Функционально-стоимостной аналіз політики та управління затратами
Наименование |Номер і |Код |Розміри елемента, мм. |Z |Kт |t'o |Kвт |Техноло|tоп |tоо — |деталі |найменування |эле-м| — |чи — | |р код |хв |хв — | |елемента |ента — | — | — | — | — | — | — | |У розділі ст — | — | — | — | — |D |d |L |h |m — | — | — | — | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 |13 |14 |15 — | — | — | — | — | — | — | — | — |Фланец |1. Зовнішня |Э1 |265 — |30 — | |1 |9 |0,29|1,9 |Т… Читати ще >
Функционально-стоимостной аналіз політики та управління затратами (реферат, курсова, диплом, контрольна)
смотреть на реферати схожі на «Функционально-стоимостной аналіз стану та управління витратами «.
Московський Державний Технологічний Университет.
СТАНКИН.
Кафедра «Виробничий менеджмент».
Курсова робота з дисципліни «Функционально-стоимостной аналіз політики та управління затратами».
Тема роботи: «Функционально-стоимостной аналіз изделия:
«з'єднання валів бесшпоночное» з річним обсягом производства.
(продажів) 640 прим., момент, який зроблено вартісні оцінки 24 грудня 1997 г.".
Студент:
Кузин До. З. /________/.
Группа:
Э-9−30.
Оценка:
Керівник: Бикова У. Р. /_______/.
Дата здачі зачета:
Москва 1997.
ЗМІСТ КУРСОВОЙ РАБОТЫ:
1. Визначення витрат за виготовлення изделия.
1.1. Призначення і опис роботи изделия.
1.2. Поэлементный розрахунок основного часу обробки деталей.
1.3. Визначення маси заготовок деталей.
1.4. Розрахунок витрат за основні материалы.
1.5. Визначення трудомісткості обробки деталей.
1.6. Визначення технологічної собівартості деталей.
2. Аналіз функцій і затрат.
2.1. Формулювання і класифікація функций.
2.2. Побудова і аналіз функционально-структурной схеми изделия.
2.3. Визначення й аналіз витрат за виконання функций.
2.4. Визначення пріоритетних напрямів пошуку нових прийняття рішень та прогнозування економії від зниження витрат за функции.
3. Управління затратами.
3.1. Калькуляція собівартості изделия.
3.2. Визначення критичного обсягу производства.
3.3. Основні економічні показатели.
Список використовуваної литературы.
1. ВИЗНАЧЕННЯ ВИТРАТ НА ВИГОТОВЛЕННЯ ИЗДЕЛИЯ.
1.1. Призначення і опис роботи изделия.
Анализируемая конструкція є муфтою — з'єднувальним пристроєм для валів приводів, кінці яких підходить до іншому на невеличке відстань, причому з'єднання валів муфтою виконано в такий спосіб, що його допускає передачу обертаючого моменту від однієї валу до другому.
Крім обертаючого моменту, конструкція муфти дозволяє долати изгибающий початок і сприймати осьове зусилля. Муфта із наперед заданими конструктивними розмірами може передавати поводить момент Т = 100 М м, максимальний поводить момент Т (= 16 500 М м.
Муфта складається з чопи сполучної (дет. № 1), двох обойм (дет. № 2), двох фланців натискних (дет. № 3), двох кілець наполегливих (дет. № 4) і двох фланців (дет. № 5). Муфту необхідно зібрати, як показано на складальному кресленні. З допомогою гвинтів (дет. № 6) необхідно стиснути фланці те щоб кінці валів з'єдналися жестко.
Муфта працює так: після складання муфти й жорсткого сполуки кінців валів відбувається деформація поверхонь дотику дет. № 3, № 5, № 2. Зусилля від рівномірного затягування гвинтів через вищезгадані деталі передаються на втулку сполучну, а втулка, на свій чергу, через поверхню зустрічі з кінцями валів, деформуючись, жорстко з'єднує кінці валів приводу. Таке адаптер дозволяє передати крутний момент від однієї валу до другому.
Форма 1.
