Металургія кольорових металів
Значення міді рік у рік зростає, особливо у з бурхливим розвитком енергетики, електроніки, машинобудування, авіаційної, космічній і атомної техніки. Подальший розвиток і технічний рівень мідного і нікелевого виробництв багато чому визначають технічний прогрес багатьох галузей народного господарства нашої країни, зокрема мікропроцесорної техніки. Для отримання міді використовуються всілякі засоби… Читати ще >
Металургія кольорових металів (реферат, курсова, диплом, контрольна)
1.
Введение
.
2. Опис технології отримання катодного меди.
3. Вибір технології плавки на штейне.
4. Теоретичні основи процесу Ванюкова.
5. Розрахунок матеріального і теплового баланса.
6.
Заключение
.
Металургія міді, і навіть інших важких кольорових металів є головним ланкою вітчизняної кольорової металургії. Перед важких кольорових металів до доводиться значної частини валової продукції отрасли.
Значення міді рік у рік зростає, особливо у з бурхливим розвитком енергетики, електроніки, машинобудування, авіаційної, космічній і атомної техніки. Подальший розвиток і технічний рівень мідного і нікелевого виробництв багато чому визначають технічний прогрес багатьох галузей народного господарства нашої країни, зокрема мікропроцесорної техніки. Для отримання міді використовуються всілякі засоби плавок, наприклад, плавка мідних концентратів в електричних, отражательных, шахтних печах, під час використання процесу конвертування мідних штейнов, завдяки автогенным плавкам в підвішеному стані, на штейне та інших. Сьогодні є кілька основних процесів автогенных плавок: процес «Норанда», «Уоркра», «Міцубісі» і Ванюкова. На жаль, розробка новий конструкцій печей і різних процесів вимагає значних капіталовкладень, а вільний коштів у Російських підприємств недостатньо. У цьому курсової роботі розглянуть технологія А. В. Ванюкова чи ПЖВ.
Технологія отримання катодного меди.
Электролитическое рафінування олії міді переслідує дві цели:
1) отримання міді високої чистоти (99,90—99,99% Сі), задовольняє вимогам більшості потребителей;
2) вилучення попутно з рафинированием шляхетних та інших цінних компонентів (Se, Ті, Ni, Bi і др.).
Слід зазначити, що вищий в вихідної міді зміст шляхетних металів, тим нижче буде собівартість электролитной міді. Саме тому при конвертировании мідних штейнов прагнуть використовувати як флюсу золотосодержащие кварциты.
Для електролітичного рафінування міді аноди, відлиті після вогневого рафінування, вміщують у электролизные ванни, заповнені сернокислым електролітом. Між анодами в ваннах розташовуються тонкі мідні листи — катодні основы.
При включенні ванн до мережі постійного струму відбувається електрохімічне розчинення міді на аноді, перенесення катионів через електроліт і осадження в катоді. Домішки міді причому у основному розподіляють між шламом (твердим осадом дно якої ванн) і электролитом.
Через війну електролітичного рафінування отримують катодную мідь; шлам, у якому шляхетні метали; селен;
телур і забруднений електроліт, частину доходів якого іноді використовують із отримання мідного і нікелевого купоросов. З іншого боку, внаслідок неповного електрохімічного розчинення анодів отримують анодные залишки (анодный скрап).
Электролитическое рафінування олії міді грунтується на відмінності її електрохімічних властивостей і які у ній домішок. У таблиці наведено нормальні электродные потенціали міді найчастіше трапляються у ній примесей.
Мідь належить до групи электроположительных металів, її нормальний потенціал +0,34 У, що дозволяє здійснювати процес електролізу у водних розчинах (зазвичай, у сернокислых).
На катоді протікають самі електрохімічні реакції, але у напрямку. Співвідношення між одновалентной і двухвалентной міддю в розчині визначається рівновагою реакції диспропорционирования.
