Продукція машинобудівної промисловості та її характеристика.
Зношування інструменту при обробці різанням.
Критерії зношування.
Задача
На зношування інструменту впливає ряд факторів: фізико-механічні властивості оброблюваного матеріалу і матеріалу інструменту, стань поверхонь і ріжучих крайок інструменту, рід і фізико-хімічні властивості охолодно-змазувальних рідин, режим різання. Стан верстату і інші умови роботи. Абразивне зкошування проходить в результаті царапання — зрізання мікроскопічних об'ємів матеріалу інструменту… Читати ще >
Продукція машинобудівної промисловості та її характеристика. Зношування інструменту при обробці різанням. Критерії зношування. Задача (реферат, курсова, диплом, контрольна)
Технічні науки Контрольна робота.
1.Продукція машинобудівної промисловості та її характеристика. 2. Зношування інструменту при обробці різанням. Критерії зношування. 3. Задача.
Зміст.
Продукція машинобудівної промисловості та її характеристика.
Зношування інструменту при обробці різанням. Критерії зношування.
3. Задача Одна тонна стальної триби коштує 7 грн. Визначити вартість матеріалу, необхідного для виготовлення стальної колони внутрішнім діаметром 160 мм і висотою 3 м, яка навантажена силою 140 мм. Границя міцності сталі Sв=50 мПа, а коефіцієнт запасу міцності n=1,5. Густина сталі г= 7850 кг/м3, яких розмірів потрібно придбати трубу?
Задача 25.8.
Відома кількість робочих місць дільниці механічного цеху (р) — 19, та кількість технологічних операцій, які виконуються на них протягом місяця (0) — 8.
Необхідно визначити тип виробництва.
Продукція машинобудівної промисловості.
Із давніх-давен людина прагнула полегшити свою працю. Так лопату замінила на плуг, а потім на трактор. Людина трудилася і зараз маємо поїзди, літаки, космічні кораблі, автомобілі, машини для шиття, прання тощо.
Машинобудування є важливою галуззю промисловості, яка визначає рівень і темпи розвитку всіх інших галузей промисловості, сільського господарства, транспорту і т.д.
Продукцію машинобудувальної промисловості називають виробами. Це різні машини, механізми, агрегати і окремі деталі. Детально називають виріб, виготовлений без застосування складальних операцій. Наприклад, вал, виготовлений прокатування.
Вузлом називають складову частину виробу, який одержують з'єднуванням деталей. Деталі у вузол з'єднують зварюванням, склеюванням, паянням і т.д.
З'єднуючи між собою деталі вузли одержують машину. Кожну машину створюють для виконання певного технологічного процесу, після якого одержують напів — або готову продукцію.
Машинами називають механізми або поєднання механізмів які здійснюють певні рухи, для перетворення одного виду енергії в інший або виконання певного технологічного процесу.
Залежно від основного призначення машини ділять на машини-двигуни та машини-виконавці.
Машини-двигуни призначені для перетворення одного виду енергії на інший (наприклад, парові турбіни, двигуни внутрішнього згорання, вітрові колеса).
За допомогою машин-виконавців відбувається зміна форми, розмірів, властивостей об'єкта. Ці машини ділять на транспортні, технологічні та кібернетичні.
Практичні машини призначені для перевезення або передавання вантажу з одного місця на інші, наприклад, транспортери, ліфти, крани, автомобілі і т.д.
Технологічні машини перетворюють сировину у напівабо готову продукцію. До технологічних машин належать прядильні ткацькі, деревообробні і т.д.
Кібернетичні машини модулюють деякі фізіологічні функції й органи людини.
Зношування інструменту при обробці різанням. Критерії зношування.
При різанні металів в результаті тертя стружки до передньої поверхні різця і задніх поверхонь, а також у вигляді мікроскопів (викрищування) ріжучої крайки.
Механізм зношування інструменту при різанні металів дуже складний. Ділиться на абразивний, адгезій ний (молекулярний) дифузійний).
Абразивне зкошування проходить в результаті царапання — зрізання мікроскопічних об'ємів матеріалу інструменту твердими структурними складовими оброблюваного матеріалу: велика абразивна дія проявляє також ливарна корка і окалина на заготовках.
Адгезійне зношування проходить в результаті дії значних сил молекулярного зчеплення (присипання, зварювання і матеріалами заготовки і інструменту, які викликають при повзанні відривання дрібних частин матеріалу інструменту.
Адгезійне зношування має локальний характер і викликає на малих ділянках контакту поверхонь інструменту з поверхнею заготовки і стружки в місцях підвищених пластичних деформацій і температур. Дифузійне зношування проходить в результаті взаємного розчинення оброблюваного матеріалу і матеріалу інструменту.
На зношування інструменту впливає ряд факторів: фізико-механічні властивості оброблюваного матеріалу і матеріалу інструменту, стань поверхонь і ріжучих крайок інструменту, рід і фізико-хімічні властивості охолодно-змазувальних рідин, режим різання. Стан верстату і інші умови роботи.
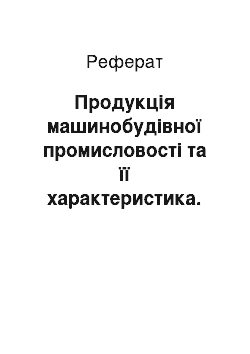
Різець зношується по передній і задній поверхнях, що характеризується висотою площадки.