Специфікація вироби (оригінальні детали).
|Номер |Найменування деталі |Колич.,|Масса, |Матеріал | |деталі| |прим. |кг. | | |1 |2 |3 |4 |5 | |1 |Втулка сполучна |1 |13,323 |У розділі ст 3 | |2 |Обойма |2 |1,417 |У розділі ст 3 | |3 |Фланец нажимной |2 |8,482 |У розділі ст 3 | |4 |Кільце завзяте |2 |0,338 |У розділі ст 3 | |5 |Фланец |2 |6,220 |У розділі ст 3 |.
1.2. Поэлементный розрахунок основного часу обробки деталей.
Поэлементный розрахунок основного часу обробки деталей представлено формі 2. tоп = t’о kоб Z, tоо = (kвт — 1) tоп, tоп — основне час попередніх переходів при обробці елемента деталі, хв., t’о — наведене основне час чорнових переходів, мин.,.
Z — кількість елементів даного найменування у деталі, tоо — основне час остаточних (чистових) переходів, kвт — коефіцієнт часу чистових переходов.
Форма 2.
Поэлементный розрахунок основного часу обробки деталей.
|Найменування |Номер і |Код |Розміри елемента, мм. |Z |Kт |t'o |Kвт |Техноло|tоп |tоо | |деталі |найменування |эле-м| | |чи | | |р код |хв |хв | | |елемента |ента | | | | | | | | | | | | | | |У розділі ст | | | | | | | | | |D |d |L |h |m | | | | | | | | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 |13 |14 |15 | | | | | | | | | | | | | | | | | |Втулка |1. Торцевая |Э15 |140 |100 | | | |2 |11 |0,8 |1,4 |Т |0,8 |0,32 | |соединительная|поверхность | | | | | | | | | | | | | | | |циліндра | | | | | | | | | | | | | | | |2. Зовнішня | | | | | | | | | | | | | | | |гладка |Э1 |140 | |73 | | |2 |9 |0,21|1,9 |Т |0,21|0,192| | |цилиндрическая | | | | | | | | |3 | | |3 | | | |поверхню | | | | | | | | | | | | | | | |3. Зовнішня | | | | | | | | | | | | | | | |гладка |Э1 |150 | |64 | | |1 |10 |0,21|1,6 |Т |0,10|0,064| | |цилиндрическая | | | | | | | | |4 | | |7 | | | |поверхню | | | | | | | | | | | | | | | |4. Отвір з | | | | | | | | | | | | | | | |глад- |Э8 |100 | |210 | | |1 |9 |3,1 |1,9 |КШ |1,55|1,395| | |кими стінками, | | | | | | | | | | | | | | | |получаемое | | | | | | | | | | | | | | | |расточкой | | | | | | | | | | | | | | | |5. Торцевая | | | | | | | | | | | | | | | |поверхню |Э15 |150 |140 | | | |2 |9 |0,2 |1,9 |ТШ |0,2 |0,18 | | |циліндра | | | | | | | | | | | | | | |Разом по деталі «Втулка сполучна»: |2,65|2,151| | |7 | | | | | | | | | | | | | | | | | | |Обойма |1. Торцевая |Э15 |160 |140 | | | |2 |11 |0,4 |1,4 |Т |0,4 |0,16 | | |поверхню | | | | | | | | | | | | | | | |циліндра | | | | | | | | | | | | | | | |2. Отвір з | | | | | | | | | | | | | | | |гладенькими |Э8 |140 | |52 | | |1 |9 |1,92|1,9 |КШ |0,96|0,864| | |стінками | | | | | | | | | | | | | | | |3. Зовнішня | | | | | | | | | | | | | | | |гладка |Э2 |155 | |30 | | |1 |9 |0,18|1,9 |Т |0,09|0,083| | |конічна | | | | | | | | |5 | | |3 | | | |поверхню | | | | | | | | | | | | | | | |4. Зовнішня | | | | | | | | | | | | | | | |гладка |Э2 |155 | |22 | | |1 |9 |0,17|1,9 |Т |0,08|0,08 | | |конічна | | | | | | | | |7 | | |9 | | | |поверхню | | | | | | | | | | | | | | |Разом по деталі «Обойма»: |1,54|1,024| | |2 | |.