Отже, може рівноваги концентрація в розчині іонів Сu+ приблизно тисячу разів менше, ніж концентрація іонів Си2+. Проте реакція має важливе значення для електролізу. Вона, зокрема визначає перехід міді в шлам. У початковий момент поблизу анода в розчині співвідношення двохі одновалентной міді відповідає константі рівноваги. Проте внаслідок більшого заряду і меншого іонного радіуса швидкість переміщення двовалентних іонів до катоду перевищує швидкість перенесення іонів одновалентных. Внаслідок цього в прианодном шарі концентрація іонів Си2+ стає вище рівноважної і реакція починає у бік освіти тонкого порошку міді, выпадающего в шлам.
Як зазначалося вище, электролитическое рафінування олії ведуть у сернокислых розчинах. Електропозитивний потенціал міді дає можливість окреслити мідь на катоді з кислих розчинів без побоювання виділення водню. Введення ЄІАС у електроліт поруч із мідним купоросом вільної сірчаної кислоти істотно підвищує електропровідність розчину. Пояснюється це більшої рухливістю іонів водню проти рухливістю великих катионів і складних анионных комплексов.
Заради покращання якості катодного поверхні в електроліти для рафінування міді усім заводах обов’язково вводять різноманітні поверхнево-активні (колоїдні) добавки:
клей (частіше столярний), желатин, сульфитный щілин. У процесі електролізу лежить на поверхні катода можуть утворюватися дендрити, що зменшує у цьому місці відстань між катодом і анодом. Зменшення межэлектродного відстані веде до зменшення електричного опору, отже, до місцевому збільшення щільності струму. Останнє своє чергу обумовлює прискорене осадження міді на дендрите і прискорений його зростання. Розпочатий зростання дендрита зрештою можуть призвести до короткого замиканню між катодом і анодом. За наявності дендритов сильно розвинена поверхню катода утримує дуже багато електроліту й погано промивається, що українці погіршує якість товарних катодів, а може викликати шлюб катодного міді за складом. Один із пояснень механізму дії поверхнево-активних речовин у тому, що вони адсорбуються найбільш активних частинах поверхні і є у своїй викликають місцеве підвищення електричного опору, як і перешкоджає зростанню дендрита. У результаті поверхня катодів виходить більш рівній, а катодний осад більш щільним. Після вирівнювання катодного поверхні колоїдна добавка десорбирует в электролит.
Розчини колоїдних добавок безупинно вводять у який циркулює електроліт. Вигляд і витрати поверхнево-активних речовин різні кожному за підприємства. Зазвичай застосовують одночасно дві добавки. На 1 т одержуваної катодного міді витрачають 15—40 р клею, 15—20 р желатину, 20—60 р сульфітних щолоков чи 60—100 р тиомочевины.
Основними вимогами, що висуваються до електроліту, є її висока електропровідність (низька електричне опір) і чистота. Проте реальні електроліти, крім сульфату міді, сірчаної кислоти, води та необхідних добавок, обов’язково містять розчинені домішки, що містяться у анодноюміді. Поведінка домішок анодною міді при электролитическом рафинировании диктується їхнє становище у ряду напруг. По електрохімічним властивостями домішки можна розділити чотирма группы:
I група — метали більш электроотрицательные, ніж мідь (Ni, Fe, Zn і др.);
II група — метали, близько які у ряду напруг к-меди (As, Sb, Bi);
III група — метали більш электроположительные, ніж мідь (Au, Ag і платиноиды);
IV група — электрохимически нейтральні за умов рафінування міді хімічні сполуки (Cu2S, Cu2Se, Cu2Te, AuTe2, Ag2Te).
Домішки першої групи, які мають найбільш электроотрицательным потенціалом, практично цілком переходить до електроліт. Виняток становить лише нікель, майже п’ять% якого з анода осаджується в шлам як твердого розчину нікелю в міді. Тверді розчини згідно із законом Нернста стають навіть більше электроположительными, ніж мідь, що є причиною їхньої переходу в шлам.
