Разработка технології плавки сталі у электродуговой печі ДСП-80 і розрахунок її механизма
Окисний період. Після закінчення періоду розплавлювання починається окисний період, завдання якого зводяться до чого: окислювання надлишкового вуглецю, окислювання і видалення фосфору; дегазація металу; видалення неметалічних включень, нагрівання стали. Окислительный період плавки починають присадкою залізної руди, яку дають на піч порціями. Через війну присадки руди відбувається насичення шлаку… Читати ще >
Разработка технології плавки сталі у электродуговой печі ДСП-80 і розрахунок її механизма (реферат, курсова, диплом, контрольна)
року міністерство освіти Російської Федерации.
Волгоградський державний технічний университет.
Кафедра «» Машини й технологія ливарного виробництва ««.
Курсова работа.
Тема: Розробка технології плавки сталі у электродуговой печі ДСП-80 і розрахунок її механизма.
Выполнил:
Студент Грн. ЛМ-532.
Синявин Д.А.
Проверил:
Горєлов В.Г.
Волгоград 2001 г.
| |Стор. | |Обгрунтування вибору плавильного агрегату |3 | |Аналітичний розрахунок шихти |5 | |Технологія плавки |8 | |Розрахунок механізму підйому зводу печі |13 | |Техніко-економічні показники |17 | |Список використаної літератури |19 |.
Обгрунтування вибору плавильного агрегата.
Істотною відмінністю отримання сталі в дугових печах є можливість отримання в плавильному просторі відновлювальної чи нейтральній атмосфери і різного тиску. Восстановительная атмосфера в электродуговых печах дозволяє їм отримати шлак, яке у кінці плавки трохи більше 1% FeO, що за 10 раз менше, ніж у звичайному шлаку мартенівської печі. Іншим відзнакою є у атмосфері печі кисню. Тому ведення окисних процесів можна тільки з допомогою зовнішнього кисню, джерелами його можуть бути залізна руда і газоподібний кисень, вдуваемый в ванну. З цієї причини мають місце менші втрат металу на чад. Можливість ведення плавки на шлаку з вищої температурою плавлення і перегріву за умов основного процесу полегшує здійснення десульфурации. При основному процесі плавки забезпечуються всі умови, необхідних отримання сталі з мінімальним змістом сірки. У водночас процес дефосфорации в электродуговых печах гірше. У электродуговых печах є сприятливі умови для переплаву високолегованих відходів. Тут втрати дефіцитних легуючих елементів мінімальні. Особливістю виплавки сталі у электродуговых печах є можливість роботи з однією шлаком, без спеціального відновного періоду. Це значно скорочує тривалість плавки, витрати електроенергії і покращує все техніко-економічні показники процесу. У процесі электроплавки кінцевий результат визначається переважно взаємодії двох фаз — металевої і шлаковой. У більшості інших процесах трьома металевої, газової і шлаковой Тому з погляду можливості використання впливу физикохімічних чинників на кінцеві результати электроплавка є досконалої. Практично значну кількість недоліків у отливках і зливках з легованих сталей виходить через погану якість металу чи викликані і поглиблюються чотирма шкідливими домішками: киснем, сірої, воднем і фосфором. Электроплавка є найбільш гнучким процесом для боротьби із трьома домішками: киснем, сірою економікою та воднем. Основне перевагу дугового печі залежить від можливості розкиснення і знесірчення металу і легкості його перегріву, у цілях здешевлення процесу іноді застосовують так званий «дуплекс-процесс», при якому розплавляння скрапу і окислювання ведуть у дешевшому плавильному аппарате-мартеновской печі, та був рідкий метал переливають в дугову піч для рафінування і доводки до потрібного складу. Рідше застосовують дуплекспроцес «конвертор-электропечь». При дуплекс-процессах потужність печі може бути меншою, аніж за роботи твердої завалке, оскільки розплавляння скрапу у разі відсутня. Що Проводяться раз у раз плавки на твердої завалке виконують при зменшеному вазі шихти; вони через меншою потужності більш тривалі, але так як проводяться нечасто (переважно після ремонту футерівки), їх подовження перестав бути істотним. Електричний режим печей, працюючих на рідкої завалке, також істотно спокійніше. За наявності рідкого металу, вкритого шаром шлаку, дуга горить більш стабільний і відсутні короткі замикання через обвалів шихти. Электродуговая піч може бути зупинена чи пущено в дію у час, зручний виробництва, і за будь-якому режимі роботи. Капітальні видатки установку электродуговых печей загалом на 40% менше, ніж установку мартенівських печей аналогічної производительности.
