Розробка комплексної механізації вантажно-розвантажувальних, транспортних і складських робіт ткацького виробництва
Для руху цехового транспорту передбачаються проходи, проїзди і зазори безпеки, розміри яких визначаються в залежності від габаритних розмірів і швидкості руху транспортних засобів, габаритних розмірів вантажів, інтенсивності потоків людей і вантажів, габаритних розмірів робочих місць суміжного обладнання з врахуванням можливості суміщення (накладання) в окремих випадках смуг руху транспорту з… Читати ще >
Розробка комплексної механізації вантажно-розвантажувальних, транспортних і складських робіт ткацького виробництва (реферат, курсова, диплом, контрольна)
Реферат
У даному курсовому проекті з дисципліни: «Підйомно-транспортні пристрої та засоби механізації», на тему: «Розробка комплексної механізації вантажно-розвантажувальних, транспортних і складських робіт ткацького виробництва потужністю 242 ткацьких верстатів для виготовлення тканини по типу арт. 878» обираємо технологічний план ткацтва, розраховуємо вихідні данні, визначаємо склад і розмір вантажопотоків, вибираємо обладнання і підйомно-транспортні засоби за переходами ткацького виробництва, визначаємо параметри складів та їх обладнання, визначаємо основні параметри і кількість підлогового внутрішньо-фабричного транспорту, визначаємо основні параметри і кількість підвісних видів внутрішньо-фабричного транспорту, характеризуємо транспортні засоби.
Робота складається з пояснювальної записки та графічної частини.
Графічна частина складається з двох листів формату А1, перший лист — план ткацького виробництва, другий — загальний вид транспортного засобу.
Зміст
Вступ
1. Вибір технологічного плану ткацтва
2. Вихідні дані для проектування
3. Визначення складу і розмірів вантажопотоків
4. Вибір і обґрунтування обладнання і підйомно-транспортних засобів за переходами ткацького виробництва
5. Визначення параметрів складів та їх обладнання
5.1 Центральний склад
5.2 Проміжні склади
5.2.1 Снувальний відділ
5.2.2 Шліхтувальний і пробірний відділ
6. Визначення основних параметрів і кількості підлогового внутрішньо-фабричного транспорту
6.1 Електронавантажувач
6.2 Електротягач
7. Визначення основних параметрів і кількості підвісних видів внутрішньо-фабричного транспорту
7.1 Кран мостовий (кран-балка)
7.2 Електроталь
7.3 Електротягач підвісний
8. Характеристика транспортного засобу
9. Техніка безпеки при виконанні транспортних робіт
Висновки
Список літератури
1. Вибір технологічного плану ткацтва
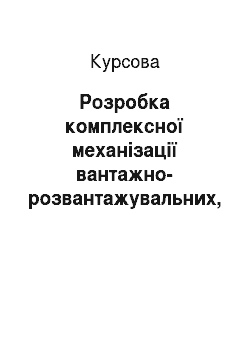
Технологічний план ткацтва повинен забезпечує випуск тканин високої якості з необхідними споживацькими властивостями при найбільш ефективному протіканні технологічних процесів. План ткацтва представлений на рис. 1
Рисунок 1. Технологічний план ткацтва
2. Вихідні дані для проектування
Маса основних і утокових ниток, які потрапляють на центральний склад, кг:
(1)
,
де Вгод — годинний об'єм виготовлення тканини, м;
Тд — добовий фонд часу, год;
Мнит — потреба у нитках основи і утоку на 100 м погонної довжини сурової тканини з відходами, кг.
Маса основних і утокових ниток з врахуванням відходів по всіх переходах ткацького виробництва, кг:
— перемотування:
(2)
— снування:
— шліхтування:
— пробирання та прив’язування:
де W — відсоток виходу напівфабрикатів.
Довжину тканини в рулоні Lтк.р, яку відправляють з фабрики, приймаємо в залежності від поверхневої щільності тканини 2000 м для тканин масою від 101 до 200 г/м2.
Маса рулону тканини, яка знята з верстата, кг:
(3)
де Мо, Му — маса ниток основи і утоку в 100 м погонної довжини сурової тканини без врахування відходів, кг;
тк.р. — довжина тканини в рулоні, м.
Маса розбракованого рулону тканини, яка відправляється з фабрики:
(4)
де Lтк.р — довжина розбракованої тканини у рулоні, м.
За даними розрахунків заповнюємо таблицю 1 і таблицю 2.
