вопрос 4. Привести, по крайнього заходу, 2 прикладу застосування наукової організації праці в великому автомобільному заводі Ответ:
Вопрос 5. Виробничий процес. Сутність, зміст. Визначення виробничого циклу. Відповідь: Процес взаємодії виробничих чинників для підприємства, направлений замінити перетворення вихідного сировини (матеріалів) в готову продукцію, придатну до споживання або до подальшому опрацюванні, утворює виробничий процес чи промисловість. Основними елементами виробничого процесу є працю (діяльність людей), предмети і кошти праці. Багато виробництвах використовуються природні процеси (біологічні, химические).
Наиболее великими частинами виробничого процесу є основне, допоміжне і побічне производства.
К основним ставляться ті процеси, прямим результатом якого є виготовлення продукції, складової товарну продукцію даного підприємства, а до допоміжним — ті, у результаті яких створюються напівпродукти для основного виробництва, і навіть виконуються роботи, щоб забезпечити нормальний перебіг основних процесів. Побічне виробництво охоплює процеси переробки відходів основного виробництва чи його утилизации.
По перебігу у часі виробничі процеси поділяють на дискретні (прерывные) й безперервні, викликані безперервністю технологічного процесу чи потребами общества.
По ступеня автоматизації виділяють процеси: ручні, механізовані (виконуються робітниками з допомогою машин), автоматизовані (виконуються машинами під наглядом робочого) і автоматичні (виконуються машинами й без участі робочого із заздалегідь розробленої программе).
Процесс основного, допоміжного і побічного виробництва складається з низки виробничих стадий.
Стадія — це технологічно закінчена частина виробництва, яка характеризує зміну предмета праці, перехідного вже з якісного стану до іншого. Виробнича стадія ділиться, своєю чергою, на цілий ряд виробничих операцій, що становлять первинну ланку, елементарну, найпростішу складової частини процесу праці. Виробнича операція виконується на окремому робоче місце, однією або групою робочих, над у тому ж предметом праці, з допомогою одним і тієї ж коштів труда.
По призначенню виробничі операції ділять на:
а) технологічні (основні), у яких вносяться якісні зміни у предмети праці, її стан, зовнішній вигляд, форму і свойства;
б) транспортні, які змінюють становище предмета праці просторі і створюють умови для поточного производства;
в) обслуговуючі, щоб забезпечити нормальні умови роботи машин (їх чистка, мастило, прибирання робочого места);
г) контрольні, які б правильному виконання технологічних операцій, дотриманню заданих режимів (контроль і регулювання процесса).
Для нормальної організації виробничого процесу необхідно дотримуватися такі принципы:
1) принцип спеціалізації - це закріплення кожним цехом, виробничим ділянкою, робочим місцем, технологічно однорідної групи робіт чи чітко визначеної номенклатури изделий;
2) принцип безперервності процесу означає забезпечення руху предмета роботи з робочого місця інше без затримок і остановок;
3) принцип пропорційності передбачає узгодженість в тривалості і продуктивності всіх взаємозалежних підрозділів производства;
4) принцип паралельності передбачає одночасне виконання окремих операцій та процессов;
5) принцип прямоточности означає, що предмети праці процесі обробки повинен мати найкоротші маршрути за всі стадіям і операціям виробничого процесса;
6) принцип ритмічності полягає у регулярності і стійкості ходу всього процесу, що забезпечує виробництво однакового чи рівномірно зростаючого кількості продукції за рівні інтервали времени;
7) принцип гнучкості вимагає швидкої адаптації виробничого процесу зміни організаційно-технічних умов, що з переходом на виготовлення нову продукцію та інших. Організаційні типи виробництва Сталість видів своєї продукції, і навіть сталість структури виробничого процесу визначають типи виробництва: одиничне, серійне і массовое.
Единичное виробництво характеризується найбільш різко вираженим непостійністю структури робочого процесу, бо за цьому типі виробництва кожне наступне виріб створює новий технологічний процес, відрізняється від колишнього за складом операцій, з їхньої тривалості і послідовності, у якій виконуються. До даному типу виробництва можна віднести виготовлення нестандартного оборудования.