Форма 2.
|Наименование |Номер і |Код |Розміри елемента, мм. |Z |Kт |t'o |Kвт |Техноло|tоп |tоо | |деталі |найменування |эле-м| | |чи | | |р код |хв |хв | | |елемента |ента | | | | | | | | | | | | | | |У розділі ст | | | | | | | | | |D |d |L |h |m | | | | | | | | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 |13 |14 |15 | | | | | | | | | | | | | | | | | |Фланец |1. Зовнішня |Э1 |265 | |30 | | |1 |9 |0,29|1,9 |Т |0,14|0,133| |нажимной |гладка | | | | | | | | |5 | | |8 | | | |цилиндрическая | | | | | | | | | | | | | | | |поверхню | | | | | | | | | | | | | | | |2. Торцевая | | | | | | | | | | | | | | | |поверхню |Э15 |265 |150 | | | |1 |9 |2,3 |1,9 |Т |1,15|1,035| | |циліндра | | | | | | | | | | | | | | | |3. Торцевая | | | | | | | | | | | | | | | |поверхню |Э15 |265 |160 | | | |1 |9 |2,1 |1,9 |Т |1,05|0,945| | |циліндра | | | | | | | | | | | | | | | |4. Отвір | | | | | | | | | | | | | | | |конічне з |Э7 |160 |150 |30 | | |1 |9 |5,55|1,9 |СШ |2,77|2,498| | |гладенькими | | | | | | | | | | | |5 | | | |стінками | | | | | | | | | | | | | | | |5. Отвір | | | | | | | | | | | | | | | |циліндричне |Э6 |15 | |30 | | |6 |9 |1,35|1,9 |ТШ |4,05|3,645| | |з гладенькими | | | | | | | | | | | | | | | |стінками | | | | | | | | | | | | | | |Разом по деталі «Фланец нажимной»: |9,17|8,256| | |3 | | | | | | | | | | | | | | | | | | |Кільце упорное|1. Пласке |Э14 |240 |220 |722 | | |2 |9 |0,73|1,9 |ФШ |0,73|0,659| | |поверхню | | | | | | | | |2 | | |2 | | | |горизонтальна | | | | | | | | | | | | | | | |чи | | | | | | | | | | | | | | | |вертикальна | | | | | | | | | | | | | | |Разом по деталі «Кільце завзяте»: |0,73|0,659| | |2 | |.
Форма 2.
|Наименование |Номер і |Код |Розміри елемента, мм. |Z |Kт |t'o |Kвт |Техноло|tоп |tоо | |деталі |найменування |эле-м| | |чи | | |р код |хв |хв | | |елемента |ента | | | | | | | | | | | | | | |У розділі ст | | | | | | | | | |D |d |L |h |m | | | | | | | | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 |13 |14 |15 | | | | | | | | | | | | | | | | | |Фланец |1. Зовнішня |Э1 |265 | |22 | | |1 |9 |0,28|1,9 |Т |0,11|0,129| | |гладка | | | | | | | | |7 | | |4 | | | |цилиндрическая | | | | | | | | | | | | | | | |поверхню | | | | | | | | | | | | | | | |2. Торцевая | | | | | | | | | | | | | | | |поверхню |Э15 |265 |150 | | | |1 |9 |2,3 |1,9 |Т |1,15|1,035| | |циліндра | | | | | | | | | | | | | | | |3. Торцевая | | | | | | | | | | | | | | | |поверхню |Э15 |265 |160 | | | |1 |9 |2,1 |1,9 |Т |1,05|0,945| | |циліндра | | | | | | | | | | | | | | | |4. Отвір | | | | | | | | | | | | | | | |конічне з |Э7 |160 |150 |22 | | |1 |9 |5,31|1,9 |СШ |2,65|2,39 | | |гладенькими | | | | | | | | | | | |5 | | | |стінками | | | | | | | | | | | | | | | |5. Отвір | | | | | | | | | | | | | | | |циліндричне |Э6 |М14 | |22 | | |6 |9 |1,08|2,5 |З |3,24|4,86 | | |з гладенькими | | | | | | | | | | | | | | | |стінками | | | | | | | | | | | | | | |Разом по деталі «Фланец»: |8,23|9,359| | |9 | |.