Таблиця 1
Середньодобовий об'єм переробки пряжі
Технологічний процес | Основа | Уток | |||||||
Маса пряжі, яка поступає, кг | Відходи, % | Вихід напівфабрикату, % | Маса пряжі, яка виходить, кг | Маса пряжі, яка поступає, кг | Відходи, % | Вихід напівфабрикату, % | Маса пряжі, яка виходить, кг | ||
Зберігання (центральний склад) | 175,554 | 77,828 | |||||||
Перемотування | 0,01 | 99,99 | 0,01 | 99,99 | |||||
Снування | 0,049 | 99,941 | 0,049 | 99,941 | |||||
Шліхтування | 0,271 | 99,67 | 0,271 | 99,67 | |||||
Пробирання | 0,013 | 99,59 | 0,013 | 99,59 | |||||
Прив’язування | 0,058 | 99,59 | 0,058 | 99,59 | |||||
Ткацтво | |||||||||
Облік і розбракування | 355,48 | ||||||||
Таблиця 2
Маса ниток на пакуваннях ткацького виробництва (з врахуванням спрягомих довжин)
Система ниток | Маса, кг | ||||||||||
Прядильне пакування | Мотальне пакування | Утоково-мотальне пакування | Снувальний валік | Ткацький навій | Тканина | ||||||
Маса 100 пог. м | Довжина рулону, який знятий з верстату | Маса рулону, який знятий з верстату | Довжина рулону, який відправляється з фабрики | Маса рулону, який відправляється з фабрики | |||||||
Основа | |||||||||||
Уток | |||||||||||
Кромка | |||||||||||
Кількість рулонів нерозбракованої тканини:
(5)
де Мдо і Мду — маса основних і утокових ниток, які переробляються за добу, кг;
Мр — маса рулону нерозбракованої тканини, кг.
Кількість рулонів розбракованої тканини:
(6)
3. Визначення складу і розмірів вантажопотоків
Вантажопотік — це упорядкований і систематизований рух напівфабрикату по виробничих підрозділах ткацького виробництва або між ними.
Для встановлення основних параметрів вантажопотоків використовуємо дані таблиці 1 і таблиці 2, прийнявши необхідний тип намотувальної тари, середні маси деталей з і здійснюємо наступні розрахунки.
Маса пакування з врахуванням ваги намотувальної тари, кг:
mп.т = mсп + mтар, (7)
для м’якої основи:
mп.т = 210,587+52=262,587 ,
для шліхтованої:
mп.т = 219,627+52=271,627 ,
де mсп — маса ниток на пакуванні з врахуванням спрягомої довжини, кг;
mтар — маса одиниці намотувальної тари, кг.
Кількість пакувань по всіх переходах згідно технологічного плану (приймаємо цілим більшим числом):
. (8)
— перемотування:
— снування:
— шліхтування:
— пробирання та прив’язування:
Загальна маса намотувальної тари з нитками, кг:
Мп.т = nпак · mп.т. (9)
Загальна маса тари і ниток основи, яка зберігається на центральному складі, кг:
(10)
де Кзап — коефіцієнт запасу.
Відношення запасу тих чи ішних пакувань ниток ткацького виробництва до споживання визначається згідно «Правил технічної експлуатації ткацьких фабрик» і складає:
— на центральному складі - 100% (для ниток з машин БД і ПК — 150…200%);
— на проміжних складах мотального і снувального відділу — 50…75%;
— на проміжному складі шліхтувального відділу — 75…100%.
4. Вибір і обґрунтування обладнання і підйомно-транспортних засобів по переходах ткацького виробництва
З прядильної фабрики на центральний склад сировини основна й утокова пряжа надходить на намотувальній тарі у вигляді прядильних або крутильних початків, бобін з машин БД-200, ПК-100, ММ-150−2 та ін.
Основна пряжа на намотувальній тарі надходить у мотальний відділ (пакування з кільцевих прядильних або крутильних машин), потім після перемотування на мотальних пакуваннях надходить на проміжний склад снувального відділу. При відсутності процесу перемотування основна пряжа на циліндричних пакуваннях безпосередньо з центрального складу подається на проміжний склад снувального відділу.
Після снування сформовані снувальні валики надходять на проміжний склад шліхтувального відділу.
Таблиця 3
Склад вантажопотоків | Значення | ||||||||||||||
Характеристика ниток: сировина, лінійна щільність | Характеристика пакувань | Основний вантажо-потік | Зберігання на складах | Повернен-ня тари | |||||||||||
Добова потреба, кг | Вид пакування | Вид намотувальної тари | Маса ниток у пакуванні, кг | Маса намотувальної тари, кг | Маса ниток і намотувальної тари, кг | Кількість пакувань, шт. | Загальна маса ниток і тари, кг | Відношення запасу до споживання,% | Кількість пакувань, шт. | Загальна маса ниток і тари, кг | Кількість намотувальної тари, шт. | Маса намотувальної тари, кг | |||
1. Основні нитки на намотувальній тарі, які потрапляють до центрального складу | |||||||||||||||
2. Повернення намотувальної тари основних ниток на прядильну фабрику | |||||||||||||||
3. Утокові нитки на намотувальній тарі, які потрапляють до центрального складу | |||||||||||||||
4. Повернення намотувальної тари утокових ниток на прядильну фабрику | |||||||||||||||
5.Основні нитки на намотувальній тарі, які потрапляють у мотальний відділ | |||||||||||||||
6.Повернення намотувальної тари основних ниток на центральний склад | |||||||||||||||
7. Утокові нитки на намотувальній тарі, які потрапляють в утоково-мотальний відділ | |||||||||||||||
8. Повернення намотувальної тари утокових ниток на центральний склад | |||||||||||||||
9. Утокові нитки на намотувальній тарі, які потрапляють в мотальний відділ | |||||||||||||||
10. Повернення намотувальної тари утокових ниток на центральний склад | |||||||||||||||
11. Утокові нитки на намотувальній тарі, які потрапляють у ткацький цех | |||||||||||||||
12. Повернення намотувальної тари утокових ниток в утоково-мотальний відділ (або на центральний склад) | |||||||||||||||
13. Основні нитки на намотувальній тарі, які потрапляють на проміжний склад снувального відділу | |||||||||||||||
14. Повернення намотувальної тари в мотальний відділ (або на центральний склад) | |||||||||||||||
15. Основні нитки на снувальний валиках, які потрапляють на проміжний склад шліхтувального відділу | |||||||||||||||
16. Повернення порожніх снувальних валиків на проміжний склад | |||||||||||||||
17. Намотані ткацькі навої, які потрапляють на проміжний склад проборного відділу | |||||||||||||||
18. Намотані ткацькі навої, які потрапляють на пробирання | |||||||||||||||
19.Пробрані ткацькі навої зі ленова приладом, які потрапляють на ткацькі верстати | |||||||||||||||
20. Намотані ткацькі навої, які потрапляють на прив’язку | |||||||||||||||
21. Повернення порожніх ткацьких навоїв | |||||||||||||||
22. Повернення ленова приладів в проборний відділ | |||||||||||||||
23.Тканина в рулонах, яка потрапляє на склад нерозбракованої продукції | |||||||||||||||
24.Тканина в рулонах, яка відправляється з ткацької фабрики | |||||||||||||||
Сформовані в процесі шліхтування ткацькі навої надходять у проміжний склад пробірного відділу і потім на пробірні верстати, або відразу на ткацькі верстати під прив’язку.