Отличительными особливостями одиничного типу виробництва являются:
— многономенклатурность випущеної продукции;
— переважання технологічної спеціалізації робочих місць, ділянок, цехов;
— відсутність постійного закріплення за робочими місцями певних изделий;
— використання універсального устаткування й розміщення його за однотипним группам;
— наявність висококваліфікованих рабочих-универсалов;
— великий обсяг ручних операций;
— велика тривалість виробничого циклу і др.
Серийное виробництво характеризується сталістю структури робочого процесу у період випуску партії (серії) однакових виробів. Структура процесу змінюється за складом операцій, їх тривалості і послідовності виконання у зв’язку з переходом на виготовлення серії нового виду продукції. Наприклад, консервне производство.
В залежність від тривалістю періоду випуску однієї серії та розміру партії розрізняють дрібносерійне, среднесерийное і багатосерійне производства.
Для серійного типу виробництва характерна щодо велика номенклатура виробів, проте значно менша, аніж за одиничному типі производства.
Основные особливості організації серійного производства:
— спеціалізація робочих місць з виконання кількох закріплених операций;
— використання універсального і спеціального оборудования;
— незначний обсяг ручних операций;
— наявність робочих середньої квалификации;
— незначна тривалість виробничого циклу і др.
Массовое виробництво характеризується найбільш різко вираженим сталістю структури робочого процесу, повторенням одним і тієї ж операцій кожному робоче місце у зв’язку з виготовленням однієї й тієї ж виду вироби. До даному типу виробництва можна віднести машиностроение.
Для виробництва характерны:
— обмежена номенклатура изделий;
— предметна спеціалізація робочих мест;
— використання спеціального і спеціалізованого оборудования;
— можливість механізації і автоматизації виробничих процессов;
— наявність робочих невисокою квалификации;
— мінімальна тривалість виробничого цикла.
Важной кількісної характеристикою типу виробництва є рівень спеціалізації робочих місць, обчислюваний з допомогою коефіцієнта закріплення операцій, що визначається як середня кількість операцій, що припадають на місце за месяц:
.
де n — кількість предметів, оброблюваних даної групою робочих мест;
m — кількість операцій, що припадають на i-тый предмет;
KM — кількість робочих мест.
Нормативный коефіцієнт закріплення робочих місць масової виробництва становить від 1 до 3, для крупносерійного — 4−10, среднесерийного — 11−20, мелкосерийного — більш 20, одиничного — більш 40.
Отдельно виділяють дослідницьку виробництво, у якому виготовляються зразки чи партії виробів щодо дослідницьких робіт. Виробничий цикл Час вимагає від початку процесу до виходу готової продукції окреслюється виробничий цикл. Виробничий цикл складається з часу виробництва та часу перерывов.
Время виробництва включає тривалість технологічних операцій (чи природних, природних процесів) і тривалість допоміжних операцій (технологічного обслуговування производства).
Продолжительность технологічних операцій — цей час, протягом якого відбуваються механічні, хімічні, фізичні та інші на предмети праці, у результаті здійснюється зміна форм, розмірів, фізико-хімічних властивостей предметів праці. Тривалість допоміжних операцій — цей час, затрачуване на межцеховые і внутрицеховые переміщення предметів праці, контроль, запаковування, маркірування і т.п.
Перерывы у роботі поділяють на регламентовані і нерегламентированные.
Регламентированные перерви входять до складу кожного циклу, якщо їх викликала очікуванням накопичення партії виробів передачі в таку технологічну операцію або тимчасовою зупинкою у роботі через різною тривалості суміжних технологічних операций.
Нерегламентированные перерви пов’язані з простоєм устаткування й робочих по непередбаченим режимом роботи організаційно-технічним причин (затримка сировини, матеріалів, поломка устаткування) і у виробничий цикл входять у вигляді поправкового коефіцієнта чи взагалі учитываются.
Основной складової виробничого циклу є тривалість технологічних операцій, що становить технологічний цикл (Тц):
де n — кількість предметів в партии;
t — тривалість обробки одного предмета;
KM — кількість робочих місць, у яких виконується ця операция.
Предметы праці процесі виробництва можуть переміщатися послідовно, паралельно й паралельно послідовно. Тривалість циклу найменша при паралельному русі предметів праці, найбільша — при последовательном.
