Розрахунок тривалості технологічного та виробничого циклів
Як видно із розрахунків між операційних оборотних заділів, особливо між 1 і 2 операціями, досить значні, що вимагає додаткових площ для їх накопичення. Тому було б доцільним зменшення періоду оборотного заділу. С1=0,38/1,52=0,25?1 особа с2=2,67/1,52=1,75?2 особи с3=1,14/1,52=0,75?1 особа с4=1,90/1,52=1,25?2 особи Таблиця 1. Розрахунок робочих місць на лінії та їх завантаження. Сі, Сі+1… Читати ще >
Розрахунок тривалості технологічного та виробничого циклів (реферат, курсова, диплом, контрольна)
1. Розрахунок тривалості технологічного та виробничого циклів Послідовний вид руху предметів праці.
Тривалість операційного циклу:
де n — кількість деталей в партії, шт.;
ti — норма штучного часу на виконання і-ої операції, хв.;
сі — кількість робочих місць на яких паралельно виконується і-та операція, шт.;
m — кількість операцій технологічного процесу.
Тоц (посл)=15*(24/3+15/3+9/1+12/2)=420 (хв.)
Тривалість технологічного циклу:
де tмо — середньозважений час між операційних перерв, хв.;
Ттц (посл)=420+(4−1)*0,5=421,5 (хв.)
Тривалість виробничого циклу:
s — кількість змін роботи;
q — тривалість зміни, год;
k — коефіцієнт для переведення робочих днів у календарні (при 253 робочих днях у році k=0,7);
tпр — тривалість природних процесів, хв.
Твц.(посл)=(1/(60*1*8*0,7))*(420+(4−1)*0,5+30)=1,34 (кал. дн.)
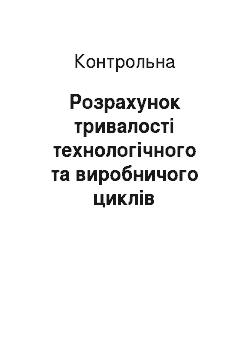
Рис. 1. Графічне зображення операційного циклу при послідовному русі предметів праці
Паралельний вид руху предметів праці.
Тривалість операційного циклу:
де — розмір передавальної партії, шт.;
— операційний цикл максимальної за тривалістю і-тої операції.
Тоц (пар)=5*(24/3+15/3+9/1+12/2)+(15−5)*9=230 (хв.)
Тривалість технологічного циклу:
Ттц (пар)=230+(4−1)*0,5=231,5 (хв.)
Тривалість виробничого циклу:
Твц (пар)= (1/(60*1*8*0,7))*(230+(4−1)*0,5+30)=0,78 (кал. дн.)
Рис. 2. Графічне зображення операційного циклу при паралельному русі предметів праці
праця потоковий лінія обладнання Паралельно-послідовний вид руху предметів праці.
Тривалість операційного циклу:
де — найкоротший операційний цикл із двох суміжних операцій, хв.
Тоц (пар-посл)=15*(24/3+15/3+9/1+12/2)-(15−5)*(5+5+6)=260 (хв.)
Тривалість технологічного циклу:
Ттц (пар-посл)=260+(4−1)*0,5=261,5 (хв.)
Тривалість виробничого циклу:
Твц (пар-посл)= (1/(60*1*8*0,7))*(260+(4−1)*0,5+30)=0,87 (кал. дн.)
Рис. 3. Графічне зображення операційного циклу при паралельно-послідовному русі предметів праці
При послідовному русі предметів праці тривалість операційного циклу рівна 420 хв., тривалість технологічного циклу рівна 421,5 хв., тривалість виробничого циклу — 1,34 днів. При паралельному русі предметів праці тривалість операційного циклу рівна 230 хв., тривалість технологічного циклу рівна 231,5 хв., тривалість загального циклу — 0,78 дні. При паралельно-послідовному русі предметів праці тривалість операційного циклу рівна 260 хв., тривалість технологічного циклу рівна 261,5 хв., тривалість загального циклу — 0,87 дні.