Пробрані ткацькі навої з ремізним приладом переміщуються в ткацький цех і встановлюються на ткацькі верстати.
Утокова пряжа на намотувальній тарі (прядильні початки кільцевого способу прядіння) надходить: або у мотальний відділ, де формуються пакування для безчовникових ткацьких верстатів, або в утоково-перемотувальний відділ, де формуються пакування для човникового ткацтва.
Після перемотування утокова пряжа надходить на проміжний склад утоку. Сюди ж надходить утокова пряжа на циліндричних пакуваннях з центрального складу. Потім утокова пряжа подається в ткацький цех на верстати.
Сурова тканина, знята з верстатів, надходить на склад нерозбракованої тканини в рулонах і після розбраковування готова тканина в рулонах відправляється з ткацької фабрики споживачеві.
Після кожного процесу переміщення напівфабрикатів між підрозділами ткацької фабрики необхідно враховувати зворотні рейси вантажопотоків з порожньою тарою.
5. Визначення параметрів складів та їх обладнання
5.1 Центральний склад
Площу центрального складу визначають, виходячи з маси ниток і виду їхнього збереження. Вид збереження визначається в залежності від того, які пакування надходять на центральний склад. Якщо пряжа надходить на прядильних або крутильних початках, то для їх збереження обирають ящики або ящики-піддони. Пряжу в циліндричних пакуваннях, що надходить з прядильних машин БД і прядильно-крутильних машин ПК, а також пряжу в конічних бобінах з машин VTS можна зберігати в контейнерах, бункерах, лабазах або на штирьових візках. Якщо ткацька фабрика розміщується в системі комбінату, то для транспортування прядильних початків часто використовується ланцюговий конвеєр з підвісними колисками, а для транспортування візків-ялинок з бобінами пряжі можна використовувати щілинний (підпільний) конвеєр.
На центральному складі для збереження ящиків з пряжею використовуються одно-, двохабо трьохярусні стелажі. За шириною стелажа встановлюються два ящики (у два ряди). Стелажі розміщуються поперек підготовчого відділу. Довжина стелажа:
(11)
де Шпід — ширина підготовчого цеху, м;
hт — ширина торцевого проходу, м.
Кількість ящиків (у ряду), яка встановлюється вздовж стелажа, визначається за формулою:
(12)
де hбез — зазор безпеки, 0,2 м.
Кількість ящиків, яка встановлюється на одному стелажі:
(13)
де nяр — число ярусів;
2 — два ящика за шириною стелажа.
Ширина стелажа:
. (14)
Необхідна кількість стелажів:
(15)
де Кящ — загальна кількість ящиків для збереження пакувань з пряжею:
(16)
де Еящ — ємність ящика, шт.
Ємність ящика визначається в залежності від виду і розмірів пакувань, які в ньому зберігаються, та від габаритних розмірів ящика.
Площа, яка займається стелажами:
м2. (17)
При збереженні бобін з пряжею на штирьових візках останні встановлюються зімкнутими рядами по два візка за шириною ряду.
Кількість візків, які встановлюються в один ряд за шириною складу (підготовчого відділу):
. (18)
Ширина ряду візків:
(19)
Кількість рядів візків:
(20)
де Квіз — загальна кількість візків для зберігання бобін:
(21)
де Евіз — ємність візка, шт.
Ємність візка визначається в залежності від розмірів пакувань, які на ньому зберігаються, та від виду і габаритних розмірів візка.
Площа, яка займається рядами візків:
м2. (22)
Площа S2, яка займається проходами, визначається за планом складу.
Площа для прийому і видачі пряжі:
. (23)
Площа, яка займається ящиками з порожньою тарою:
. (24)
Загальна площа складу:
м2. (25)
Довжина складу:
(26)
Для кожного виду складського обладнання і транспортного засобу необхідно привести технічну характеристику у вигляді таблиці.