Длительность і склад виробничого циклу розраховують аналітичним, графічним чи графоаналитическим способами. І тому треба зазначити складові, куди розчленовується процес виробництва, послідовність, засіб для досягнення і нормативи його тривалості, вид руху предмета праці. Методи організації виробництва Існує дві методу організації виробництва: поточное і поточное производство.
Не поточное виробництво використовується переважно у одиничному і серійне виробництво. Його ознаки: робочі місця розміщуються однотипними технологічними групами без в зв’язку зі послідовністю виконання операцій, ними обробляються різні за конструкції і технології виготовлення предмети праці, які переміщаються у процесі опрацювання складними маршрутами, створюючи великі перерви між операциями.
В умовах одиничного виробництва не потоковий метод здійснено у формі единично-технологического, (оброблювані предмети праці не повторяются).
В серійне виробництво не потоковий метод приймає дві формы:
1) партионно-технологический метод (предмети праці проходять обробку партіями, які періодично повторяются);
2) предметно-групповой метод (вся сукупність предметів праці поділяється на технологічно подібні группы).
Количество устаткування (N) в непоточном виробництві обчислюється для кожної технологічно однотипної групи станков:
где n — кількість предметів праці, оброблюваних цьому оборудовании;
t — норма часу на обробку предметів труда;
T — плановий фонд часу роботи одиниці устаткування за год;
Kв.н. — коефіцієнт виконання норм времени.
Поточное виробництво забезпечує суворо узгоджене виконання всіх операцій технологічного процесу в часу й просторі, воно характеризується такими основними признаками:
— спеціалізацією кожного працівника місця на виконанні певної операции;
— узгодженим і ритмічним виконанням всіх операцій з урахуванням єдиного розрахункового темпу работы;
— розміщенням робочих місць у суворій відповідності з послідовністю технологічного процесса;
— передачею оброблюваного матеріалу чи виробів з операції у операцію з мінімальними перервами з допомогою транспортера (конвейера).
Основным структурним ланкою поточного виробництва є потокова лінія — ряд взаємозалежних робочих місць, розміщених у порядку послідовності виконання технологічного процесу об'єднаний спільної всіх нормою продуктивності (її визначає провідна машина потока).
Поточный метод уражає масового і крупносерійного производства.
Производственные потоки можна класифікувати за низкою ознак: а) по числу ліній — на однолінійні і багато линейные;
б) за рівнем охоплення виробництва — на дільничні і сквозные;
в)по способу підтримки ритму — з вільним і регламентованим ритмами;
г)по ступеня спеціалізації - многопредметные і одно-предметные;
д.) за рівнем безперервності процесу — прерывные і непрерывные.
Для потокової лінії розраховуються основні її параметры:
1) такт (ритм) потокової лінії ® — проміжок часу між випуском двох, наступних одне одним готових виробів чи партій готових изделий:
где Т — плановий фонд часу роботи лінії за розрахунковий період, мин.;
П — обсяги виробництва продукції за ж період натуральному измерении.
При ритмічному виробництві за певний проміжок часу виробляється один і той ж однакову кількість продукта.
2) кількість робочих місць (N) обчислюється з кожної операции:
де tц — тривалість рабочего.
Вопрос 6. Діють два заводу: 1) — молочний завод, 2) — верстатобудівний завод. Кожен завод має його оборотні кошти К=200 млн. руб/год. Коефіцієнт рентабельності Р=0,2. Швидкість оборотності оборотних засобів С (1)=4мес., С (2)=12мес. Скориставшись формулою для прибутку П=К*Р*12./С визначити як і прибуток протягом року на заводах. Відповідь: Прибуток від молочному заводі: П = 200 * 0,2 * 12/4 = 120 млн руб.
Прибуток від верстатобудівному заводі: П = 200 * 0,2 * 12/12 = 40 млн руб.
