Разработка технологічного процесу відновлення шатуна автомобіля ЗИЛ-130
Коротка характеристика верстата 3А228 |Характеристика |Одиниці |Значення — | |виміру — | |Діаметр оброблюваних отворів: — | — |найменший |мм |20 — |найбільший |мм |200 — |Найбільша довжина шлифования |мм |125 — |Межі робочих подач столу |м/мин |2(10 — |Межі чисел оборотів вироби |об./хв. |180(1200 — |Межі чисел оборотів шлифовального кола |об./хв. |8400(24 400 — |Межі поперечних подач вироби… Читати ще >
Разработка технологічного процесу відновлення шатуна автомобіля ЗИЛ-130 (реферат, курсова, диплом, контрольна)
Міністерство образования.
Російської Федерации.
Вологодський державний технічний университет.
Факультет: ПМ.
Кафедра: Проте й АХ.
Дисципліна: ТП і РА.
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА.
До КУРСОВОЙ РАБОТЕ.
Тема: Розробка технологічного процесу відновлення шатуна автомобіля ЗИЛ-130.
Виконав: ст. грн. МАХ-53.
Блінов З. А.
Перевірив: Дажин У. Г.
р. Вологда.
2002 г.
Содержание ВВЕДЕНИЕ 4.
1. РОЗРОБКА І РОЗРАХУНОК ТЕХНОЛОГИЧЕСКОГО.
ПРОЦЕСУ ВІДБУДОВИ ДЕТАЛІ 5.
1.1. Вихідні дані 5 1.2. Аналіз умов праці деталі 5 1.3. Технічні умови на контроль-сортировку 5 1.4 Маршрут відновлення деталі. 6 1.5. Способи усунення дефектів 6 1.6 План раціональної послідовності і змістом технологічних операцій. 7 1.7. Вибір технологічних баз 7 1.8. Вибір устаткування, ріжучого і вимірювального інструмента 8 1.9. Розрахунок припусков на механічну обробку 10 1.10. Розробка відбудовних операцій 14 1.11. Розрахунок режимів механічного оброблення 14.
1.11.1. Токарная обробка 14.
1.11.2. Железнение 16.
1.11.3. Шліфування 16.
1.11.4. Хонингование отвори нижньої голівки шатуна 16.
1.11.5. Растачивание отвори верхньої голівки шатуна 17 1.12. Технічне нормування операцій технологічного процесу 19.
Список використаних джерел 22.
Нині авторемонтне виробництво є дуже великої галуззю промисловості, поруч із автомобілебудуванням покликане задовольняти зростаючі потреби народного господарства країни у автомобілях, агрегатах, деталях. Завдяки ремонту термін їхньої служби автомобілів значно підвищується, а парк автомобілів, що у транспортному процесі, неабияк зростає. Вторинне використання деталей з допустимим зносом та своєчасне відновлення зношених деталей, вузлів і немає механізмів, сприяє успішному розв’язання проблеми постачання автогосподарств і ремонтних підприємств запасними частинами і дає зекономити чимало різних материалов.
Основне завдання курсової роботи з дисципліни «Основи технології виробництва та ремонту автомобілів «є закріплення, поглиблення і узагальнення теоретичних знань, отриманих з лекційного курсу, і навіть придбання навичок проектування технологічних процесів відновлення деталей автомобіля і користування ГОСТами, нормативної і інший довідкової литературой.
РОЗРОБКА І РОЗРАХУНОК ТЕХНОЛОГІЧНОГО ПРОЦЕССА.
ВІДБУДОВИ ДЕТАЛИ.
1.1. Вихідні данные.
Вихідними для розробки технологічного процесу являются:
. робочий чертёж деталі з технологічними вимогами її изготовление;
. виробнича программа;
. карта технологічних вимог на дефектацию детали;
. каталоги і довідники по використовуваному устаткуванню і технологічного оснастке.
1.2. Аналіз умов праці детали.
У процесі роботи двигуна шатуни відчувають значні знакопеременные навантаження. При русі поршня під час робочого ходу і такту стискування шатун стискається силами тиску газів, сприймаються поршнем. Сили інерції поршня намагаються відірвати поршень від шатуна, отже — розтягнути шатун. При нормальних умов роботи зносу шатуна не відбувається. За відсутності мастила чи її низьку якість може відбутися схоплювання, а слідстві цього — проворачивание верхньої чопи чи вкладишів, що зумовлює задирам нижньої і верхньої голівки шатуна. Знос верхньої голівки шатуна може статися через частої заміни верхньої чопи. Шорсткість поверхні отворів головок шатунів Ra (0,63(0,40 мкм.