Особливо проти переліченими групами примесей-ведут себе свинець і олово, котрі за електрохімічним властивостями ставляться до домішкам I групи, але з своєї поведінки у процесі електролізу можна віднести до домішкам III і IV груп. Свинець і олово утворюють нерозчинні в сернокислом розчині сульфат свинцю PbS04 і метаоловянную кислоту H2SnO3. Электроотрицательные домішки на катоді за умов електролізу міді мало глушаться та поступово накопичуються в электролите. При великий концентрації в электролите металів першої групи електроліз може істотно расстроиться.
Нагромадження в электролите сульфатів заліза, нікелю і цинку знижує концентрацію в электролите сульфату міді. З іншого боку, участь электроотрицательных металів в перенесення струму через електроліт посилює концентрационную поляризацію у катода.
Электроотрицательные метали можуть потраплятимуть у катодную мідь переважно у вигляді межкристаллических включень. розчину чи основних солей, особливо в їх значної концентрації в электролите. У практиці електролітичного рафінування міді категорично не рекомендується допускати їх концентрацію в розчині понад наступних значень, г/л: 20 Ni; 25 Zn; 5 Fe.
Домішки II групи (As, Sb, Bi), мають близькі до міді электродные потенціали, є шкідливими з погляду можливості забруднення катода. Будучи трохи більше электроотрицательными проти міддю, вони цілком розчиняються на аноді із заснуванням відповідних сульфатів, що накопичуються в электролите. Проте сульфати цих домішок нестійкі й у значною мірою піддаються гидролизу, створюючи основні солі (Sb і Bi) чи мышьяковистую кислоту (As). Основні солі сурми утворюють плаваючі в электролите пластівці студенистых опадів («плавучий» шлам), які захоплюють частково і мышьяк.
У катодні опади домішки миш’яку, сурми і вісмуту можуть потрапляти як електрохімічним, і механічним шляхом внаслідок адсорбції тонкодисперсных частинок «плавучого» шламу. Отже, домішки II групи розподіляють між електролітом, катодного міддю і шламом. Гранично допустимі концентрації домішок II групи в электролите становлять, г/л:
9 As; 5 Sb і 1,5 Bi.
Більше электроположительные проти міддю домішки (III група), до яких належать шляхетні метали (переважно, Au і Ag), відповідно до становище у ряду напруг повинні переходити в шлам як тонкодисперсного залишку. Про це свідчить практикою електролітичного рафінування меди.
Перехід золота в шлам становить понад 99,5% з його вмісту у анодах, а срібла — більш 98%. Кілька менший перехід срібла в шлам проти золотом пов’язаний із тим, що срібло здатне у кількості розчинятися в электролите і далі з розчину виділятися на катоді. Для зменшення розчинності срібла і перерахування їх у шлам у складі електроліту вводять небагато іона хлору.
Попри практично повне переведення золота і срібла в шлам, вони ж у кількості потрапляють у катодні опади. Пояснюється це механічним захопленням взмученного шламу й почасти явищем катофореза. На механічне перенесення шламу на катод впливають застосовуваний щільність струму і взаємопов'язана із нею швидкість циркуляції електроліту. Зі збільшенням швидкості циркуляції внаслідок взмучивания шламу перехід золота і срібла на катод зростає. При виборі щільності струму і способу циркуляції електроліту необхідно враховувати зміст шляхетних металів в анодах. У випадку їхнього підвищеного змісту щільність струму має бути меншою. Зниженню перенесення шламу на катод сприяє також його присутність серед ванній зони відстоювання (область від нижнього кінця катода до дна ванни). У багатьох заводах електроліт перед його поверненням в ванну в циклі циркуляції піддають фильтрованию, що зменшує втрати шламу і відданість забезпечує отримання більш чистої меди.