5.2 Проміжні склади
Всі технологічні підрозділи ткацької фабрики обладнані проміжними складами для забезпечення безперервності технологічного процесу при можливій неритмічності вантажопотоків. Виключення має мотальний відділ фабрики, де в якості проміжного складу використовується обладнання та площі центрального складу.
5.2.1 Снувальний відділ
Необхідна кількість завізних візків розраховується за формулою (21). Кількість візків, яка необхідна для однієї снувальної машини:
(27)
де mсн — кількість снувальних машин.
Візки встановлюють по 2 за шириною шпулярників.
Кількість візків в ряду:
. (28)
Площа, яка займається візками:
. (29)
Кількість металевих ящиків для зберігання порожньої намотувальної тари розраховують з врахуванням того, що один ящик вміщує 870 патронів.
5.2.2 Шліхтувальний і пробірний відділ
Снувальні валики і ткацькі навої зберігаються на стелажах різної конструкції.
Необхідна кількість стелажів:
(30)
Для транспортування і вкладання навоїв на ткацький верстат призначені візки для навоїв. Приймається 1 візок до тягача.
Для транспортування сурової і готової тканини призначені візки з двома бортами, які можливо транспортувати вручну або на причепі до тягача. Кількість розраховується в залежності від кількості рулонів тканин.
Кількість рулонів нерозбракованої тканини:
(31)
Необхідна кількість візків:
(32)
ткацький технологічний складський транспортний
6. Визначення основних параметрів і кількості підлогового внутрішньо-фабричного транспорту
6.1 Електронавантажувач
Ширина транспортного (допоміжного) проїзду приблизно може обчислюватися за формулою:
м (25)
де bен — ширина електронавантажувача, м;
h — зазор безпеки (0,2 м).
Час, який витрачається на один рейс (тривалість транспортного циклу):
хв (26)
де (tз + tр) — час, який витрачається на завантаження і розвантаження, хв;
А — коефіцієнт, який враховує позапланові простої (на особисті потреби та ін.) (1,3…1.6);
L — середня відстань при перевезенні (за планом ткацького виробництва), м;
V1 — швидкість переміщення з вантажем, м/хв.;
V2 — швидкість переміщення без вантажу, м/хв;
t — час простою і очікування, 10 хв.
Час, який витрачається на завантаження і розвантаження:
хв (27)
де tпід — час підйому рами, 0,25 хв;
t0 — час, який витрачається на захват вантажу і звільнення, 0,9 хв.
Продуктивність електронавантажувача:
кг/год (28)
де mн — номінальна вантажопідйомність, кг;
Кван — коефіцієнт використання вантажопідйомності;
Тц — тривалість транспортного циклу (час, який витрачається на один рейс), хв;
Кн — коефіцієнт нерівномірності вантажопотоку (1,2…1,25).
Коефіцієнт використання вантажопідйомності:
(29)
де mван — маса вантажу, який перевозиться за один рейс (з тарою), кг.
Необхідна кількість електронавантажувачів:
(30)
де Пгод — годинний вантажопотік (годинна потреба у напівфабрикатах), кг/год;
Пен — продуктивність електронавантажувача, кг/год.
До встановлення приймається кількість електронавантажувачів, яка дорівнює найближчому більшому цілому числу.
6.2 Електротягач
Ширина транспортного проходу:
м (31)
де h — зазор безпеки (0,2 м);
R — мінімальний радіус повороту (1,6 м);
д — довжина дишла (0,4 м);
віз — довжина причіпного візка, м;
nвіз — кількість причіпних візків.
Кількість причіпних візків приймають з таким розрахунком, щоб загальна маса вантажу на причепі не перевищувала 1500 кг.
7. Визначення основних параметрів і кількості підвісних видів внутрішньо-фабричного транспорту
7.1 Кран мостовий (кран-балка)
Продуктивність мостового крану:
кг/год (32)
де Кван — коефіцієнт використання вантажопідйомності крану;
Кд — коефіцієнт використання крану за добу;
Тд — добовий фонд часу, год;
Тц — тривалість транспортного циклу.
Коефіцієнт використання вантажопідйомності крану:
(33)
де mван — маса вантажу, який підіймається (з тарою), кг.
Коефіцієнт використання крану за добу:
(34)
де n — число годин роботи за добу (беруть з виробничої програми).
Тривалість транспортного циклу:
(35)
де (1,1 1,2) — коефіцієнт, який враховує втрати часу на розгін і гальмування крану;
tц — час, який необхідний для виконання однієї транспортної операції (визначається за довідниками), хв;
n — число транспортних операцій у циклі.
Необхідна кількість кранів:
(36)
де Пчас — об'єм переробки вантажів (годинний вантажопотік), кг.
До встановлення приймається кількість мостових кранів, яка дорівнює найближчому більшому цілому числу.
7.2 Електроталь
Продуктивність електроталі, коефіцієнт використання вантажопідйомності талі і добовий коефіцієнт використання талі визначаються за тими ж формулами, що й для мостового крану.