Матеріал шатуна — сталь 40 Р, твердість матеріалу шатуна НВ 217(248.
1.3. Технічні умови на контроль-сортировку.
Технічні умови на контроль-сортировку наводяться в карті технічних вимог на дефектацию деталі. У карті дефектации вказані дефекти, розміри (номінальний, припустимий без ремонту й припустимий для ремонту), і навіть необхідні технічні впливу. Схема шатуна з зазначенням місць і значення розмірів контролю та дефектовки представлена на кресленні. При контролі деталі, що надійшла в перегляд перевіряються такі параметры:
. зменшення відстані між осями верхньої та нижньої голівки, контролюється шаблоном 184,5 мм, бракується при розмірі менш як 184,5 мм;
. вигин і скручування шатуна. Що стосується непараллельности і відхилення від становища більш 0,04 мм на довжині 100 мм ремонтувати правкой.
Бракувати на вигині чи скручивании, невиправних правкой;
. знос отвори верхньої голівки шатуна під втулку. При розмірі более.
29,53 мм виробляють растачивание до ремонтного розміру 29,75+0,023 мм;
. деформація чи знос отвори нижньої голівки шатуна. При понад 69,512 мм ремонтируется.
. знос торців нижньої голівки. Бракується при розмірах менш 28,5 мм.
Причини появи дефектів зазначені у п. 1.2.
1.4. Маршрут відновлення детали.
Відповідно до карті дефектации під час капітального ремонту відновлюються лише отвори верхньої та нижньої голівки і вигин шатуна. Тому маршрут відновлення деталі один.
1.5. Способи усунення дефектов.
Вигин чи скручування шатуна перевіряється на універсальної установці для перевірки і правки шатунів. Якщо шатун має неприпустимий вигин, потрібно не знімаючи його з приладу правити скобою до усунення дефекту. Якщо шатун скручений, потрібно не знімаючи його з приладу правити з допомогою винтового пристосування до усунення скручування. Далі шатун нагрівається в электропечи-ванне до температури 450(500 (З, зі зняттям напруг, і витримується нині температурі протягом години, потім охолоджується на повітрі. Після ремонту шатун повинен відповідати наступному умові: паралельність осей отворів верхньої та нижньої голівки і відхилення від становища, їх одноплощинно трохи більше 0,04 мм на довжині 100 мм.
Знос отвори у верхній голівки шатуна усувається расточкой до ремонтного розміру чопи (29,75+0,023 мм) з допомогою токарського верстата типу 1М61.
Знос отвори нижньої голівки шатуна усувається железнением з наступним шлифованием і хонингованием до номінального размера.
Позитивними особливостями цього способу є: а). Висока швидкість осадження металу на поверхню; б). Можливість ремонту деталей зі зношеністю більш 0,15 мм.
Процес нанесення покриття включає у собі групи операцій: підготовка деталей, нанесення покриття, обробка покриття детали.
Підготовка включає механічну обробку: чистовое растачивание з метою виправлення геометричних параметрів зношеною поверхні. Далі йде попереднє знежирення з промиванням в проточній води та анодное травлення. Анодное травлення сприяє підвищенню міцності зчеплення покриттів з відновлюваної поверхностью.
Нанесення покриття здійснюється безванным способом в холодному электролите на асиметричному струмі. Обробка деталі після железнения включає: промивання деталей в проточній воді, сушіння і механічну обробку (шліфування і хонингование до необхідного размера).
1.6. План раціональної послідовності і змістом технологічних операций.
Під час упорядкування технологічного маршруту необхідно враховувати такі требования:
. одноимённые операції з всім дефектів маршруту мали бути зацікавленими объединены;
. кожна наступна операція має забезпечити схоронність якості роботи поверхонь деталі, досягнуту при попередніх операциях;
. на початку повинні підготовчі операції, потім відбудовні, ковальські, слесарно-механические, шліфувальні і доводочные.
План раціональної послідовності приймаємо следующий:
1). Мийні операции.
2). Контрольні операции.
3). Слесарно-механическая операція (правка шатуна).
4). Расточная операція (тонка розточення) отвори у верхній голівці шатуна під втулку ремонтного размера.