1.3. Визначення маси заготовок деталей.
Розрахунки з визначення маси заготовок виконуються в графах 1−7 форми 3. Дані про деталях: найменуванні, кількості в виробі, масі однієї деталі (графи 1−4) беруть із форми 1.
1.4. Розрахунок витрат за основні материалы.
Розрахунок витрат за основні матеріали виконується в графах 8−12 форми 3 відповідно до наведеними нижче формулами.
Форма 3.
Розрахунок витрат за основні материалы.
| | | | | | | | | | | | | |Номер|Наименовани|nд,|Gд, |G |Вигляд |Gз, |Вг, |Ц'б,|Дата |Ц, |Sм, | |детал|е деталі |шт.|кг. |фз, |заго|кг. |прим. |руб.|действ|руб.|руб. | |і | | | |кг. |- | | |за |-іє |за | | | | | | | |товк| | |кг. |ціни |кг. | | | | | | | |і | | | | | | | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 | |1. |Втулка |1 |13,2|20,5|отли|20,5|704 |4700|май |6173|126 | | |соединитель| |32 |00 |в- |00 | | |1995 | |546,5 | | |ная | | | |ка | | | |р. | | | |2. |Обойма |2 |1,41|3,23|поко|3,23|1 |4700|май |6173|39 | | | | |7 |3 |в- |3 |408 | |1995 | |914,6 | | | | | | |ка | | | |р. | | | |3. |Фланец |2 |8,48|10,7|поко|10,7|1 |4700|май |6173|132 | | |нажимной | |2 |59 |в- |59 |408 | |1995 | |830,6 | | | | | | |ка | | | |р. | | | |4. |Кільце |2 |0,33|0,44|прок|0,44|1 |4700|май |5551|4 | | |завзяте | |8 |2 |ат |2 |408 | |1995 | |907,1 | | | | | | | | | | |р. | | | |5. |Фланец |2 |6,22|8,15|поко|8.15|1 |4700|май |6173|100 | | | | |0 |1 |в- |1 |408 | |1995 | |632,2 | | | | | | |ка | | | |р. | | | |Разом: |404 | | |831 |.
Ц = Ц’б Iц Кс Кср
Sм = nд Gз Ц
1.5. Визначення трудомісткості обробки деталей.
Форма 4.
Розрахунок трудомісткості обробки деталей.
| | | | | | | | | | | | |Номер|Наименовани|nд,|Топ, |Тов, |Те, |Технол|Ту, |П, |Тпз, |Тт, | |детал|е деталі |шт.|мин. |хв. |хв. |. |хв. |прим. |хв. |хв. | |і | | | | | |код | | | | | | | | | | | |деталі| | | | | |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 | |1. |Втулка |1 |2,657|2,151|4,808|ТКШ |11,29|57 |1,175|16,397| | |соединитель| | | | | |3 | | | | | |ная | | | | | | | | | | |2. |Обойма |2 |1,542|1,024|2,566|ТКШ |7,328|57 |1,088|21,026| |3. |Фланец |2 |9,173|8,256|17,42|ТСШ |10,11|57 |1,175|51,073| | |нажимной | | | |9 | |8 | | | | |4. |Кільце |2 |0,732|0,659|1,391|ФШ |3,053|57 |0,579|7.816 | | |завзяте | | | | | | | | | | |5. |Фланец |2 |8,239|9,359|17,59|ТСШ |9,44 |57 |1,175|31,396| | | | | | |8 | | | | | | |Разом: |127,70| | |8 |.
Те = ((Gз — Gд) /(Gфз — Gд)) Топ + Тоо Ту = (1+0,3(Gд) q Kk.
Тпз = (14q+5n)/П Тт = [Те (0.8 + 1/(П +1)) + Ту + Тпз] nд.
1.6. Визначення технологічної собівартості деталей.
Форма 5.