Аналогічно электроположительным домішкам поводяться при електролізі міді хімічні сполуки (домішки IV групи). Хоча у принципі хімічні з'єднання та можуть окисляться на аноді і відновлюватися на катоді, які використовують у спеціальних процесах, за умов електролітичного рафінування міді анодного потенціалу замало їх окислення. Тому, за електролізі міді в электродных процесах де вони беруть участь і в міру розчинення анода обсипаються на дно ванни. У нинішньому вигляді селенидов і теллуридов переходить до шлам більш як 99% селену і теллура.
Отже, внаслідок електролітичного рафінування анодною міді все які у ній домішки розподіляють між катодного міддю, електролітом і шламом " .
Основними характеристиками, визначальними параметри і отримала показники електролітичного рафінування міді, є щільність струму, вихід металу по току, напруга на ванній, питома витрата электроэнергии.
Щільність струму є найважливішим параметром процесу електролізу. Вона виявляється у амперах на одиницю поверхні електрода (D=I/S). У металургії міді її прийнято висловлювати в амперах на вартість квадратного метра площі катодів. За законом Фарадея за кожен 1 А • год електрики осаджується 1 електрохімічний еквівалент металу. Для міді він дорівнює 1,1857 г/А • год. Отже, зі збільшенням щільності струму інтенсивність (продуктивність) процесу електролізу зростає. Розмір щільності струму, коли він проводять процес електролітичного рафінування, визначає усі його основні техніко-економічні показники: напруга на ванній, вихід по току, витрати, і навіть капітальні і експлуатаційні витрати. Зі збільшенням щільності струму за інших рівних умов збільшується продуктивність цеху, зменшуються число потребных ванн, видатки капітальне будівництво і робочої сили, але зростають видатки електроенергію. Слід зазначити, проте, що зі збільшенням щільності струму збільшуються втрати шляхетних металів з допомогою більшого взмучивания шламу і захоплення його зростаючим катодным осадом. Нині застосування особливих режимів електролізу (реверсивного струму, зміненої системи циркуляції електроліту та інших.) дозволяє довести щільність струму до 500 А/м2 і более.
Електрохімічний еквівалент міді становить 1,1857 г/А • год. Але практично при електролізі виділення 1 г-экв металу витрачається електрики більше. Це позірна протиріччя пояснюється лише тим, що коли частина електричного струму витрачається побічні електрохімічні процеси та відплив струму. Ступінь використання струму на основний електрохімічний процес називається виходом металу по току.
У практиці електрометалургії кольорових металів здебільшого має справу з катодным виходом по току, оскільки маса катодного осаду визначає кінцевий вихід товарної продукції. Навмисний підвищений переклад міді в електроліт з допомогою хімічного розчинення часто зумовлюють кон’юнктурними міркуваннями. Надлишкова мідь то, можливо виділено з електроліту як мідного купоросу за його регенерації. Там, коли у мідному купоросе, використовуваному переважно для боротьби із хворобами і шкідниками сільськогосподарських рослин, дуже великий (наприклад, в НРБ), допускається робота електролізних цехів із підвищеною температурою электролита.
Вибір технології плавки на штейне.
Майже століття в металургії міді близько півстоліття в металургії нікелю (у Канаді) «панує» відбивна плавка. Своє стала вельми поширеною вона отримала завдяки освоенности плавки стосовно переробці різних видів дрібних рудних матеріалів, переважно флотационных концентратів, простоті організації процесу майже будь-яких умов металургійного виробництва. Основні причини гостру потребу заміни отражательной плавки стали високі вимоги до запобіганню забруднення довкілля викидами оксидів сірки. У разі отражательной плавки, яка характеризується освітою величезних кількостей дуже бідних по SO2 газів, їх знешкодження потребує великих капітальних видатків і обходиться дороге експлуатації. У зв’язку з цим, соціальній та через відкликання необхідністю активного використання теплотворної спроможності сульфидов та інших розглянутих вище чинників розроблено й освоєно нові шляхи плавки мідного сировини. Переважно це — автогенні процеси, поєднують у собі випал, плавку і конвертування. У цих процесах більшість сірки перетворюється на що відходять гази з досить високою і під постійним змістом SO2.