Тривалість транспортного циклу:
хв (37)
де — довжина шляху перевезення снувального валика або ткацького навою (визначається за планом ткацького виробництва як середнє між максимальною і мінімальною довжиною шляху), м;
V1 — швидкість переміщення з вантажем, м/хв;
V2 — швидкість переміщення без вантажу (35 м/хв);
Кд — добовий коефіцієнт використання талі;
t1 — час зачеплення вантажу (1,2 хв);
t2 — час розвантаження (0,2 хв);
t3 — час зачеплення порожньої тари (1 хв);
t4 — час відчеплення порожньої тари (0,1 хв);
t5 — додатковий час (1 хв);
h1, h2 — висота підйому і опускання вантажу, м;
Vпід — швидкість підйому і опускання вантажу, м/хв.
Необхідна кількість талей може бути визначена за формулою для визначення кількості кранів (12) або за наступною формулою:
(38)
де Пгод — годинна потреба у напівфабрикатах, кг/год;
mпак — маса одного пакування, кг.
7.3 Електротягач підвісний
Всі техніко-економічні параметри роботи електротягача визначаються за тими ж формулами, що й для електроталей.
8. Характеристика транспортного засобу
В даному розділі надається короткий опис призначення, принципу дії, устрою основних конструктивних вузлів і механізмів, переваг і недоліків одного транспортного засобу за завданням викладача з числа тих, що прийняті для встановлення в курсовому проекті. При необхідності текст пояснюється схемами і рисунками з посиланням на другий лист графічної частини. Наприкінці описується приклад застосування транспортного засобу у розробленій комплексній системі механізації вантажно-розвантажувальних, транспортних і складських робіт.
9. Техніка безпеки при виконанні транспортних робіт
В даному розділі розробляється низка заходів щодо безпечного здійснення підйомно-транспортних і складських робіт на ткацькому виробництві. При цьому необхідно користуватися галузевими положеннями, довідниками, вимогами, які діють на підприємствах текстильної промисловості. Слід відмітити, що навіть абсолютне виконання цих вимог не звільняє проектувальника від пошуку додаткових заходів, які направлені на забезпечення безпечності і полегшення праці робітників.
Для руху цехового транспорту передбачаються проходи, проїзди і зазори безпеки, розміри яких визначаються в залежності від габаритних розмірів і швидкості руху транспортних засобів, габаритних розмірів вантажів, інтенсивності потоків людей і вантажів, габаритних розмірів робочих місць суміжного обладнання з врахуванням можливості суміщення (накладання) в окремих випадках смуг руху транспорту з іншими зонами.
Їздові шляхи, тяглові органи (ланцюг, канат), елементи натяжних і поворотних пристроїв (зірочки, блоки, роликові батареї, напрямні шини, троси і т. ін.) підвісних транспортних механізмів в місцях можливого руху людей повинні облаштовуватись на висоті не менше 2 м від підлоги до найбільш низько розташованої їх деталі.
Підвісні транспортні механізми повинні облаштовуватись таким чином, щоб їх підвіски, які несуть вантаж, як правило, не переміщувались над фіксованими робочими місцями (або зонами, де робочі знаходяться більше 50% робочого часу), над смугами руху підлогового транспорту і людей, а також над входами у суміжні приміщення і кабіни ліфтів.
Перетин трас підвісних засобів транспорту, а також перетин трас підлогового транспорту з лініями підвісних пристроїв рекомендується виконувати на різному рівні шляхом облаштування мостів, тунелів, передбачаючи у необхідних випадках огорожі.
Їздові шляхи підвісного транспорту і деталі кріплення цих шляхів до будівельних конструкцій споруд повинні бути розраховані на максимальне робоче навантаження транспортної лінії. Прогин рейки в середині прольоту допускається не більше 1:400.
Кузови підлогових засобів транспорту і вантажні підвіски підвісних транспортних пристроїв, які рухаються у цехових проходах на висоті до 2 м від підлоги, повинні мати обтічні зовнішні обриси (в плані) без різко виступаючих деталей, гострих кутів і кромок, особливо з торцевих боків.
Висота бортів кузова при відсутності в них відкидних дверей повинна бути не більше 1 м від підлоги. При необхідності допускається висота бортів кузова до 1,4 м від підлоги, але для зручності навантаження і розвантаження в його стінках повинні бути обладнані двері або весь кузов повинен повертатися на необхідний кут.
Швидкість руху електрокара, навантажувача або тягача повинна регулюватися, причому для руху в цехах і складах необхідна наявність ступенів регулювання, які забезпечують швидкість: один — не більше 3 км/год, другий — не більше 6 км/год.
Акумуляторні машини повинні бути обладнанні звуковим сигналом, надійним і ефективним в експлуатації. Сигнальний пристрій на машинах, які використовуються в шумних цехах, повинен мати акустичні характеристики, які дозволяють виразно розрізняти звук, який вони створюють, на фоні виробничого шуму.
Електропоїзди, які переміщуються на висоті менше 2 м до найбільш низько розташованої частини їх конструкції або вантажу, що транспортується, і без супроводу водія, повинні мати швидкість руху не більше 30м/хв., а також забезпечуватись запобіжними пристроями для автоматичної зупинки при зустрічі з перепоною.
При супроводі водієм швидкість поїзда може бути 90 м/хв. при умові забезпечення його надійним гальмом і достатньо ефективним попереджувальним сигналом.
Швидкість руху ланцюгового конвеєра, підвіски якого переміщуються на висоті, яка не виключає можливість випадкового зіткнення людини з ними, або розвантаження якого здійснюється вручну без тяглового елемента (на ходу), не повинна перевищувати 15 м/хв.