5). Расточная операція (чистова розточення отвори у нижній голівці шатуна для виправлення геометрии).
6). Гальванічна операція (нанесення покриття на поверхню отвори у нижній голівці шатуна).
7). Шлифовальная операція (шліфовка відновленого отвори до номінального розміру з урахуванням припуска на хонингование).
8). Хонинговальная операція (хонингование отвори до номінального размера).
9). Контрольна операция.
1.7. Вибір технологічних баз.
Базові поверхні слід вибирати з такою розрахунком, щоб за установці й заміни деталь не зсувалася з приданого місцеположення і деформувалася під впливом сил різання й зусиль закріплення. При виборі баз необхідно учитывать:
. наскільки можна вибирати ті бази, що були під час виготовлення детали;
. бази повинен мати мінімальний износ;
. бази би мало бути жорстко пов’язані точними розмірами з основними поверхнями деталі, впливають працювати в складальної единице.
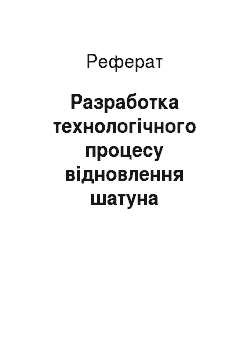
При механічної обробці кривошипной голівки шатуна базою є торцовая поверхню кривошипной голівки і отвір у верхній голівці шатуна (рис. 1.1). При знос цієї поверхні повинна бути відновлено. При виправленню шатуна використовують універсальне пристосування і базовим є отвір у верхній голівці шатуна.
[pic].
Рис. 1.1. Схема базирования.
Після обробітку, у тому, щоб не дати шатун рухливості використовують призми і покладання площину базової поверхнею. З використанням цієї схеми забезпечується достатня нерухомість деталі відсутність деформації при закреплении.
1.8. Вибір устаткування, ріжучого і вимірювального инструмента.
При виборі устаткування кожної технологічної операції необхідно враховувати призначення обробки, габаритні розміри деталей, розмір партії оброблюваних деталей, розташування оброблюваних поверхонь, вимоги до точності й діють якості оброблюваних поверхностей.
Для обробки деталей, відновлюваних гальванопокрытиями, найчастіше застосовують абразивную обработку.
Для перевірки і правки використовується універсальне пристосування. Вигин правиться скобою до усунення дефекту, при скручивании шатун правиться при допомоги винтового пристосування. Для контролю використовують набір щупів 0,01(0,45 мм.
Для попереднього чистового растачивания використовуємо верстат 1М61 із застосуванням пристосування для центровки нижньої голівки шатуна. Характеристики верстата наведені у табл. 1.1. Для розточення використовується расточной різець 2140−0001 ГОСТ 18 882–73 з кутом у плані ((60(з пластинами з твердого сплаву Т15К6. Розміри контролюються індикаторним нутромером з ціною розподілу 10 мкм і межами вимірів 50(100 мм.
Після поновлення железнением деталь піддається абразивною обробці до номінального розміру. Для шлифования використовується токарському верстат 3А228 з допомогою шлифовального кола замість різця і пристосування для центровки нижньої голівки шатуна.
Таблиця 1.1.
Коротка характеристика верстата 1М61 |Характеристика |Одиниці |Значення | | |виміру | | |Максимальний діаметр оброблюваної деталі над |мм |320 | |станиною | | | |Кількість оборотів шпинделі |об./хв. |12,5(2000 | |Подача суппорта: | | | |поздовжня |мм/об. |0,08(0,19 | |поперечна |мм/об. |0,04(0,95 | |Кількість щаблів подач суппорта |- |24 | |Потужність електродвигуна |кВт |3 |.
Таблиця 1.2.
Коротка характеристика верстата 3А228 |Характеристика |Одиниці |Значення | | |виміру | | |Діаметр оброблюваних отворів: | | | |найменший |мм |20 | |найбільший |мм |200 | |Найбільша довжина шлифования |мм |125 | |Межі робочих подач столу |м/мин |2(10 | |Межі чисел оборотів вироби |об./хв. |180(1200 | |Межі чисел оборотів шлифовального кола |об./хв. |8400(24 400 | |Межі поперечних подач вироби |мм/мин. |0,05(1,2 | |Найбільші розміри шлифовального кола |мм |80(50 | |Потужність електродвигуна |КВт |8,275 |.