Нижче наведені порівняльні основні техніко-економічні показники що застосовуються у зараз у мідної промисловості пирометаллургических процессов.
Вже стадії освоєння процесу плавки в рідкої ванній досягнуто питома продуктивність, що перевищує більш ніж 15 раз продуктивність отражательной печі при плавленні сирої шихти, й у 6—8 раз продуктивність КВП і фінської технології. Можливо широке управління складом штейну й одержання на багатих штейнах щодо бідних відвальних шлаков.
Процес характеризується низьким пылеуносом та придбанням возгонов, багатих за змістом цінних компонентів. Для процесу створена надійна і довговічна апаратура. Процес не вимагає складної підготовки сировини й доречний під час переробки як кусковий руди, і концентратів різного складу. За показниками він переважає всі відомі у у світовій практиці процеси. Процес можна вважати переважно освоєним і гідною широкого та швидкого запровадження у вітчизняної мідної і нікелевої промышленности.
Крім основного спрямування плавки сульфідних концентратів на штейн, плавка в рідкої ванній придатна якомога ширшої застосування. При впровадженні процесу у рідкої ванній необхідно враховувати його можливості, шляху й напрями розвитку, які здійснюватися вже у недалекому будущем.
До перспективних напрямків ставляться передусім пряме отримання чорнової міді глибоке збіднення шлаків, пряме отримання мідно-нікелевого файнштейна, плавка колективних мідно-цинкових концентратів, комплексна переробка відвальних шлаків. Заслуговує на увагу також використання принципів плавки в рідкої ванній на переробку окислених нікелевих і залізних руд.
Процес ПЖВ забезпечує кращу продуктивність серед усіх типів процесів, перевершуючи їх у десятки відсотків. Зміст міді в штейне становить близько 45−55%, що середнім рівнем; в шлаку міді, фактично, мінімум, дозволене сьогоднішніми технологіями. Завдяки цього процесу досягається впевнене розподіл 30% SiO2 в шлак. Процес може переробляти досить велику шихту, що знижує видатки її здрібнення і обробку. Низький витрати також вносить свій внесок у те, що технологічний процес А. В. Ванюкова одну з найкращих за своїми техніко-економічним показниками.
Процес плавки в рідкої ванній (ПЖВ).
Оригінальний процес автогенной плавки сульфідних мідних і мідно-цинкових концентратів, під назвою авторами цієї книжки «плавкою в рідкої ванній», почав розроблятися Радянському Союзі 1951;го р Подальші розробка і впровадження до 1986 р. велися під загальним науковим керівництвом проф. А. У. Ванюкова.
Перші випробування цього плавки було проведено лабораторних і заводських умовах перетворюється на 1954—1956 рр. Нині методом плавки в рідкої ванній працюють промислові установки на мідному заводі Норильського ГМК і Балхашском гірничо-металургійному комбинате.
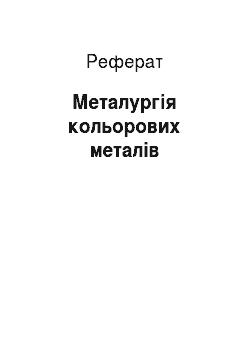
Схема печі для плавки в рідкої ванне:
1 — шихта; 2 — дуття; 3 — штейн; 4 — шлак; 5 — гази; 6 — кладка печі; 7 — мідні литі кессоны; 8 — фурмы; 9загрузочная воронка; 10 — аптейк; 11 — штейновый сифон; 12шлаковый сифон.