Розрахунок технологічної собівартості деталей.
| | | | | | | | | |Номер |Найменування |nд, |Sм, |Sз, |Sоб, |Sд, |Технологическ| |детали|детали |прим. |крб. |крб. |крб. |крб. |на | | | | | | | | |собівартість| | | | | | | | |однієї деталі,| | | | | | | | |крб. | |1 |2 |3 |4 |5 |6 |7 |8 | |1 |Втулка | | | | | | | | |соединительна|1 |126 |2 147 |2 039 |130 |130 732,5 | | |я | |546,5 | | |732,5 | | |2 |Обойма |2 |39 |2 753 |1 697 |44 |22 182,3 | | | | |914,6 | | |364,6 | | |3 |Фланец |2 |132 |6 688 |5 696 |145 |72 607,3 | | |нажимной | |830,6 | | |214,6 | | |4 |Кільце |2 |4 907,1|1 024 |545 |6 476,1|3 238,1 | | |завзяте | | | | | | | |5 |Фланец |2 |100 |4 111 |3 266 |108 |54 004,6 | | | | |632,2 | | |009,2 | | | | | | | | | |Разом: |404 831|16 723 |13 243 |434 797| |.
Sз = (Тт Зср Iз Кб) / 60.
Зср =1 200 000 / 166,2 = 7 143.
Sоб = (Тт Див (1+0,3(Gд)) / 60.
См = 0,5 (Зср Iз) = 0,5 (7143 * 1) = 3572.
Sд= Sм + Sз + Sоб.
Аналіз технологічної собівартості деталей виявив, що дорогими у виробництві деталями є втулка сполучна, фланец нажимной і фланец. Виробництво обойми і кільця завзятої вимагає значно менше ресурсів. Найбільш вагомої статтею витрат у собівартості деталей є видатки материалы.
2. АНАЛІЗ ФУНКЦІЙ І ЗАТРАТ.
2.1. Формулювання і класифікація функций.
Головною общеобъектной функцією цього вироби є передача обертального моменту від однієї валу другому.
Основні функции:
F1 — розміщувати валы,.
F2 — затискати вали в муфте,.
Допоміжні функции:
F3 — приймати зусилля сжатия,.
F4 — передавати зусилля сжатия,.
F5 — посилювати сжатие.
2.2. Побудова і аналіз функционально-структурной схеми изделия.
Уявімо, сформульовані вище функції як фукциональноструктурної схеми узла.
Функционально-структурная схема вироби «муфта».
2.3. Визначення й аналіз витрат за виконання функций.
Виробничі видатки функції визначаються щодо окремих функціональним частинам з урахуванням розрахованих вище розділ 1 подетальных витрат. Витрати на функцію складаються з технологічних витрат за виготовлення тих деталей, що цю функцію виконують. Розрахунки виконані у вигляді 6.
Форма 6.
Розрахунок витрат за функции.
|Функция |Номер і |Количе|Долевой |Технол. |Витрати, | | |найменування |ство |коэффицие|себестоимос|отнесенные| | |деталей — |детале|нт |ть однієї |до функції,| | |носіїв |і, прим.| |деталі, |крб. | | |функцій | | |крб. | | |1 |2 |3 |4 |5 |6 | |F1 «Розміщувати |1. Втулка |1 |1 |130 732,5 |130 732,5 | |вали» |сполучна| | | | | |Разом по функції F1: |130 732,5 | |F2 «Затискати валы|1. Втулка |1 |0,25 |130 732,5 |32 683,1 | |в муфті» |сполучна| | | | | | |2. Обойма |2 |0,25 |22 182,3 |11 091,2 | | |3. Фланец |2 |0,25 |72 607,3 |36 303,7 | | |нажимной | | | | | | |5. Фланец |2 |0,25 |54 004,6 |27 002,3 | |Разом по функції F2: |107 080,3 | |F3 «Приймати |1. Втулка |1 |0,4 |130 732,5 |52 293 | |зусилля стискування» |сполучна| | | | | | |2. Обойма |2 |0,5 |22 182,3 |22 182,3 | | |4. Кільце |2 |0,1 |3 238,1 |647,6 | | |завзяте | | | | | |Разом по функції F3: |75 122,9 | |F4 «Передавати |1. Втулка |1 |0,5 |130 732,5 |65 366,3 | |зусилля |сполучна| | | | | |стискування» | | | | | | | |2. Обойма |2 |0,5 |22 182,3 |22 182,3 | |Разом по функції F4: |87 548,6 | |F5 «Посилювати |3. Фланец |2 |0,5 |72 607,3 |72 607,3 | |стиснення» |нажимной | | | | | | |5. Фланец |2 |0,5 |54 004,6 |54 004,6 | |Разом по функції F5: |126 611,9 |.