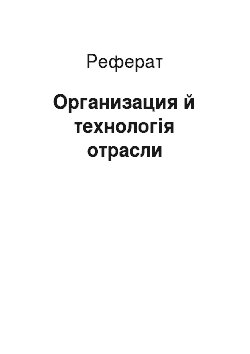
Вопрос 7. Організаційно — технічна підготовка виробництва. Стадії проектно-конструкторських робіт. Відмітні особливості технологічної підготовки. Відповідь: Рівень науково-технічної підготовки виробництва визначає ефективність виготовлення продукції основним виробництвом, зумовлює можливість ритмічності її випуску із наперед заданими споживчими властивостями. Технічну підготовку виробництва так можна трактувати з погляду виробництва будь-якого продукту з урахуванням вже не існуючого чи з місця зору організації нового виробництва. Мета цієї роботи — розглянути технічну підготовку виробництва як організацію нового виробництва, окремого підприємства чи цеху. Під час написання даної роботи поставив собі такі: Розглянути поняття технічної підготовки виробництва і його зміст; Приклад конкретного підприємства розглянути технічну підготовку виробництва окремого цехи з виробництва конкретної продукції. Рішення економічних, соціальних та інших завдань підприємства безпосередньо з швидким технічним прогресом виробництва та використання досягнень у всіх галузях господарську діяльність. На підприємстві він здійснюється тим ефективніше, ніж досконаліший від у ньому технічна підготовка виробництва, під якої розуміється комплекс конструкторських, технологічних і організаційних заходів, які забезпечують розробку й освоєння виробництва нових видів продукції, а також удосконалення випущених виробів. Запуск у виробництві виробів, минулих повну технічну підготовку, дозволяє домогтися високої рентабельності їх випуску вже 1−2 року (див. малюнок 1).
[pic].
Малюнок 1. Виробництво виробів без належної технічної підготовки (див. малюнок 1, крива 2) подовжує терміни освоєння (виходу планову рентабельність) у два — 2.5 разу. І тут рентабельний період скорочується т.к. настає моральне старіння продукції, зниження попиту її у і часто зниження неї. Основними завданнями технічної підготовки виробництва на промисловому підприємстві є: формування прогресивної технічної політики, вкладених у створення досконаліших видів продукції і на технологічних процесів їх виготовлення; створення умов високопродуктивної, ритмічної і рентабельною роботи підприємства; послідовне скорочення тривалості технічної підготовки виробництва, її трудомісткості і вартості за одночасного підвищення якості всіх видів робіт. Спочатку треба дати визначення технічної підготовки виробництва, т.к. підходить до будь-якого виду технічної підготовки незалежно, виробляємо ми окремі зміни у продукції або організуємо нове підприємство. Існує таке визначення технічної підготовки виробництва: «технічна підготовка виробництва — це комплекс нормативно-технічних заходів, що регламентують конструкторську, технологічну підготовку виробництва та систему постановки своєї продукції виробництво». Ці заходи забезпечують повну готовність підприємства до виробництва виробів високої якості. Технічна підготовка провадження у своїм змістом підрозділяється на дослідницьку, конструкторську (проектування виробів) і технологічну стадії. Призначення першої стадії - проведення прикладних досліджень, експериментування, вивчення можливостей використання нових конструктивних рішень, матеріалів, технологічних процесів, прогнозування попиту продукцію та ін.; друга охоплює все необхідні види робіт з конструювання (розробки проекту) нових виробів, виготовлення з досвідчених зразків, вдосконаленню випущених виробів; третя стадія має власної завданням створення нових і вдосконалення існуючих технологічних процесів, технологічної оснастки, засобів і методів контролю за якістю, нормативів трудових і матеріальних витрат, вдосконалення організації виробництва, у цехах і на виробничих ділянках. Натомість технічна підготовка становить значну частину життєвого циклу вироби, що включає; наукову і технічну підготовку, власне виробництво і експлуатацію вироби. Рівень тех-нічної підготовки виробництва залежить від багатьох чинників. Їх можна підрозділити на групи. Які Включають технічні, економічні, організаційні і соціальні аспекти. Технічні чинники — розробка і впровадження типових і стандартних технологічних процесів, використання стандартизованих і уніфікованих коштів технологічного оснащення; застосування систем автоматизованого проектування технологічної оснастки; застосування АСУП, верстатів з ЧПУ, прогресивних режимів механічної та програмах технічної обробки деталей; використання прогресивних технологічних прийомів обробки; впровадження прогресивних заготовок із метою зниження трудомісткості на механічну обробку та матеріаломісткості продукції, поліпшення метрологічного забезпечення; застосування коштів активного і об'єктивного технічного контролю за якістю; автоматизація контролю над виконанням мережевих графіків проектування й виробництва коштів технічного оснащення. Економічні чинники — поетапне випереджувальний фінансування технічної підготовки