Процес ПЖВ запатентовано низці країн. Під час розробки процесу плавки в рідкої ванній ставилося завдання створення максимально сприятливих умов перебігу всіх фізико-хімічних процесів. Запропоновано кілька варіантів технологічного і апаратурного оформлення процесу у залежність від складу вихідного сировини й кінцевих результатів її переробки. Розглянемо роботу плавильної печі для автогенной і полуавтогенной плавки сульфідних мідних концентратів із отриманням багатого штейну. Для процесу плавки запропоновано використовувати частково кессонированную піч шахтного типу. Оптимальна довжина промислових печей визначається потребной одиничної потужністю агрегату, т. е. його абсолютної добової продуктивністю, і може змінюватися від 10 до 30 метрів і більш. Ширина печей цьому з урахуванням можливостей дутьевого господарства і властивостей розплавів становить 2,5—3, висота шахти 6—6,5 м. Відмінною рисою конструкції печі є високе розташування дутьевых фурм над подом (1,5—2 м).
Зміст кисню в дуття задля забезпечення автогенного режиму при плавленні сухий шихти з вологістю менш 1—2% становить 40—45%, вологій (6—8% вологи) 55—65%. У печі можна плавити як малі матеріали, і кусковую шихту. Велику спекотну і вологу шихту завантажують безпосередньо на поверхню розплаву. За необхідності сухі дрібні й пылевидные матеріали можуть вдуваться через фурмы. Отже, плавлення шихти і окислювання сульфидов у процесі ПЖВ здійснюються у шарі расплава.
Шлак і штейн випускаються роздільно з частині ванни з допомогою сифонов.
Характерною ознакою плавки в рідкої ванній, отличающей її від всіх розглянутих раніше процесів, і те, що плавлення і окислювання сульфидов здійснюються у ванній шлаку, а чи не штейну, і шлак рухається в печі над горизонтальному напрямі, як це має місце переважають у всіх відомих процесах плавки, а вертикальному — згори вниз.
Горизонтальній площиною по осях фурм розплав в печі ділиться на дві зони: верхню надфурменную (барботируемую) і нижню подфурменную, де розплав перебуває у щодо спокійному состоянии.
У надфурменной зоні здійснюються плавлення, розчинення тугоплавких складових шихти, окислювання сульфидов і укрупнення дрібних сульфідних частинок. Великі краплі сульфидов швидко осідають в шарі шлаку, багаторазово промиваючи шлак час його руху згори донизу в подфурменной зоні. При безупинному здійсненні процесу встановлюється динамічну рівновагу між кількістю вступників із дрібних сульфідних частинок, швидкістю їх укрупнення й відокремлення від шлаку. Через війну одночасного перебігу цих процесів встановлюється постійне зміст сульфидов (крапель) в шлаку, лежаче лише на рівні 5—10% від безлічі розплаву. Отже, всі в надфурменной області протікають у шлако-штейновой емульсії, у якій переважає шлак.
Окислювання сульфидов, як відомо, є дуже швидким процесом і звичайно не обмежує кінцеву продуктивність агрегатів. У виробничих процесах бажано як не підвищувати, і навіть уповільнювати швидкість окислення сульфидов. Справді, великі швидкості окислення сульфидов, наприклад при продувке рідких сульфидов киснем, призводять до надмірного підвищенню температури у сфері фурм.
Окислювання сульфидов в шлако-штейновой емульсії протікає менш інтенсивно, ніж у сульфидном розплаві, фокус горіння розтягується, що дозволяє уникнути локального підвищення температури у сфері фурм навіть за використанні чистого кисню. Це своє чергу полегшує завдання створення надійної і довговічною апаратури. У цьому швидкість окислення досить високою і рівень використання кисню на окислювання сульфидов практично дорівнює 100% незалежно від необхідному його кількості, подаваемом в розплав. Отже, і за окислюванні сульфидов в шлако-штейновой емульсії їхнє окислення не лімітує продуктивності агрегату. Можливість інтенсивного окислення сульфидов в шлако-штейновой емульсії без великого локального підвищення температури у сфері фурм є важливим гідністю плавки в рідкої ванне.
Окислювання сульфидов в шлако-штейновой емульсії є складний многостадийный процес, що з окислення крапельок штейну, окислення розчинених у шлаку сульфидов, окислення FeO шлаку до магнетита і окислення сульфидов магнетитом. Отже, шлак є також передавачем кисню. По останніх даних, найбільше значення має тут стадія окислення сульфидов, розчинених у шлаке.