Приводні станції конвеєрів рекомендується розміщувати в окремих приміщеннях, доступ до яких повинен бути можливий лише для кваліфікованого персоналу.
Швидкість руху підпільного конвеєра, вантажні візки якого переміщуються по цехових переходах і не мають запобіжних пристроїв для автоматичної зупинки при зустрічі з перепоною, не повинна перевищувати 15 м/хв. При наявності у візків таких пристроїв допускається швидкість руху конвеєра до 30 м/хв.
Межи транспортних смуг повинні бути позначені на підлозі добре помітними лініями завширшки 100 мм, які нанесені масляною фарбою, або за допомогою втоплених металевих кнопок-дисків діаметром 100 мм, які розташовані з інтервалом 300 мм між їх центрами.
Перетини транспортної смуги підвісних механізмів, які рухаються на висоті не менше 2 м від підлоги, зі смугою руху людей або зі смугою руху підлогового транспорту, обладнуються попереджувальними світловими сигналами, які автоматично вмикаються при наближенні підвіски до небезпечного місця. Конструкція, кількість і місце установлення сигнальних приладів (вид лампи, форма табло, колір скла, розмір шрифту, текст надпису, висота підвісу) повинні забезпечувати їх виразну (надійну) видимість і можливість прочитання тексту з відстані 5 м.
Висновки
У висновках наводяться основні результати курсового проектування з представленням техніко-економічних показників роботи транспортних засобів і кількості встановленого транспортуючого обладнання, формулюються висновки і рекомендації з точки зору доцільності проектування обраної транспортної технології при будівництві текстильного підприємства.
Список літератури
1. Методичні вказівки до виконання курсових і дипломних проектів «Правила оформлення текстової і графічної документації» для студентів ІV і V курсів спеціальностей 91 804 — «Технологія і дизайн тканин і трикотажу», 91 803 — «Прядіння натуральних і хімічних волокон» / Прохорова І.А., Рязанова О. Ю., Домбровський А. Г., Закора О. В. — Херсон, ХНТУ, 2006. — 15 с.
2. Конспект лекцій з дисципліни «Підйомно-транспортні пристрої та засоби механізації» для студентів IV курсу напряму підготовки 6.51 601 — «Технологія та дизайн текстильних матеріалів» (за професійним спрямуванням «Технологія та дизайн тканин», «Прядіння натуральних і хімічних волокон») / Закора О. В. — Херсон, ХНТУ, 2012. — 47.
3. Хайло В. С. и др. Справочник по механизации в текстильной и легкой промышленности, изд-во «Легкая индустрия», 1971, 392 с.
4. Никонов И. Я. Автоматизированный транспорт в текстильной промышленности (Пространственные монорельсовые дороги). — М.: Легкая и пищевая пром-сть, 1984. — 184 с.
5. Подъемно-транспортные устройства в текстильной промышленности / И. Я. Никонов, Е. Н. Мамцев, М. Н. Пахнов, А. И. Вощалкин. М.: Легпромбытиздат, 1987. — 224 с.
6. Плеханов Ф. М. и др. Механизация и автоматизация процессов в прядении и ткачестве / Ф. М. Плеханов, Е. Н. Житникова, А. Ф. Плеханов. — М.: Легпромбытиздат, 1991. — 128 с.
7. Проектирование ткацких фабрик: Учебное пособие для вузов / П. В. Власов, А. А. Мартынова, С. Д. Николаев, Н. Ф. Сурнина, А. А. Летуновская. — 2-е изд., перераб. и доп. — М.: Легкая и пищевая пром-сть, 1983. — 304 с.
8. Хлопкоткачество: Справочник, 2-е изд., перераб. и доп. / Букаев П. Т., Оников Э. А., Мальков Л. А. и др. Под ред. П. Т. Букаева. — М.: Легпромбытиздат, 1987. — 576 с.
9. Власов П. В. и др. Проектирование ткацких фабрик. — М.: Легкая индустрия, 1971. — 488 с.
10. Справочник по хлопкоткачеству / Э. А. Оников, П. Т. Букаев, А. П. Аленова и др.; под общ. ред. Э. А. Оникова. М.: Легкая индустрия, 1979. — 487 с.
11. Чугин В. В., Кахраманова Л. Ф., Недовизий М. Н. Технология ткацкого производства: Учебник для студентов технологических специальностей высших учебных заведений всех форм обучения. Херсон, изд-во государственного технического университета, 2003. — 317 с.
12. Справочник по шерстоткачеству / С. Г. Кавокин, С. И. Разумовский, Г. Е. Новожилов и др.; под общ. ред. Б. Е. Головастикова. М., «Легкая индустрия», 1975. — 424 с.
13. Льноткачество: Справочник. 3-е изд., перераб. и доп. / Под ред. Р. Д. Дружининой. — М.: Легпромбытиздат, 1985. — 424 с.
14. Переработка химических волокон и нитей: Справочник / Под общ. ред. Б. А. Маркова и Н. Ф. Сурниной. — М.: Легпромбытиздат, 1989. — 744 с.
15. Кельберт Д. Л. Охрана труда в текстильной промышленности. Учебник для студентов вузов текстильной промышленности. Изд. 2-е, испр. и доп. М., «Легкая индустрия», 1977. — 296 с.