виробництва; надання пільгових кредитів; створення фонду стимулювання освоєння нової техніки. Організаційні чинники — розвиток виробництва і поглиблення спеціалізіції виробництва; атестація якості технологічних процесів і виготовлених коштів технологічного оснащення, нестандартного устаткування за результатами якості досвідченого зразка чи першої промислової партії виробів основного виробництва, поліпшення організації допоміжного виробництва; вдосконалення відносин між допоміжним і основним виробництвом; розширення внутризаводского, межзаводского, внутрішньогалузевого кооперування. Соціальні чинники — на підвищення кваліфікації виконавців; механізація і автоматизація виробничих та допоміжних операцій із метою поліпшення умов праці, розвиток соціальної сфери; поліпшення психологічної атмосфери у колективі. Технічна підготовка виробництва може передбачати технічне переозброєння, реконструкцію і розширення окремих виробничих ділянок, і навіть модернізацію устаткування. Здійсненням єдиною технічною політики для підприємства керує головний інженер (перший заступник директора об'єднання), спираючись на апарат технічної підготовки виробництва. Організаційні форми і структура її органів визначаються прийнятої для підприємства, в виробничому об'єднанні системою підготовки виробництва. На підприємствах розрізняють три організаційні форми технічної підготовки: > централізовану > децентралізовану > змішану. Вибір форми залежить від масштабу та певного типу виробництва, характеру виготовленої продукції, частоти її відновлення й інших чинників. Для великих підприємств, об'єднань масового і крупносерійного виробництва характерна централізована форма підготовки, коли він всю роботу ввозяться апараті заводоуправління. Для цього він створюються відділи головного технолога, общезаводская лабораторія, відділ планування технічної підготовки виробництва. На деяких підприємствах організуються два конструкторських відділу: опытно-конструкторский, займається розробкою нову продукцію, і серийно-конструкторский, має завданням вдосконалення випущеної продукции.
На підприємствах одиничного і мелкосерийного виробництва застосовується переважно децентралізована чи змішана форма підготовки виробництва: за першої формі основна робота з технічну підготовку ведеться відповідним бюро виробничих цехів; під час другої - весь обсяг робіт розподіляється між заводськими і цеховими органами. У цьому вся разі конструкторська підготовка найчастіше ввозяться відділі головного конструктора, а технологічна — в цехових бюро підготовки виробництва. На невеликих підприємствах вся технічна підготовка зосереджується на єдиній технічному відділі. Отже, бачимо, що проведення технічної підготовки виробництва перестав бути сам собою просто установкою устаткування, а є складний комплекс нижченаведених взаємозалежних заходів. Фактично це корінна перебудова виробництва, починаючи з устаткування й закінчуючи спеціалізацією працівників. Проектно-конструкторські праці є важливим ланкою технічної підготовки виробництва; вони складаються з кількох етапів. На розробку нового вироби становлять ТЕХНІЧНЕ ЗАВДАННЯ НА ПРОЕКТУВАННЯ. У основі технічного завдання лежать результати науководослідницьких робіт, наукового прогнозування, аналізу досягнень вітчизняної і закордонної техніки, вивчення патентної документації і вихідних вимог замовника. Технічне завдання складається з кількох розділів: > найменування і науковотехнологічна галузь застосування; > коротка характеристика особливостей експлуатації; > джерела розробки; > технічні вимоги. Після затвердження технічного завдання розробники готують конструкторську документацію на виріб: > технічну пропозицію; > ескізний проект; > технічний проект; > робочу документацію. При ескізному проектування розглядають принципові рішення, проробляється конструктивна схема вироби та її основних елементів. Технічне проектування має своєю метою детальну розробку обмеженого числа варіантів, визнаних перспективними. У цьому здійснюється конструктивна проробка основних, переважно нових з технічного рішенню вузлів. У процесі робочого проектування розробляється одна, затверджена ролі основний, конструкція вироби. Детально розробляються креслення всіх елементів вироби, і навіть складальні креслення вироби загалом. Різниця між технологічної підготовкою виробництва та технічної підготовкою виробництва у тому, що технологічна підготовка — це сукупність взаємозалежних науково — технічних процесів, які забезпечують технологічну готовність підприємства у плановому порядку випускати продукцію встановленого ГОСТами і технічними умовами якості, а завдання технічної підготовки у тому, щоб забезпечити: > встановлений профіль і характеристику випущених виробів; > поставлене об'єм і календарний план випуску продукції; > обгрунтовані видатки виробництво над збитки якості продукції > дотримання галузевих і міжгалузевих стандартів, і нормативов.