Технологія плавки.
Плавка в дугового печі починається з заправки печі. Жидкоподвижные нагріті шлаки сильно роз'їдають футеровку, яка то, можливо пошкоджена і за мінімального завантаження. Якщо подина печі під час нічого очікувати закрита шаром рідкого металу і шлаку, вона то, можливо пошкоджена дугами. Тому до початку плавки виробляють ремонт — заправку подины. Перед заправкою із поверхні подины видаляють залишки шлаку і металу. На пошкоджені місця подины і укосів — місця переходу подины до печі - закидають сухий магнезитовый порошок, а разі великих ушкоджень — порошок з добавкою пеки чи смолы.
Заправку виробляють заправної машиною, що через. насадку з допомогою стиснутого повітря заправні матеріали, чи, разбрасывающей матеріали з приводу окружності з швидко обертового диска, який опускають в відкриту піч сверху.
Для найповнішого використання робочого простору печі в центральну значна її частина ближчі один до електродах завантажують великі шматки (40%), ближчі один до укосам середній брухт (45%), на подину і гору завантаження дрібний брухт (15%). Дрібні шматки повинні заповнювати проміжки між великими кусками.
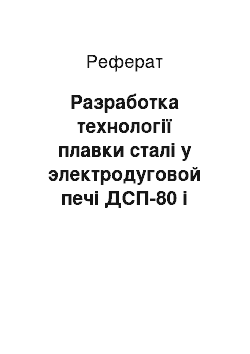
Виплавка сталей входять такі операції: розплавляння металу, видалення його шкідливих домішок і газів, розкислення металу, і виливання його з печі в ківш для розливання по изложницам чи формам. Значення операцій й підвищити вимоги, що вони пред’являють до дугового печі, можуть бути різними. Розплавляння скрапу необхідно вести наскільки можна швидше і з мінімальним витратою енергії. Найчастіше тривалість його перевершує половину тривалості всієї плавки і навіть витрачається 60−80% всієї електроенергії. Характерною ознакою періоду є неспокійний електричний режим печі. Гаряча між кінцем електрода і холодним металом дуга нестабільна, її довжина невелика та порівняно невеликі зміни у становищі електрода чи металу (обвал, зрушення подплавленного шматка скрапу) викликають або обрив дуги, або, навпаки, коротке замикання. Хід плавлення шихти в дугового печі ілюструється мал.1. Дуга загоряється спочатку між кінцем електрода і поверхнею шихти (мал.1, а), причому для підвищення її стійкості на перших хвилинах під електроди зазвичай підкладають шматки коксу чи електродного бою. Після згоряння останніх починає подплавляться метал я краплями стікати на подину. У шихті утворюються криниці, у яких заглиблюються опускающиеся електроди (рис.16) до того часу, поки вони досягнуть подины, де щоб уникнути перегріву її до цього моменту має бути створена калюжа розплавленого металу (рис.1в). Це найнеспокійніший, хитливий період горіння дуги; подплавляемые шматки шихти падають на електрод, закорачивая дугу опусканні шматка шихти під торцем електрода може, навпаки, наступити обрив струму. Гаряча між електродом і розплавленим металом дуга перегревает метал: починається розмив і розплавляння шихти, оточуючої криниці. Криниці розширюються, рівень рідкого металу у ванній починає підвищуватися, а электроды-подниматься (рис.1в). Наприкінці нинішнього періоду майже весь метал виявляється розплавленим; залишаються самі шматки шихти на схилах («прирощування», рис.1г), расплавляющиеся останніми. Щоб не затягувати період розплавлювання, зазвичай ці «прирощування» скидають брухтом у глиб ванни. Період розплавлювання вважають закінченим, коли все метал у печі перейшов у рідке стан. На той час режим горіння дуги стає спокійнішим, оскільки температура в печі вище, поверхню металу покрита шаром шлаку, освіченим закинутими в піч під час розплавлювання шматками винищити і спливаючими окислами; довжина дуги проти початком розплавлювання збільшується у кілька разів дуга горить сталіший, кількість поштовхів струму і обривів уменьшается.