2. Розрахунок параметрів потокових ліній Розрахункова кількість робочих місць на і-ій операції визначається:
де ti — норма штучного часу на виконання і-ої операції технологічного процесу, хв.;
r — такт, хв./шт.
с1=0,38/1,52=0,25?1 особа с2=2,67/1,52=1,75?2 особи с3=1,14/1,52=0,75?1 особа с4=1,90/1,52=1,25?2 особи Таблиця 1. Розрахунок робочих місць на лінії та їх завантаження
№ операції | Норма часу на виконання операції, хв. | Такт, хв./шт. | Кількість робочих місць (верстатів) | № робочого місця | Завантаження робочого місця | Виготовлення виробів за період обороту лінії, шт. | |||
розрахункова | планова | % | хв. | ||||||
0,38 | 1,52 | 0,25 | Роб. 1 | ||||||
2,67 | 1,52 | 1,75 | Роб. 2 Роб. 1 | ||||||
1,14 | 1,52 | 0,75 | Роб. 3 | ||||||
1,90 | 1,52 | 1,25 | Роб. 4 Роб. 3 | ||||||
Таблиця 2. Графік роботи обладнання і порядок послідовності переходу працівників за період обороту лінії
№ операції | Позначення робітника | Період комплектування оборотних заділів=320 хв. | Виготовлення виробів, шт. | ||||||||
А | С1 | ||||||||||
Б | С2 С3 | ||||||||||
В | С4 | ||||||||||
Г | С5 С6 | ||||||||||
Міжопераційний заділ визначається за формулою:
де Тj — частина періоду обороту заділу, на протязі якої суміжні операції виконуються з незмінною продуктивністю, хв.;
Сі, Сі+1 — кількість одночасно працюючих робочих місць на відрізку Тn періоду обороту заділу за суміжними операціями і та і+1;
ti, ti+1 — норма часу на виконання і та і+1 суміжних операцій, хв.
Таблиця 3. Розрахунок між операційних оборотних заділів на лінії
Частковий період | Тривалість часткового періоду | Розрахунок заділів, шт. | Площі епюр | |
Т1=ТА-Б' | ZА-Б'=(80*1)/0,38-(80*1)/2,67=+180 | |||
Т2=ТА-Б'' | ZА-Б''=(240*0)/0,38-(240*2)/2,67=-180 | |||
Т3=ТБ-В' | ZБ-В'=(80*1)/2,67-(80*1)/1,14=-40 | |||
Т4=ТБ-В'' | ZБ-В''=(160*2)/2,67-(160*1)/1,14=-20 | |||
Т5=ТБ-В''' | ZБ-В'''=(80*2)/2,67-(80*0)/1,14=60 | |||
Т6=ТВ-Г' | ZВ-Г'=(240*1)/1,14-(240*1)/1,90=+84 | |||
Т6=ТВ-Г' | ZВ-Г''=(80*0)/1,14-(80*2)/1,90=-84 | |||
Таблиця 4. Епюри міжопераційних оборотних заділів
Заділ Z (об) | Графік роботи обладнання за період обороту лінії | |||||||||
МАХ | На поч. періоду | |||||||||
S1=½*80*180=7200 (од2)
S2=½*240*180=21 600 (од2)
S3=½*(60+20)*80=3200 (од2)
S4=½*20*160=1600 (од2)
S5=½*80*60=2400 (од2)
S6=½*240*84=10 080 (од2)
S7=½*80*84=3360 (од2)
Середня величина міжпераційного оборотного заділу на лінії:
Zср об=49 440/320=155 шт.
Як видно із розрахунків між операційних оборотних заділів, особливо між 1 і 2 операціями, досить значні, що вимагає додаткових площ для їх накопичення. Тому було б доцільним зменшення періоду оборотного заділу.