Додаток 1
Намотувальна тара (середні маси)
Найменування | Матеріал | Маса 1 шт., кг | Примітки | |
1. Патрон прядильний | Картон | 0,023 | ||
2. Патрон крутильний | -!!; | 0,040 | ||
3. Патрон для фасонної пряжі | -!!; | 0,035 | ||
4. Патрон циліндричний з машин ПК | Пластмаса | 0,052 | ||
5. Патрон циліндричний з машин БД | -!!; | 0,060 | ||
6. Патрон конічний з мотальних машин | Картон, Пластмаса | 0,090/0,090 | ||
7. Патрон циліндричний з машин м’якого намотування | Метал, Картон, Пластмаса | 0,255/0,185/0,210 | ||
8. Снувальний валик СП-140 | Метал | Фланці 800 | ||
9. Снувальний валик СП-180 | -!!; | Фланці 650 Фланці 800 | ||
10. Снувальний валик СП-230 | -!!; | Фланці 800 | ||
11. Ткацький навій АТ-100−5М | -!!; | Фланці чавунні | ||
12. Ткацький навій АТ-120−6М | -!!; | Фланці дюралеві | ||
13. Ткацький навій АТ-140−5 | -!!; | -!!; | ||
14. Ткацький навій АТ-160−5 | -!!; | -!!; | ||
15. Ткацький навій АТМ-175 | -!!; | -!!; | ||
16. Ткацький навій АТ-4−120−5 | -!!; | -!!; | ||
17. Ткацький навій АТПР-100−4 | -!!; | -!!; | ||
18. Ткацький навій АТПР-120−4 | -!!; | -!!; | ||
19. Ткацький навій АТПРВ-160 | -!!; | -!!; | ||
20. Ткацький навій СТБ-180 | -!!; | -!!; | ||
21. Ткацький навій СТБ4−220Ж | -!!; | -!!; | ||
22. Ткацький навій СТБ-280 | -!!; | -!!; | ||
23. Ткацький навій СТБ-330 | -!!; | -!!; | ||
24. Ткацький навій СТБ-2−216 | -!!; | -!!; | ||
25. Ткацький навій СТР-8−250 | -!!; | -!!; | ||
26. Ткацький навій Р-125-А8 | -!!; | -!!; | ||
27. Ткацький навій Р-155-А8 | -!!; | -!!; | ||
28. Ткацький навій Н-125 | -!!; | -!!; | ||
29. Ткацький навій ТЛБ-80 | -!!; | -!!; | ||
30. Ткацький навій МТ-330 | -!!; | -!!; | ||
31. Ткацький навій ТММ-360 | -!!; | -!!; | ||
32. Шпулі УА-300 | Пластмаса | 0,053 | ||
Додаток 2
Пробірний прилад (середні маси)
Марка верстата | Деталі пробірного приладу | Матеріал | Маса, кг | |
1. АТ-100−5М | Рейка ламелей Рама реміз Галево | Метал Деревина Метал | 0,3 1,8 100 шт. — 0,12 | |
2. АТ-120−5М | Рейка ламелей Рама реміз Галево | Метал Деревина Метал | 0,36 100 шт. — 0,12 | |
3. АТ-140−5 | Рейка ламелей Рама реміз Галево | Метал Деревина Метал | 0,42 2,2 100 шт. — 0,14 | |
4. АТ-160−5 | Рейка ламелей Рама реміз Галево | Метал Деревина Метал | 0,48 2,4 100 шт. — 0,14 | |
5. АТМ-175 | Рейка ламелей Рама реміз Галево | Метал Деревина Метал | 0,53 2,8 100 шт. — 0,16 | |
6. АТПР-100−4 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,3 2,2 100 шт. — 0,12 | |
7. АТПР-120−4 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,36 2,5 100 шт. — 0,12 | |
8. СТБ-180 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 1,2 3,8 100 шт. — 0,16 | |
9. СТБ-4−220Ж | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 1,464 4,2 100 шт. — 0,16 | |
10. СТБ-280 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 1,86 100 шт. — 0,18 | |
11. СТБ-330 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 2,2 7,8 100 шт. — 0,18 | |
12. АТПРВ-160 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,48 100 шт. — 0,14 | |
13. Р-125-А8 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,36 2,1 100 шт. — 0,12 | |
14. Р-155-А8 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,47 2,4 100 шт. — 0,12 | |
15. Н-125 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,36 2,5 100 шт. — 0,12 | |
16. ТЛБ-80 | Рейка ламелей Рама реміз Галево | Метал -!!; -!!; | 0,26 1,6 100 шт. — 0,12 | |
Додаток 3
Берда (середні маси)
Марка верстата | Маса берд за номерами, кг | |||||||||||
240−206 | 205−176 | 175−151 | 150−121 | 120−96 | 95−81 | 80−61 | 60−46 | 45−36 | 35−24 | |||