Окисний період. Після закінчення періоду розплавлювання починається окисний період, завдання якого зводяться до чого: окислювання надлишкового вуглецю, окислювання і видалення фосфору; дегазація металу; видалення неметалічних включень, нагрівання стали. Окислительный період плавки починають присадкою залізної руди, яку дають на піч порціями. Через війну присадки руди відбувається насичення шлаку FeO і окислювання металу за реакцією: (FeO)=Fe+[O]. Розчинений кисень взаємодіє зі розчиненим у ванні вуглецем за реакцією [З] +[O]=CO. Відбувається бурхливе виділення бульбашок CO, які спінюють поверхню ванни, покритою шлаком. Бо у окисний період на металі наводять вапняний шлак із хорошою жидкоподвижностью, то шлак спінюється виділяються пухирями газу. Рівень шлаку стає вище порога робочого вікна і шлак випливає з печі. Вихід шлаку посилюють, нахиляючи піч убік робочого вікна на невеличкий кут. Шлак стікає в шлаковик, стоїть під робочої майданчиком цеху. Протягом часу окисного періоду окисляют 0,3—0,6% З з середньої швидкістю 0,3—0,5% С/ч. Для відновлення складу шлаку разом з рудою в піч додають вапно й невеличкі кількості плавикового шпату задля забезпечення жидкоподвижности шлаку. Безупинне окислювання ванни і скачування окисного вапняного шлаку є неодмінними умовами видалення зі сталі фосфору. Для перебігу реакції окислення фосфору 2[P]+5[O]=(P2O5); (Р2O5)+4(СаО)=(СаО)4*P2O5 необхідні високий вміст кисню в металі і шлаку, підвищений вміст CaO в шлаку і знижена температура.
У електропечі перші двоє умови повністю виконуються. Виконання останнього умови забезпечують наводкою свіжого шлаку і під постійним оновленням шлаку, оскільки шлак, насичений (СаО)4*P2O5 скачивается з печі. Під час окисного періоду відбувається дегазація стали—удаление з неї водню й азоту, що виділяються в бульки ЗІ, які відбуваються через металл.
Виділення пухирців ЗІ супроводжується ще й видаленням з металу неметалевих включень, які виносяться на поверхню потоками металу чи піднімаються нагору разом із бульбашками газу. Хороше кипіння ванни забезпечує перемішування металу, вирівнювання температури і состава.
Загальна тривалість окисного періоду становить від 1 до $ 1,5 год. Для інтенсифікації окисного періоду плавки, і навіть щоб одержати почав із низьким змістом вуглецю метал продувают киснем. При продувке киснем окисні процеси різко пришвидшуються, а температура металу підвищується зі швидкістю приблизно 8— 10 С/мин. Щоб метал не перегрівся, вводять охолодні добавки як сталевих відходів. Застосування кисню єдиний способом отримання низьковуглецевої нержавіючої стали без великих втрат цінного легирующего хрому при переплаве.