Вопрос 8. Установка нового якіснішого устаткування радіозаводі стоїть. К=16млн. крб.; Термін окупності Т=8лет; Прибуток, отримувана щорічно від поліпшення якості випущених радіоприймачів П=3млн. крб. на рік. Визначити річний ефект поліпшення якості продукції з формулі: Э=П — К/Т. Відповідь: Річний ефект поліпшення якості продукції дорівнюватиме — одиниці (1).
Вопрос 9. Охарактеризувати поняття «сертифікація» і «стандартизація». Основні їхні цілі і завдання. Відповідь: Стандартизація є галузь знань, пов’язану з узагальненням передових досягнень науку й техніки і закрепляющую ці досягнення у законодавчому порядку, що дозволяє ефективно застосовувати їх будь-якою підприємстві. Стандартизація проявляється переважно у вигляді стандартів, технічних умов чи інших тих нормативних документів. Стандарт то, можливо представлений: * Документом, що містить комплекс вимог, які треба точно виконувати; * Основний одиницею чи фізичної константою; * Предметом для фізичного порівняння. Цілі стандартизації: 1. Прискорення науково — технічного прогресу; 2. Підвищення ефективності громадського виробництва та продуктивності громадського праці; 3. Поліпшення якості продукції і на забезпечення її оптимальний рівень; 4. Удосконалення організації управління встановлення раціональної номенклатури своєї продукції; 5. Розвиток спеціалізації під час проектування та у виробництві продукції; 6. Раціональне використання виробничих фондів і економія потребує матеріальних та енергетичних ресурсів; 7. Безпека праці, охорона здоров’я та перемоги збереження навколишнього середовища; 8. Створення умов розвитку експорту; 9. Розвиток міжнародного економічного і технічного співробітництва. Головне завдання стандартизації - впорядкування відносин, які виникають за рішенні повторюваних питань у цій сфері діяльності. Головне завдання сертифікації залежить від охороні й захисті споживача від неякісної продукції та надання послуг. Сертифікація полягає в таких засадничих принципах: 1. Забезпечення державних інтересів в оцінці безпеки продукції і на достовірності інформації про його якості аж; 2. Добровільності або обов’язковості; 3. Об'єктивності; 4. Достовірності; 5. Винятки дискримінації в сертифікації продукції вітчизняних і зарубіжних виготовлювачів; 6. Надання виготовлювачу права вибору органу з сертифікації і випробувальною лабораторії; 7. Встановлення відповідальності учасників сертифікації; 8. Правового і технічного забезпечення, і навіть багатофункціональності використання результатів сертифікації виробником, торгівлею, споживачам, органами нагляду, митницею, страховими організаціями, біржами, аукціонами, арбітражем, судом; 9. Відкритості інформації про позитивні результати сертифікації або про припинення дії сертифіката; 10. Розмаїття форм і методів проведення сертифікації продукції з огляду на специфіку, характеру виробництва та споживання. Організація сертифікації включає у собі стадії: * Забезпечення і реалізація умов створення і виробництва, підлягає сертифікації; * Організація і проведення сертифікації продукції як підтвердження її відповідності вимогам нормативно — технічної документации.
Питання 10. До яких категоріям (якісним чи кількісним) належать такі цілі планування в логістиці? > Зменшення відстані переміщення візків з автоматичним напрямом руху (ТАНД); > Удосконалення навантажувальних механізмів; > Скорочення маршруту перебування складі однієї деталі; > Підвищення ступеня комп’ютеризації автоматизованих складських комплексов.
(АСК). Відповідь: До кількісної категорії належать: > Підвищення ступеня комп’ютеризації автоматизованих складських комплексів. > Удосконалення навантажувальних механизмов.
До якісної категорії належать: > Зменшення відстані переміщення візків з автоматичним напрямом руху. > Скорочення маршруту перебування складі однієї детали.