Найбільших витрат вимагають таких функцій, як «розміщення валів» і «посилення стискування». Зниження витрат з цим функцій можна досягнути з допомогою виконання деталей (чопи сполучної, фланца натискного і фланца) з дешевшого матеріалу (наприклад ковкого чавуну КЧ35−10).
2.4. Визначення пріоритетних напрямів пошуку нових прийняття рішень та прогнозування економії від зниження витрат за функции.
Проведений вище аналіз функционально-структурной схеми і витрат за функції створює передумови для ефективного пошуку нових рішень. Пріоритетні напрями пошуку нових рішень встановлюються з допомогою пофакторного методу. Аналіз проведено формі 7.
Форма 7.
Розрахунок зниження витрат за функції пофакторным методом.
|Номер|Контрольный питання |Відповідь: 1 (так), 0 (немає) | |фак- | |виконуваних функцій | |тору | |F1 |F2 |F3 |F4 |F5 | |1 |2 |3 |4 |5 |6 |7 | |1 |Чи можна застосувати принципово другое|0 |0 |0 |0 |0 | | |рішення, заснований на іншому фізичному | | | | | | | |принципі? | | | | | | |2 |Чи є функціонально непотрібні |0 |0 |0 |0 |0 | | |елементи (деталі або це частини деталей) і | | | | | | | |можна їх усунути? | | | | | | |3 |Чи є завищені розміри в |0 |1 |0 |1 |0 | | |конструкції, дуже велика товщина | | | | | | | |стінок? | | | | | | |4 |Чи можна замінити заготівлі деталей на |0 |0 |0 |0 |0 | | |прогресивніші з меншими | | | | | | | |припущеннями на обробку? | | | | | | |5 |Чи можна замінити матеріал деталей на |1 |1 |1 |1 |1 | | |дешевший? | | | | | | |6 |Чи можна об'єднати кілька деталей |0 |0 |0 |0 |0 | | |в зменшити цим число | | | | | | | |деталей? | | | | | | |7 |Чи можна змінити конфігурацію |0 |0 |0 |0 |0 | | |деяких деталей, зробивши їх понад | | | | | | | |технологічнішими при опрацюванні та складанні? | | | | | | |8 |Чи можна замінити деякі деталі на |0 |0 |0 |0 |0 | | |стандартні? | | | | | | |9 |Чи можна деякі деталі зробити |0 |0 |0 |0 |0 | | |однотипними? | | | | | | |10 |Чи можна замінити деякі кріпильні |0 |0 |0 |0 |0 | | |деталі, пружини, прокладки, підшипники | | | | | | | |тощо. більш дешеві? | | | | | | |Разом число чинників: |1 |2 |1 |2 |1 | |Очікувана економія виконуваних функцій, крб. |13 |21 |7 |17 |12 | | |733 |416 |512 |510 |661 |.
Останній рядку форми 7 наведено результати розрахунку очікуваної економії від зниження витрат з функцій з допомогою формулы:
ЭFi = 0,1SFi mFi, де ЭFi — від зниження витрат з функцій Fi, руб.,.
SFi — видатки функцію Fi, крб., mFi — число чинників для функції Fi.
Найбільша економія досягається з двох функцій: «Затискати вали в муфті» і «Передавати зусилля стискування». Економія вищевказаним функцій можна досягти шляхом застосування дешевшого конструкційного матеріалу (ковкого чавуну) замість стали виготовлення деталей вироби, а також рахунок зменшення зовнішнього радіуса фланцев.
3. УПРАВЛІННЯ ЗАТРАТАМИ.
3.1. Калькуляція собівартості изделия.
За підсумками розрахованих вище виробничих витрат у формі 8 складається калькуляція собівартості изделия.