Окисний період закінчується, коли зміст вуглецю стає нижче заданого краю, зміст фосфору 0,010%, температура металу трохи вища температури випуску сталі з печі. Наприкінці окисного періоду шлак намагаються повністю прибирати з печі, скачивая його із поверхні металла.
Відновлювальний період плавки.
Після скачування окисного шлаку починається відбудовний період плавки. Завданнями відновного періоду плавки є: розкислення металу, видалення сірки, коригування хімічного складу стали, регулювання температури ванни, підготовка жидкоподвижного добре раскисленного шлаку в обробці металу в час випуску з печі в ківш. Розкислення ванни, т. е. видалення розчиненої у ній кисню, здійснюють присадкою розкислювачів на метал і шлак. На початку відновного періоду метал покривається шаром шлаку. І тому в піч присаживают шлакоутворювальні суміші з урахуванням винищити з добавками плавикового шпату, шамотного бою, кварциту. Як розкислювачів зазвичай використовують феромарганець, феросиліцій, алюміній. При запровадження розкислювачів відбуваються такі реакции:
[Mn]+[O]=(MnO); [Si]+2 [Про] = (SiO2); 2[Al]+ 3[O]=(Al2O3).
Через війну процесів розкиснення більшість розчиненої кисню пов’язується в оксиди і видаляється з ванної як нерозчинних в металі неметалевих включень. Процес протікає досить швидко і тривалість відновного періоду переважно визначається часом, необхідним освіти рухомого шлаку. У малих та середніх печах при виплавці відповідальних марок сталей продовжують застосовувати метод диффузионного розкиснення стали через шлак, коли раскислители як меленого електродного бою, порошку феросиліцію присаживают на шлак. Зміст кисню в шлаку знижується і згідно до закону розподілу кисень з металу перетворюється на шлак. Метод цей, хоча й залишає в металі оксидних неметалічних включень, потребує значно більших витрат часу. У відбудовний період плавки, і навіть при випуску стали під шаром шлаку, коли відбувається хороше перемішування металу зі шлаком, активно відбувається десульфурация металу по рівнянню FeS + CaO=FeO+ CaS. Цьому сприяє хороше розкислення сталі та шлаку, високий вміст винищити в шлаку та висока температура.
У результаті відновного періоду вводять легирующие — ферротитан, феррохром та інших., і деякі, наприклад нікель, присаживают разом із шихтою. Нікель не окислюється і втрачається за плавленні. Добавки тугоплавких ферровольфрама, феррониобия роблять у початку рафінування, оскільки потрібно чимало часу їхнього расплавления.
Нині більшість операцій відновного періоду переносять з печі в ківш. Присаживают у процесі випуску раскислители. Метою відновного періоду є забезпечення нагріву стали до заданої температури й створення шлаку, десульфурирующая здатність якого використовується за спільної випуску з печі разом із сталью.
Порядок легирования.
При виплавці легованих сталей в электродуговых печах порядок легування залежить від спорідненості легуючих елементів до кисню. Елементи які мають меншим спорідненістю до кисню, ніж залізо (нікель, молібден) у час плавки не окислюються та його вводять у початкові періоди плавкинікель в завалку, а молібден наприкінці плавлення або на початку окисного периода.
Хром і марганець мають великим спорідненістю до кисню ніж залізо. Тому метал легируют хромом і марганцем після зливу окисного шлаку на початку відновного периода.
Вольфрам має великим спорідненістю до кисню, ніж залізо та її зазвичай вводять у початку відновного періоду. Він дуже тугоплавкий і тому ферровольфрам можна присаживать в ванну пізніше, як 30 хв. до выпуска.
Одношлаковый процесс.
У зв’язку з інтенсифікацією процесу электроплавки останніми роками отримав велике поширення метод плавки в дугового печі під шлаком. Сутність цього ось у чому: дефосфорация металу поєднується з періодом розплавлювання. Під час розплавлювання з печі скачують шлак і виробляють добавки винищити. У окисний період випалюють вуглець. Після досягнення в металі Р.