Характерна риса окислення сульфидов в шлако-штейновой емульсії у тому, що його не супроводжується освітою первинних залізистих шлаків і випаданням дрібних сульфідних частинок. Оксиди, які утворюються лежить на поверхні сульфідних крапель, негайно розчиняються в шлаку кінцевого состава.
Відсутність умов освіти значних кількостей дрібної сульфидной суспензії є важливим гідністю плавки в рідкої ванній, що створює передумови щоб одержати бідних відвальних шлаков.
Високий рівень використання кисню забезпечує просте управління складом штейну і співвідношенням кількостей подаваного через фурму кисню і загружаемых через те водночас концентратів. Склад штейну можна регулювати широтою діапазону до отримання білого матта і навіть чорнової міді. Нагадаємо, що втрати міді зі шлаком починають різко зростати, коли неї давав в штейне перевищить 60%. Тому, за плавленні на штейн, тоді як технологічної схемою не передбачається спеціальне збіднення шлаку, збільшувати зміст міді в штейне понад 50—55% недоцільно. З отриманням білого матта чи чорнової міді в технологічну схему повинна обов’язково включатися операція збідніння шлаков.
Розчинення тугоплавких складових шихти одна із щодо повільних процесів. Енергійний барботаж ванни різко прискорює процес розчинення кварцу і компонентів порожній породи, що дозволяє вживати навіть порівняно великі флюси. Промислові випробування довели, що з крупности кварцу близько 50 мм його розчинення важить на продуктивність печі, по крайнього заходу, до питомої проплава, рівного 80 т/(м2 • сут). Висока швидкість розчинення тугоплавких складових є важливим особливістю плавки в рідкої ванне.
Мінімальна зміст магнетита в шлаках — обов’язкова умова досконалого плавильного процесу. Як мовилося раніше, зі збільшенням змісту магнетита різко зростає зміст розчиненої міді в шлаках. З іншого боку, підвищення змісту магнетита (ступеня окисленности системи) призводить до зниження межфазного натягу за українсько-словацьким кордоном розділу штейну і шлака.
Заключение
.
У цьому курсової роботі підготували теплової та матеріальний баланс процесу плавки на штейне з прикладу плавки в рідкої ванній чи процесі А. В. Ванюкова, який був обраний через своїх техніко-економічних показників.
Технологічний процес А. В. Ванюкова дозволив перекласти на конверторний шлак 24% кварцу, 3% міді, 52% заліза, 17,32% кисню; в 45%-тый мідний штейн: майже 20% заліза, 25% сірки; в шлак після додавання кварцевого і вапнякового флюсів перейшло: 33% кварцу і шість% оксиду кальцію (згідно з необхідними показниками), і навіть 33.63% заліза і майже 0.6% міді.
Діяльність також був теплової баланс процесу, що дозволило зробити такі висновки: тепло на нагрівання конверторного шлаку становило 4638,9 Ккал, на реакції окислення і шлакообразования: 85 720,01 Ккал, на нагрівання штейну, шлаку і відведених газів з урахуванням необхідного палива на розмірі 0,694 кг вугілля (95% З, 5% інших): 10 289.08 Ккал, 30 132,28 Ккал і 20 751,2 Ккал відповідно. Випаровування вологи зажадало 4290,22 Ккал, а втрати склали 14 146,15 ккал.
Що Відходять гази прийняли остаточний вид: SO2 ~ 53,83%, CO2 ~ 7,35%, N2 ~ 12,74%. Слід зазначити те, що обсяг необхідного дутися на спалювання 0,694 кг палива становив 1,36 нм3.
Отже, з прикладу даної роботи, ми знову переконалися, що плавки за технологією А. В. Ванюкова одна із кращих за своїми техніко-економічним показниками, і сподіваюся, що з недостатнім розвитком науку й появою вільних коштів в підприємств, і навіть НДІ, дозволить у його усовершенствовать.