При внутрішньому шліфуванні використовують шліфувальний коло типу перемикання передач діаметром 50 мм, заввишки 30 мм зернистостью 40(10, матеріал кола 4А20СМ28К5/ПСС4015. при контролі отвори використовується нутромер індикаторний, ціна розподілу 10 мкм, межі вимірів 50(100 мкм.
При остаточної обробці використовується вертикальний хонинговальный верстат моделі 3Б833. Характеристики верстата наведені у табл. 1.3. Хонингование виробляється брусками АС4125/100-М1−100%, установлених у хонинговальной голівці плаваючого типу. Контроль оброблюваної поверхні виробляється нутромером індикаторним з ціною розподілу 10 мкм і межами виміру 50(100 мкм.
Таблиця 1.3.
Коротка характеристика верстата 3Б833.
|Характеристика |Одиниці |Значення | | |виміру | | |Найбільший діаметр оброблюваного отвори |мм |145 | |Найменший діаметр оброблюваного отвори |мм |67,5 | |Кількість оборотів шпинделя |об./хв. |155, 400 | |Швидкість зворотно-поступального руху |мм/мин. |8,1(15,5 | |Потужність електродвигуна |КВт |2,8 |.
При точении отвори верхньої голівки шатуна використовуємо верстат моделі 1М61. Дані верстата наведені у табл. 1.1. Для розточення використовується расточной різець 2140−0001 ГОСТ 18 882–73 з кутом у плані ((60(з пластинами з твердого сплаву Т15К6. Для контролю величини отвори у верхній голівці шатуна користуємося нутромером індикаторним з ціною розподілу 10 мкм і межами виміру 18(35 мм.
При допоміжних операціях, що з железнением, використовуємо ванни для знежирення 10 581.04.00.00, ванни для гарячої промивання 10 581.08.00.00, ванни для холодної промивання 10 581.05.00.00. Оскільки железнение проводимо безванным способом, то використовуємо уплотнения.
Для контролю зносу торців нижньої голівки використовуємо шаблон 28,5 мм чи мікрометр гладкий типу МК з ціною розподілу 10 мкм і межами виміру 25(50 мм. Зменшення відстані між осями верхньої та нижньої головок контролюємо шаблоном 184,5 мм.
1.9. Розрахунок припусков на механічну обработку.
Після призначення послідовності операцій та вибору базових поверхонь необхідно зробити розрахунок товщини спричинених матеріалу при відновленні детали.
Товщина спричинених на зношену поверхню шару металу визначається по формуле:
[pic], (1.1) де (изн. — величина зносу поверхні деталі, мм; zо — загальний додача на обработку.
Значимість припуска на обробку поверхні деталі після відновлення можна визначити двома способами:
. опытно-статистический;
. расчётно-аналитический.
Опытно-статистические дані припусков поруч із допомогою таблиць. Расчётно-аналитический метод дозволяє визначити величину припуска з урахуванням всіх елементів, складових додача. У цьому передбачається, що з кожному технологічному переході мають бути усунуті похибки, виникаючі ньому і похибки попереднього переходу. Цими похибками може бути висота нерівностей поверхонь, глибина дефектного шару, просторові стосунки держави й похибки установки. аmin, аmax — задані розміри, мм; bmin, bmax — выбраковочные розміри, мм; сmin, сmax — розміри деталі після попередньої механічної обробки перед відновленням, мм; dmin, dmax — проміжні розміри, одержувані після чорнової механічного оброблення після відновлення деталі, мм;
(а, (b, (з, (d, (е — допуски відповідно на розмір a, b, з, d, e, мм;
(min, (max — мінімальний і максимальний знос деталі, мм; zmin, zmax, z «min, z «max, z «min, z «max — мінімальний і максимальний припуски котрі знімаються відповідно при попередньої чорнової обробці після відновлення деталі, чистовий обробці після відновлення, механічного оброблення перед відновленням, мм; hmin, hmax — мінімальна та максимальна товщина наращиваемого шару при відновленні деталі, мм.
Для деталей тіл обертання величина мінімального припуска визначається по формуле:
[pic], (1.2) де Rzi-1 — висота микронеровностей на попередньому переході; Ti-1 — глибина дефектного шару на попередньому переході; Pi-1 — сумарні просторові відхилення; (qi — похибка установки на виконаному технологічному переходе.
Розрахунок припусков і товщини восстанавливаемого шару виконуємо в наступній последовательности:
1). З заданих і выбракованных розмірів деталі визначаємо максимальну і мінімальну величини зносу робочих поверхонь детали.