Форма 8.
Калькуляція виготовлення изделия.
| | | | |Статті витрат |Сума, руб.|Примечание | |1 |2 |3 | | | | | |Основні матеріали |404 831 |Результат графи 4 форми 5 | |Куплені комплектуючі вироби |43 480 |10% від підсумку в графі 7 | |(кріпильні деталі, пружини, підшипники| |форми 5 | |тощо.) | | | |Заробітну плату основних робочих, |16 723 |Результат графи 5 форми 5 | |зайнятих на операціях механічної | | | |обробки деталей | | | |Заробітну плату основних робочих, |5 017 |30% від зарплати| |зайнятих на операціях складання виробу | |основних робочих на | | | |механічної обробці | |Відрахування на соціальні страхування, |8 261 |38% від заробітної | |в пенсійний фонд, медстрахування і | |плати, тобто. від суми | |фонд зайнятості | |попередніх рядків | |Зміст і експлуатація оборудования|13 243 |Результат графи 6 форми 5 | |Цехові (загальновиробничі) расходы|13 044 |60% від зарплати| | | |основних робочих на | | | |операціях механічної | | | |обробки деталей і | | | |складання виробу | |Разом цехова собівартість |504 599 | | |Загальногосподарські витрати, включаючи |17 392 |80% від зарплати| |податків і відсотки, зараховують на | |основних робочих на | |собівартість | |операціях механічної | | | |обробки деталей і | | | |складання виробу | |Разом виробнича собівартість |521 991 | | |Комерційні витрати |5 220 |1% від виробничої | | | |собівартості | |Разом повна собівартість |527 211 | |.
У результаті проведення ФВА зменшиться найвагоміша стаття витрат, а саме видатки основні матеріали, що знизить повну собівартість изделия.
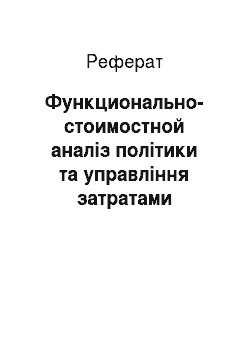
3.2. Визначення критичного обсягу производства.
Приймається, що з вихідному річному обсязі випуску (640 прим.) забезпечуються повне завантаження устаткування й рентабельність виробництва лише на рівні 15% від собівартості. Розрахуємо ціну на изделие:
Ц = (1-Нпр) Сп / (1-Ндс) (1-Нпр-Кр),.
де Ц — ціна вироби (включаючи ПДВ), тис. руб.,.
Нпр — ставки податку з прибутку, дорівнює 0,35,.
Сп — повна собівартість вироби при вихідному річному обсязі випуску (продажів), тис. руб.,.
Пдв — ставки податку на додану вартість, дорівнює 0,2,.
Кр — коефіцієнт рентабельності (прийнято рівним 0,15).
Ц = (1 — 0,35) * 527 211 / (1 — 0,2) * (1 — 0,35 — 0,15) = 856 718 тис. руб.
Витрати, що входять до калькуляцію вироби, поділяють на перемінні і условно-постоянные. Змінні видатки одне виріб розраховуються в формі 9.
Форма 9.
Змінні видатки одне изделие.
| | | | |Статті витрат |Сума, крб. |Примітка | |1 |2 |3 | | | | | |Основні матеріали |404 831 |З форми 8 | |Куплені комплектуючі вироби |43 480 |З форми 8 | |Заробітну плату основних робочих |21 740 |Підсумовується заробітна | | | |плата основних робочих | | | |на механообработке і | | | |складанні (див. форму 8) | |Відрахування на соціальні мети |8 261 |38% від попередньої рядки| |Паливо і енергія на |3 973 |30% від витрат за | |технологічні цілі й привід | |утримання і | |устаткування | |експлуатацію | | | |устаткування (див. форму | | | |8) | |Витрата інструмента |1 324 |10% від витрат за | | | |утримання і | | | |експлуатацію | | | |устаткування (див. форму | | | |8) | |Разом перемінні видатки одне |483 609 | | |виріб | | |.
Условно-постоянные видатки рік, мало залежать від обсягу випуску, визначають по формуле:
Sуп = (CпV) * Вн,.