Ділянка І - період початкового зношування. В який проходить сильне стирання найбільш виступаючих частин поверхонь.
Ділянка ІІ - період нормального зношування. Характеризується тим, що зношування поступово зростає з збільшенням часу роботи.
При досягненні деякого зношування умови тертя змінюються (підвищується температура) і наступає період ІІІ - період підвищеного (катастрофічного) зношування.
Для задньої грані ділянка І виражена менш різко.
Для інструмент оснащеного твердим сплавом внаслідок великої твердості і незначного її зменшення з підвищенням температури майже не видно період підвищеного зношування.
Зношування різця до маси а, не буде економічним, також різець потрібно буде часто загострювати.
При катастрофічному зношування можна під час загострення необхідно видалити великий шар металу.
Існує декілька критеріїв зношування.
Критерії блискучої смужки.
Різець вважається зношеним: його потрібно загострювати, коли при обробці сталі на поверхні різання появляється блискуча смужка, а при обробці чавуну — темні плями. Ріжуча крайка в окремих місцях починає викришуватися, в цих місцях проходить велике знищення поверхні різання. Поява блискучої стружки відповідає третьому періоду зношування.
При подальшій роботі на протязі 1−2 хв. проходить повне руйнування ріжучої крайки і різець виходить з ладу. При роботі різцями з твердосплавними пластинами блискучу смужку замітити важко, а також темні плями.
Силовий критерій. (критерій пилезінгера) Різець вважається затупленим коли сили різання різко зростають. До недоліків цього критерію належать необхідність спеціальних приладів для вимірювання сил, що діють при різанні, а тому для цехових умов він не використовують. Критерій оптимального зношування.
Під оптимальним зношуванням розуміють таке, при якому загальному термін служби інструменту не визначається як добуток кількості загострень допустимих пластинок при даному зношуванні на час роботи за який зношування відбулося.
М = К. Т, де Кількість загострень допустимих пластинкою при зношуванні по передній поверхні.
де с — висота пластинки в мм Х — шар видалений при загостренні по передній поверхні, мм.
0,2 мм — допуск на загострення Кількість загострень, допустимих шириною пластинки при її зношуванні по даній поверхні.
де В — ширина пластинки в напрямку перпендикулярному головній ріжучій крайці.
У — шар видалений при загостренні задньої поверхні у мм У = Р + x0394.
x0394 = 0,15 мм.
а=h3tgL.
тоді.
Критерій оптимального зношування має застосування в дослідженнях ріжучих властивостей інструменту призначеного для чорних і півнестових робіт. Він може бути використаний у виробничих умовах для інструменту, призначеного для обробки деталей масового виробництва, а також дорогого інструменту.
Недоліком є необхідність доведення різця до значного зношування.
Технологічний критерій.
Застосовується для інструментів призначених для чистової обробки. Суть його полягає в тому, що інструмент вважається зношеним, коли оброблена поверхня перестає відповідати технічним умовам. По цьому критерію інструмент потребує в загостренні при зношуванні меншому ніж при інших критеріях.
Це пояснюється тим, що зміна площі оброблюваної поверхні наступає раніше ніж зношування досягає кінця другого періоду.
Із критеріїв зношування найбільше поширення мають критерій оптимального зношування і технологічний.
У виробничих умовах для різців за критерії затуплення приймається відповідно величина зношування.
Для токарних прохідних і підрізних різців з пластинами з твердих сплавів величина зношування на задній поверхні h3 рекомендується в якості критерію затуплення.
при чорновій обробці сталей 1−1,4 мм при чистовій — 0,4−0,6 мм.
0,8 мм.
Вартість матеріал для колони визначається:
В = Мк. Ц1т де В -.
Мк — маса матеріалу колони Ц1т — ціна тони стальної труби Ц1т — у Мк = V. G.
де V — об'єм колони м3.
G — густина сталі = 7850 кг/м3.
Об'єм колони =.
V = (Азн. — Авн.). е де Азн. — площа поперечного перерізу труби зовнішня Авн. — площа поперечного періоду отвору труби е — довжина труби = 3 м.
де dвн — внутрішній діаметр = 160 мм = 0,16 м.
м2.
де dзн — зовнішній діаметр труби, м.
м Необхідна площа попер. перерізу колони визначається.
м2.
де N — навантаження = 140 мм.
— допустима границя міцності.
— границя міцності сталі = 50 мПа.
n — коефіцієнта запасу міцності = 1,5.
В = 4,380 у Азн. = А — Авн Азн. = 0,42 — 0,02 = 0,4 м².
В = 1,26 У Задача 25.8.
Кількість робочих місць Р=19.
Кількість технологічних операцій О=8.
Серійність визначається коефіцієнтом серійності.
Коефіцієнт серійності це кількість операції, які виконуються на одному робочому місці (обладнанні).
Кожне виробництво має свій коефіцієнт серійності.
По-скільки.
Кс= 0,42, що менше 2, то виробництво буде масове.
Використана література Збіжна О.М. «Основи технології» навчальний посібник. — Тернопіль, 2002, — 486 с.
Остащук М.В. «Система технологій (за видами діяльності)». — Київ: ЦУЛ, 2003, — 888 с.
Г. М. Дубровська А. П. Ткаченко «Система сучасних технологій». — Киї: Центр навчальної літератури, 2004. — 352 с.