(отвори нижньої голівки шатуна).
[pic], (1.3).
[pic], (1.4) де аmin, аmax — задані розміри, мм; bmin, bmax — выбраковочные розміри деталі, мм.
[pic] мм;
[pic] мм.
2). До кожного технологічного переходу записують значення Rz, T, p, (, (. Величини допуску на розмір перебувають розслідування щодо таблицям від класу точности.
[pic].
Рис. 1.2. Схема графічного розташування припусков і допусків за відновлення детали.
3). Після попередньої механічної обробці перед відновленням визначають припуски і граничні розміри детали.
Відповідно до рис. 1.2 получаем:
[pic], (1.5).
[pic], (1.6).
[pic], (1.7).
[pic], (1.8).
Тут і далі індекси при позначення Rz, T, p, (, (показують, з урахуванням якості яких поверхонь слід визначити значення цих параметров.
[pic] мм;
[pic] мм;
[pic] мм;
[pic] мм.
4). Визначаємо припуски на чистову механічну обробку відновленої деталі її граничні розміри після чорнової обработки:
[pic], (1.9).
[pic], (1.10).
[pic], (1.11).
[pic], (1.12).
[pic]мм,.
[pic]мм,.
[pic]мм,.
[pic]мм.
5). Визначаємо припуски на чорнову обробку відновленої деталі її граничні розміри після восстановления:
[pic], (1.13) де d — діаметр оброблюваного отвори, мм; (відп. — допуск на діаметр оброблюваного отвори залежно від точності отвори, мм.
[pic], (1.14).
[pic], (1.15).
[pic], (1.16).
[pic]мм,.
[pic]мм,.
[pic] мм,.
[pic] мм.
6). Визначимо товщину наращиваемого шару при відновлення детали:
[pic], (1.17).
[pic], (1.18).
[pic] мм,.
[pic] мм.
7). Перевіряємо правильність розрахунку припусков в кожному переходу і товщини восстанавливаемого слоя:
[pic], (1.19).
[pic], (1.20).
[pic], (1.21).
[pic], (1.22).
[pic] мм,.
[pic] мм,.
[pic] мм,.
[pic] мм.
Послідовність операцій за відновлення розмірів отвори нижньої голівки шатуна:
1). Чистовое растачивание з єдиною метою виправлення геометричних параметрів отвори нижньої голівки шатуна.
2). Відновлення деталі шляхом нанесення гальванічного покрытия.
Застосовуємо железнение.
3). Попередня механічна підготовка. Призначаємо чистовое шлифование.
4). Остаточна механічна обробка. Застосовуємо хонингование з досягнення необхідних параметрів шероховатости.
Визначення припуска на механічну обробку отвори у верхній голівці шатуна: верхню голівку відновлюємо розточуванням отвори в верхньої голівці шатуна до ремонтного розміру (29,75+0,023 мм). Выбраковочный розмір деталі дорівнює 29,53 мм, тому додача приймаємо рівним 0,22 мм.
1.10. Розробка відбудовних операций.
Для відновлення отвори у нижній голівці шатуна найбільше застосування одержало осталивание (железнение) ванним методом. Сутність процесу у тому, що на посаді ванни використовується сама деталь. Електроліт утримується в зношеному отворі з допомогою пристосувань з уплотнениями. Як джерела харчування для спричинених покриття використовується розчинні аноди зі сталі 10, 20.
Нині у виробництві широко використовується железнение в холодному электролите на асиметричному струмі з катодно-анодным співвідношенням ((8(10. Для железнения застосовується електроліт з концентрацією хлористого заліза FeCl24H2O — 200 г/л, йодистий калій KI — 20 г/л, HCl — 15 г/л. Температура електроліту підтримується не більше 50 (З, а щільність струму 50(60 А/дм.
Технологічний процес железнения включає операції: електрохімічне знежирення, анодное травлення, железнение, нейтралізацію з наступною промывками після кожну операцію. Далі шатуни посилають у сушку.
1.11. Розрахунок режимів механічної обработки.
Після обробітку деталей на металорізальних верстатах елементами режиму обробки є: глибина різання, подача, швидкість різання, потужність резания.
1.11.1. Токарная обработка.
Обробляємо отвір нижньої голівки шатуна. Глибина різання t при чорнової обробці дорівнює чи кратна припуску z на виконуваному технологічному переході. При чистовий обробці (Ra.