де Sуп — условно-постоянные витрати на рік, тис. руб.,.
Cп — повна собівартість вироби при вихідному річному обсязі випуску (продажів), тис. руб.,.
V — перемінні видатки одне виріб, тис. руб.,.
Вн — вихідний обсяг випуску (продажів) виробів на рік, шт.
Sуп = (527 211 — 483 609) * 640 = 27 905,28 тис. руб.
Критичний обсяг випуску (продажів) Зкр, у якому прибуток за реалізації дорівнює нулю, розраховується за формуле:
Зкр = Sуп / (Ц — V).
Зкр = 27 905,28 / (856,718 — 483,609) = 75 шт.
Показники виробництва поблизу критичного уровня.
Розраховується запас «фінансової міцності» Зфп при вихідному обсязі випуску по формуле:
Зфп = ((Ві - Зкр) / Ві) * 100%.
Зфп = ((640 — 75) / 640) * 100% = 88,3%.
Запас «фінансової міцності» показує, наскільки відсотків може знизитися виручка (наприклад, внаслідок скорочення попиту) без серйозної небезпеки фінансового стану підприємства. Виробництво даної продукції є доцільним, оскільки запас «фінансової міцності» досить высок.
Розраховується виробничий леверидж Лпр по формуле:
Лпр = (ЦV) / (ЦСп).
Лпр = (856,718 — 483,609) / (856,718 — 527,211) = 1,13.
Виробничий леверидж показує, що з зміні виручки на 1% прибуток зміниться на 1,13%.
3.3. Основні економічні показатели.
Основні економічні показники, що характеризують виробництво вироби і у цій роботі зводять до форми 10.
Форма 10.
Основні економічні показатели.
| | | | |Показник |Розмір |Примітка | |1 |2 |3 | | | | | |1.Объем випуску рік, прим. |640 |Обсяг випуску вироби дано в | | | |завданні. | |2. Критичний обсяг выпуска|75 |Показує у якому обсязі | |на рік, прим. | |виробництва підприємство | | | |почне отримувати прибуток. | |Повна собівартість |527 211 |Собівартість вироби | |вироби, крб. | |розрахована у вигляді 8. | | | | | |Ціна вироби (включаючи ПДВ), |856 718 | | |крб. | | | |5. Очікувана від |72 832 |Економія досягається з допомогою | |заходи щодо ФВА одне | |використання замість стали | |виріб, крб. | |ковкого чавуну при | | | |виготовленні деталей і | | | |зменшення розміру фланців | |Маса конструкції вироби, |46,146 |Маса вироби розрахована по | |кг. | |обсягу тіла деталей. | |7. Питома ціна, |18 565 | | |яка припадає на 1 кг маси | | | |конструкції вироби, крб. | | | |Запас фінансової міцності, |88,3 |Виробництво цієї продукції | |% | |є доцільним, так | | | |як запас «фінансової | | | |міцності» досить високий. | |9. Виробничий леверидж|1,13 |Виробничий леверидж | | | |показує, що з зміні | | | |виручки на 1% прибуток | | | |зміниться на 1,13%. |.
Список використовуваної литературы.
Моїсєєва М.К., Карпунин Авт. Основи теорії та практики функціональновартісного аналізу. М.: Вищу школу, 1988.
Баканов М.И., Шеремет А. Д. Теорія економічного аналізу. М.: Фінанси і статистика, 1988.
3. Ковальов О. П. Функционально-стоимостной аналіз стану та управління витратами. М.: МДТУ «Станкин», 1995.
———————————;
Общеобъектная головна функция.
Допоміжні функции.
Основні функции.
F5 «Посилювати сжатие».
Посилююча часть.
F4 «Передавати зусилля сжатия».
Передає часть.
F2 «Затискати вали в муфте».
F1 «Розміщувати валы».
Стискаюча часть.
Размещающая часть.
Муфта.
F0 «Передавати обертальний момент від однієї валу другому.
Приймаюча часть.
F3 «Приймати зусилля сжатия Суммарные затраты Выручка.
Условно-постоянные затраты.
Зкр = 75.
[pic].