1. АТ-100−5М | 0,94 | 0,98 | 1,02 | 1,06 | 1,1 | 1,14 | 1,18 | 1,22 | 1,26 | 1,3 | 1,3 | |
2. АТ-120−6М | 1,152 | 1,192 | 1,232 | 1,272 | 1,312 | 1,352 | 1,392 | 1,432 | 1,472 | 1,512 | 1,512 | |
3. АТ-140−5 | 1,304 | 1,364 | 1,424 | 1,484 | 1,544 | 1,604 | 1,664 | 1,724 | 1,784 | 1,844 | 1,644 | |
4. АТ-160−5 | 1,486 | 1,556 | 1,626 | 1,696 | 1,766 | 1,836 | 1,906 | 1,976 | 2,046 | 2,116 | 2,116 | |
5. АТМ-175 | 1,645 | 1,715 | 1,785 | 1,855 | 1,925 | 1,995 | 2,065 | 2,135 | 2,205 | 2,275 | 2,275 | |
6. АТПР-100−4 | 1,02 | 1,08 | 1,14 | 1,2 | 1,26 | 1,32 | 1,38 | 1,44 | 1,5 | 1,56 | 1,56 | |
7. АТПР-120−4 | 1,2 | 1,26 | 1,33 | 1,4 | 1,47 | 1,54 | 1,61 | 1,68 | 1,75 | 1,82 | 1,82 | |
8. СТБ-180 | 1,56 | 1,64 | 1,72 | 1,8 | 1,88 | 1,96 | 2,04 | 2,12 | 2,2 | 2,28 | 2,28 | |
9. СТБ-4−220Ж | 1,84 | 1,96 | 2,08 | 2,2 | 2,32 | 2,44 | 2,56 | 2,68 | 2,8 | 2,92 | 2,92 | |
10. СТБ-330 | 1,56 | 1,64 | 1,72 | 1,8 | 1,88 | 1,96 | 2,04 | 2,12 | 2,2 | 2,28 | 2,28 | |
11. СТБ-280 | 1,41 | 1,47 | 1,54 | 1,6 | 1,67 | 1,73 | 1,79 | 1,86 | 1,93 | 1,99 | ||
12.АТПРВ-160 | 1,56 | 1,62 | 1,68 | 1,74 | 1,8 | 1,86 | 1,92 | 1,98 | 2,04 | 2,1 | 2,1 | |
13. Р-125-А8 | 1,4 | 1,44 | 1,48 | 1,52 | 1,56 | 1,6 | 1,64 | 1,68 | 1,72 | 1,76 | 1,76 | |
14. Р-155-А8 | 1,76 | 1,83 | 1,91 | 1,98 | 2,05 | 2,13 | 2,21 | 2,28 | 2,36 | 2,43 | 2,43 | |
15. Н-125 | 1,38 | 1,41 | 1,45 | 1,48 | 1,52 | 1,55 | 1,58 | 1,62 | 1,65 | 1,69 | 1,69 | |
16. ТЛБ-80 | 1,06 | 1,08 | 1,1 | 1,12 | 1,14 | 1,16 | 1,18 | 1,2 | 1,22 | 1,24 | 1,24 | |
Додаток 4
Умовні позначки складського обладнання і підйомно-транспортних засобів
Найменування | Позначення | Примітки | |
1. Стелаж поличний для пряжі трьохярусний | |||
2. Стелаж поличний для пряжі гравітаційний чотириярусний | Нахил у бік розвантаження | ||
3. Стелаж для снувальних валиків, непробраних ткацьких навоїв і намотувальної тари до них однорядний | |||
4. Стелаж для снувальних валиків, непробраних ткацьких навоїв і намотувальної тари до них дворядний | Нижній ряд з гравітаційним розвантаженням | ||
5. Стелаж для снувальний валиків, непробраних і пробраних навоїв механізований горизонтальний | |||
6. Стелаж для снувальний валиків, непробраних і пробраних навоїв механізований вертикальний | |||
7. Стелаж для снувальний валиків, непробраних і пробраних навоїв механізований з викатними візками | |||
8. Колиска, що перехиляється | На ланцюговому підвісному конвеєрі | ||
9. Контейнер, ящик | |||
10. Ящик-піддон | Цифра — кількість ярусів | ||
11. Візок підлоговий | |||
12. Візок підлогово-підвісний | |||
13. Візок штирьовий | |||
14. Візок-«ялинка» | |||
15. Візок причіпний для навоїв | |||
16. Ящики на піддоні | Цифра — кількість ярусів | ||
17. Бункер для пряжі (або для її намотувальної тари) | Виступ у бік розвантаження | ||
18. Ваги бункерні | |||
19. Ваги циферблатні | |||
20. Ваги автоматичні | |||
21. Автонавантажувач | Рух вправо | ||
22. Електронавантажувач | Рух вправо | ||
23. Електровізок | Рух вправо | ||
24. Електротягач підлоговий | Рух вправо | ||
25. Електротягач підлоговий з автоматичним адресуванням | Рух вправо | ||
26. Штабелер | |||
27. Кран-балка | |||
28. Маршрут (траса) підлогового транспорту | |||
29. Стрічковий конвеєр | |||
30. Ланцюговий конвеєр | |||
31. Ланцюговий (підпільний) щілинний конвеєр | |||
32. Монорейковий шлях | |||
33. Підвісний електротягач | Робота з провідником | ||
34. Підвісний електротягач | Робота з автоматичним адресуванням | ||
35. Підвісний електротягач з причіпним візком і підйомником | Робота з автоматичним адресуванням | ||